Целью изобретеиия является обеспечение возможности бесступенчатой регулировки угла поворота полых изделий без дна типа обода колеса.
Для этого в П1редлагаемом устройстве планшайба связана через систему регулируемых тяг и рычагов с силовым цилиндром, а узел зажима изделий содержит пару установленных на планшайбе радиально подвижных губок, дополнительный СИЛовой цил-индр, с крыш1кой связана одна из губок, а со штоком - другая, и пару радиально подвижных колодок, расположенных с двух диаметрально противоположных сторон оправки.
Для регулировки положения зажимных губок корпус цилиндра их -перемещения установлен с возможностью движения вдоль «аправляюш,их, ;паралллельных его оси « перпендикулярных оси нланшайбы, до соприкосновения с установленным на планшайбе регулируемым упором.
С целью уменьшения усилий, необходимых для 1перемешения изделия на оправке, по ее периферии размешены ролики с осями, параллельными оси оправки.
Узел съема может быть выполнен в виде толкателей, связанных через траверсу со штоком индивидуального силового цилиндра и расположенных на периферии оправки.
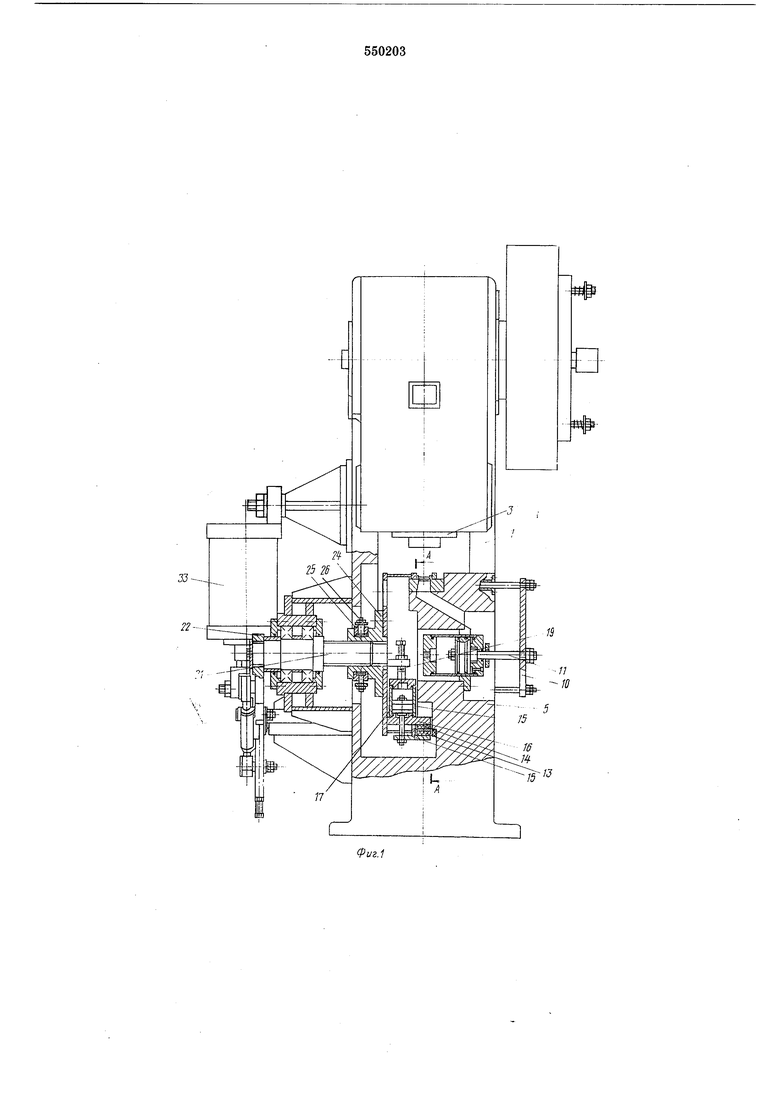
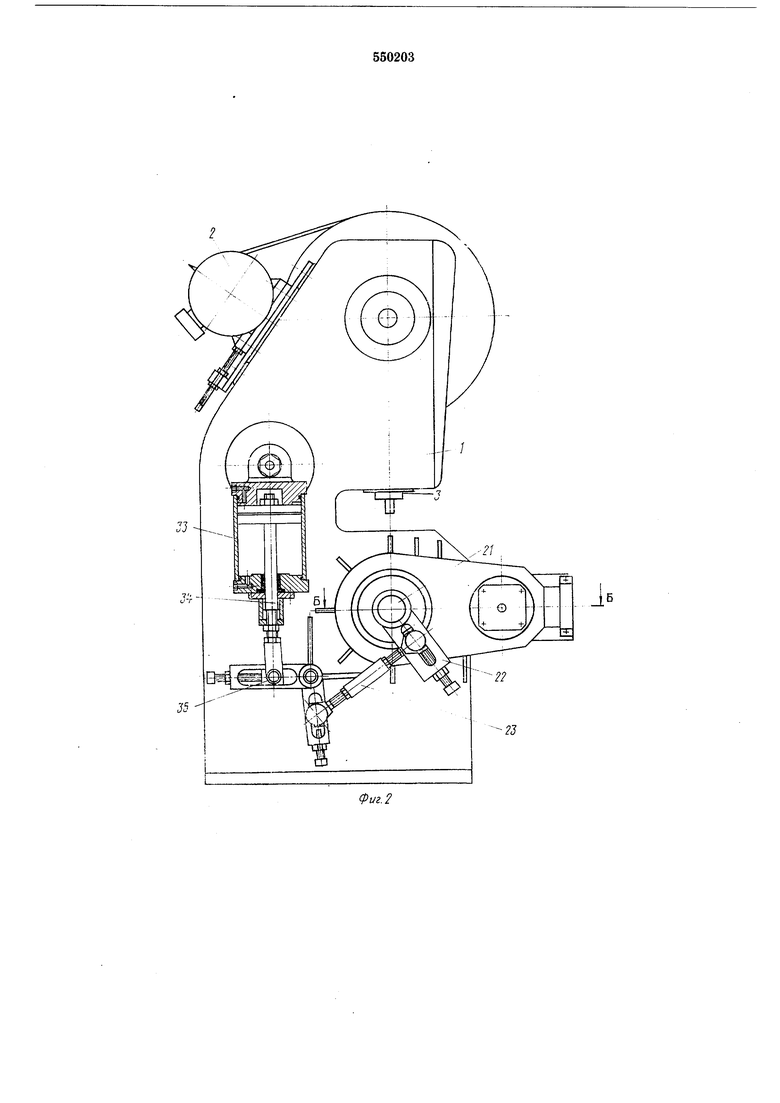
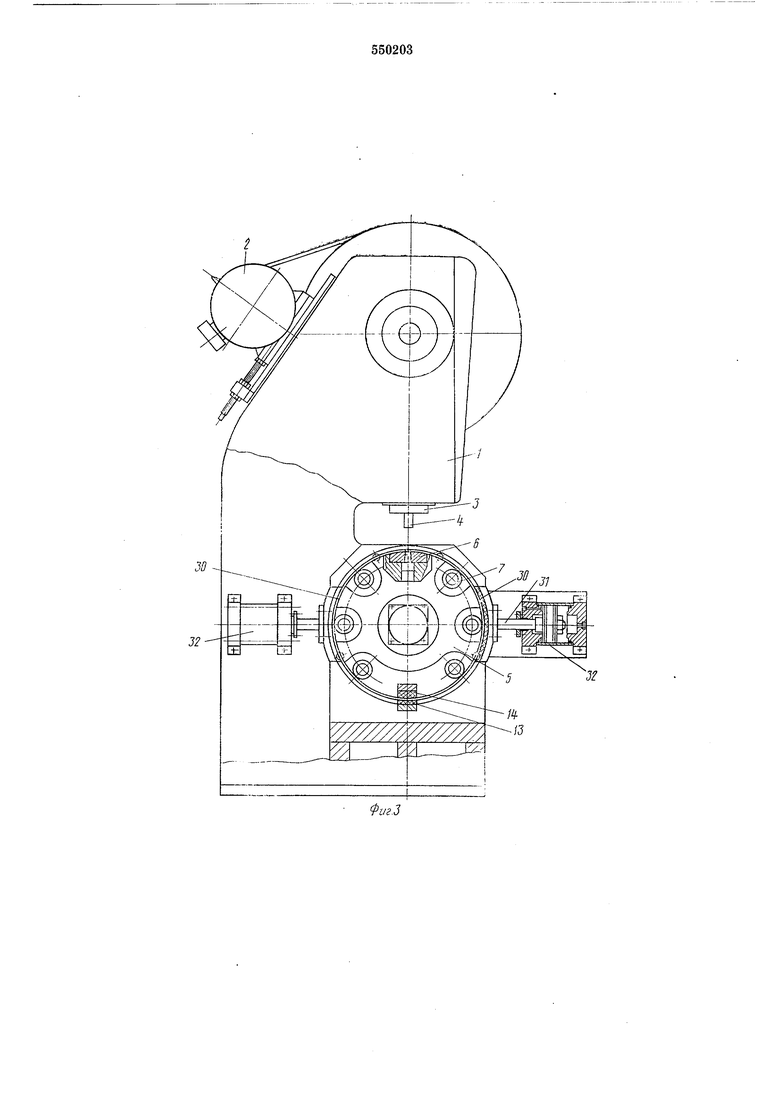
