Изобретение относится к обработке металлов давлением, в частности к автоматам для изготовления из ленты профильных деталей с отверстиями, преимущественно спиц для зонтов.
Цель изобретения - экономия производственной площади.
На фиг.1 изображен предлагаемый
20
25
30
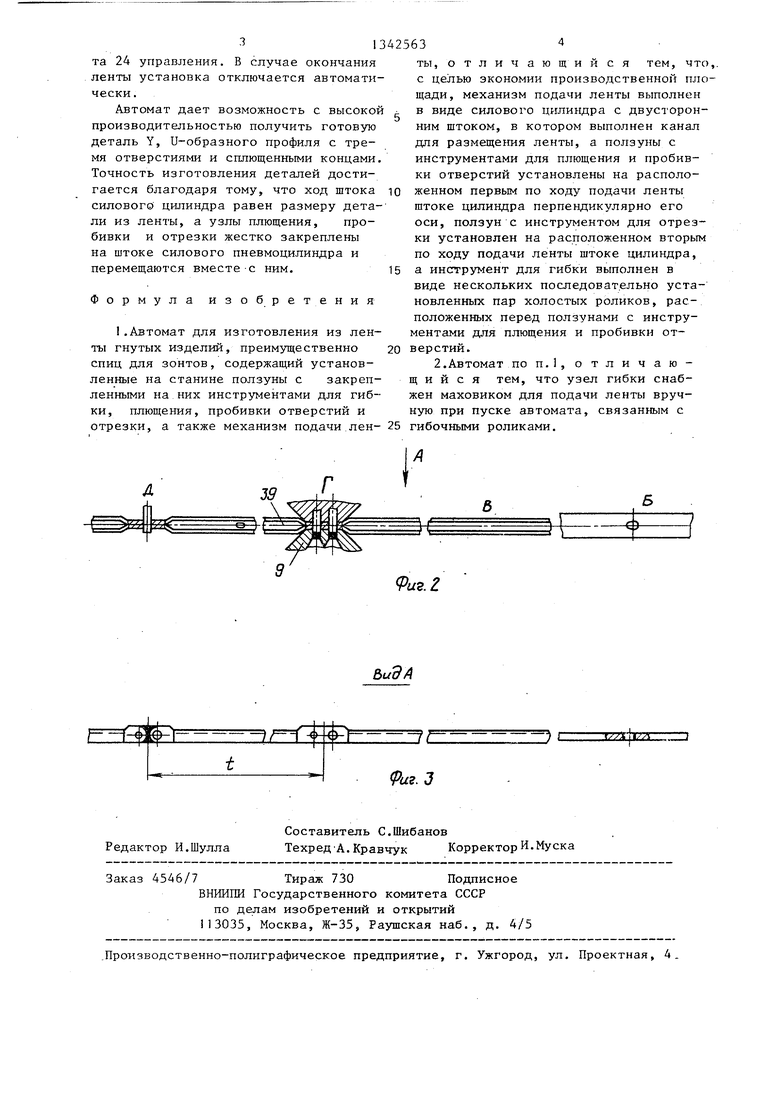
автомат, общий вид; на фиг.2 - обраба-ig реключатель 32 подает сигналы на тываемые в процессе одного рабочего цикла участки заготовки; на фиг.З - вид А на фиг.2.
Автомат состоит из установленных на станине 1 по уходу подачи ленты кассеты 2 с лентой, узла 3 пробивки отверстий в виде цневмоцилиндра 4, посредством которого приводится штамп 5 для пробивки отверстия, и электро- пневмоклапана 6, управляющего работой пневмоцилиндра 4. Кроме того, автомат содержит узел 7 гибки, выполненный в виде нескольких последовательно расположенных пар холостых роликов с маховиком 8 для ручной настройки, узел 9 плющения ленты и пробивки отверстий с нижним 10 и верхним 11 пневмоцилиндрами, шттампом 12 для плющения и пробивки и эле ктроклапаном 13; силовой пневмоцилиндр 14 с воздухораспределителем 15 и электрокла- панами 16 и 17; узел 18 отрезки выполненный в виде пневмоцилиндра 19, приводящего отрезной штамп 20 и управляемого электроклапаном 21. Пневмо- цилиндры соединены с коллектором 22 трубопроводами 23. Автомат имеет пульт 24 управления.
На концах двустороннего штока 25 пневмоцилиндра 14 с помощью фланцев 26 и 27 жестко закреплены узел 9 плющения ленты и пробивки отверстий и узел 18 отрезки готовых изделий. Для регулирования давления в цилиндре 14 установлен редукционный клапан 28. Регулирование подачи сжатого воздуха в силовые цилиндры осуществляется при помощи пневмоэлектроклапанов 6, 13, 16, 17 и 21, которые управляются микропереключателями 29-34, действующих в зависимости от конечных перемещений штока 25 силового цилиндра 14 и штоков-ползунов 35-38 пневмо- цилиндров 4з10,..
Автомат работает следующим образом.
Лента 39 из установленной на основании 1, жестко закрепленной на стене здания кассеты 2 подается чеэлектропневмоклапаны 6, 13 и 21. воначально включаются электропнев клапаны 13 и 21, подается давлени пневмоцилиндр 10, а затем - в пне 15 цилиндры 11 и 19. Происходит одно менно плющение, пробивка и отрубк готовой детали. Затем сбрасываетс давление в цилиндре 4 и раскрывае штамп 5 пробивки. Шток 35 в верхн крайнем положении включает микроп ключатель 34,который подает сигна на электропневмоклапан 17, в резу тате сбрасывается давление в лево камере силовог о пневмоцилиндра 14 подается давление в его правую ка ру, при этом шток 25 перемещаетс вместе с закрепленными на нем узл 9 и 18 в крайнее левое положение. Осуществляется протягивание ленты рез ролики узла 7 профилирования перемещении ленты 39, зажатой шта 5. Величина хода t штока 25 силов пневмоцилиндра 14 р.авна длине дет Б левом крайнем положении щтока включается микропереключатель 33, который подает сигнал на электроп моклапан 6, при этом подается дав ние в пневмоцилиндр 4, в результа штамп 5 пробивки.пробивает отверс
40 в ленте 39 и остается в закрытом ложении. Одновременно микроперекл тель 33 подает сигнал на электроп моклапаны 13 и 21, которые сбрасы давление с пневмоцилиндров 10, П
45 19. Штоки 36-38 в верхнем крайнем ложении включают микропереключате 30, 31 и 29 соответственно. Подае сигнал на электропневмоклапань 16 17, сбрасывается давление с право
50 камеры силового пневмоцилиндра 14 а относительно зажатой ленты 39 в штампе 5 пробивки ползун 25 перем ется вместе с узлами Эй 18 в пра крайнее положение. В правом крайн положении микроперек-шочатель 32
35
55
чается и цикл повторяется.
Автомат может работать как в а матическому так и в индивидуально режиме пооперационно с помощь п
рез узел 3 пробивки отверстий, узел 7 профилирования в узел 9 плющения ленты и пробивки отверстий. При запуске автомата подача осуществляется вручную с помощью маховика 8. В дальнейшем процесс протекает в автоматическом режиме. При нажатии кнопки на пульте 2-4 управления микропе
реключатель 32 подает сигналы на
электропневмоклапаны 6, 13 и 21. Первоначально включаются электропневмо- клапаны 13 и 21, подается давление в пневмоцилиндр 10, а затем - в пневмо- цилиндры 11 и 19. Происходит одновременно плющение, пробивка и отрубка готовой детали. Затем сбрасывается давление в цилиндре 4 и раскрывается штамп 5 пробивки. Шток 35 в верхнем крайнем положении включает микропереключатель 34,который подает сигнал на электропневмоклапан 17, в резуль- тате сбрасывается давление в левой камере силовог о пневмоцилиндра 14 и подается давление в его правую камеру, при этом шток 25 перемещается вместе с закрепленными на нем узлами 9 и 18 в крайнее левое положение. Осуществляется протягивание ленты через ролики узла 7 профилирования при перемещении ленты 39, зажатой штанном 5. Величина хода t штока 25 силового пневмоцилиндра 14 р.авна длине детали. Б левом крайнем положении щтока 25 включается микропереключатель 33, который подает сигнал на электропневмоклапан 6, при этом подается давление в пневмоцилиндр 4, в результате штамп 5 пробивки.пробивает отверстия
в ленте 39 и остается в закрытом положении. Одновременно микропереключатель 33 подает сигнал на электропнев- моклапаны 13 и 21, которые сбрасывают давление с пневмоцилиндров 10, П и
19. Штоки 36-38 в верхнем крайнем положении включают микропереключатели 30, 31 и 29 соответственно. Подается сигнал на электропневмоклапань 16 и 17, сбрасывается давление с правой
камеры силового пневмоцилиндра 14, а относительно зажатой ленты 39 в штампе 5 пробивки ползун 25 перемещается вместе с узлами Эй 18 в правое крайнее положение. В правом крайнем положении микроперек-шочатель 32 вклю
чается и цикл повторяется.
Автомат может работать как в автоматическому так и в индивидуальном режиме пооперационно с помощь пульта 24 управления. В случае окончания ленты установка отключается автоматически.
Автомат дает возможность с высоко производительностью получить готовую деталь Y, U-образного профиля с тремя отверстиями и сплющенными концами Точность изготовления деталей достигается благодаря тому, что ход штока силового цилиндра равен размеру дета ли из ленты, а узлы плющения, пробивки и отрезки жестко закреплены на штоке силового пневмоцилиндра и перемещаются вместе с ним.
Формула изобретения
I.Автомат для изготовления из ленты гнутых изделий, преимущественно спиц для зонтов, содержащий установленные на станине ползуны с закрепленными на них инструментами для гибки, плющения, пробивки отверстий и
отрезки, а также механизм подачи лен- 25 гибочными роликами.
ты, отличающий ся тем, что,, с целью экономии производственной площади, механизм подачи ленты выполнен в виде силового цилиндра с двусторонним штоком, в котором выполнен канал для размещеьшя ленты, а ползуны с инструментами для плющения и пробивки отверстий установлены на располо- 0 женном первьм по ходу подачи ленты штоке цилиндра перпендикулярно его оси, ползун с инструментом для отрезки установлен на расположенном вторьпу по ходу подачи ленты штоке цилиндра, 5 а инструмент для гибки выполнен в
виде нескольких последовательно установленных пар холостых роликов, расположенных перед ползунами с инструментами для плющения и пробивки от- 0 верстий.
2.Автомат по п.1,отличаю- щ и и с я тем, что узел гибки снабжен маховиком для подачи ленты вручную при пуске автомата, связанным с
9а.г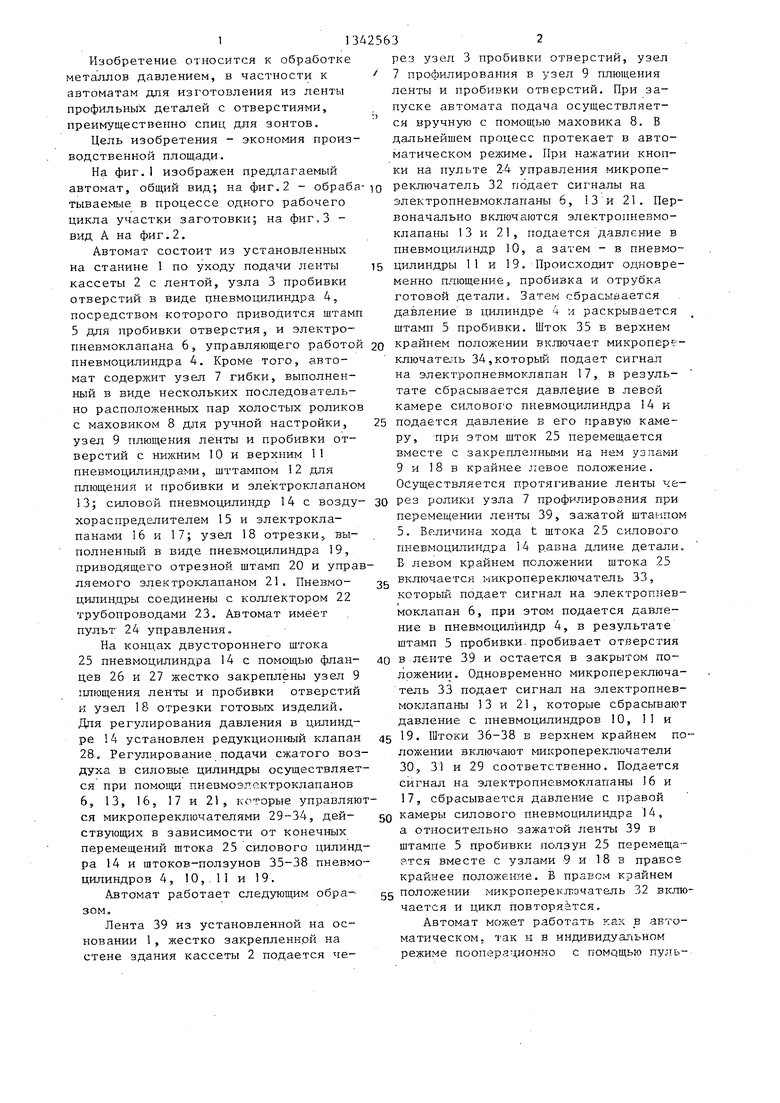
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для маркировки изделий | 1984 |
|
SU1348221A1 |
| Автомат для изготовления деталей из ленточного материала | 1988 |
|
SU1634352A1 |
| Устройство для вырубки деталей, пробивки отверстий и установки в них стержневых деталей | 1976 |
|
SU606661A1 |
| Устройство для пробивки радиальных отверстий в полых изделиях | 1973 |
|
SU550203A1 |
| Устройство для изготовления рулонных пружин | 1976 |
|
SU654329A1 |
| Автоматическая линия для многопереходной штамповки | 1987 |
|
SU1565563A1 |
| Многопозиционный штамп для обработки штучных заготовок | 1980 |
|
SU940950A1 |
| Автомат для изготовления ножовочныхпОлОТЕН | 1979 |
|
SU846146A1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU611763A1 |
| Установка для индукционного нагрева и подачи на последующую обработку листовых заготовок | 1984 |
|
SU1268625A1 |
Изобретение относится к обработке металлов давлением, в частности к автоматам для изготовления из ленты профильных деталей с отверстиями. преимущественно спиц для зонтов. Цель изобретения - экономия производственной площади. Заготовка обрабатывается в штампе 5 для пробивки отверстия, приводимом пневмоцилиндром 4, гнется в узле 7, выполненном в виде нескольких последовательно расположенных пар холостых роликов, обрабатывается в узле 9 для плющения ленты и пробивки отверстий со штампом 12 и отрезается в штампе 20, приводимом пневмоцилиндром 19. Штамп 20 и штамп 12 для плющения и пробивки смонтированы на штоке 25 пневмоцилиндра 19 для подачи ленты на шаг, равный длине изделия.. з.п. ф-лы, 3 ил. iS.O 26 27 m I fS 14 15 /7 27 26 У) W 9,12 . Я Фиг. 1
Редактор И.Шулла
Составитель С.Шибанов
Техред А. Кравчук Корректор И. My ска
Заказ 4546/7Тираж 730Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4.
| Федоров Н.А., Шабельский И.З | |||
| Универсально-гибочные автоматы.- Машгиз, 1961, с | |||
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
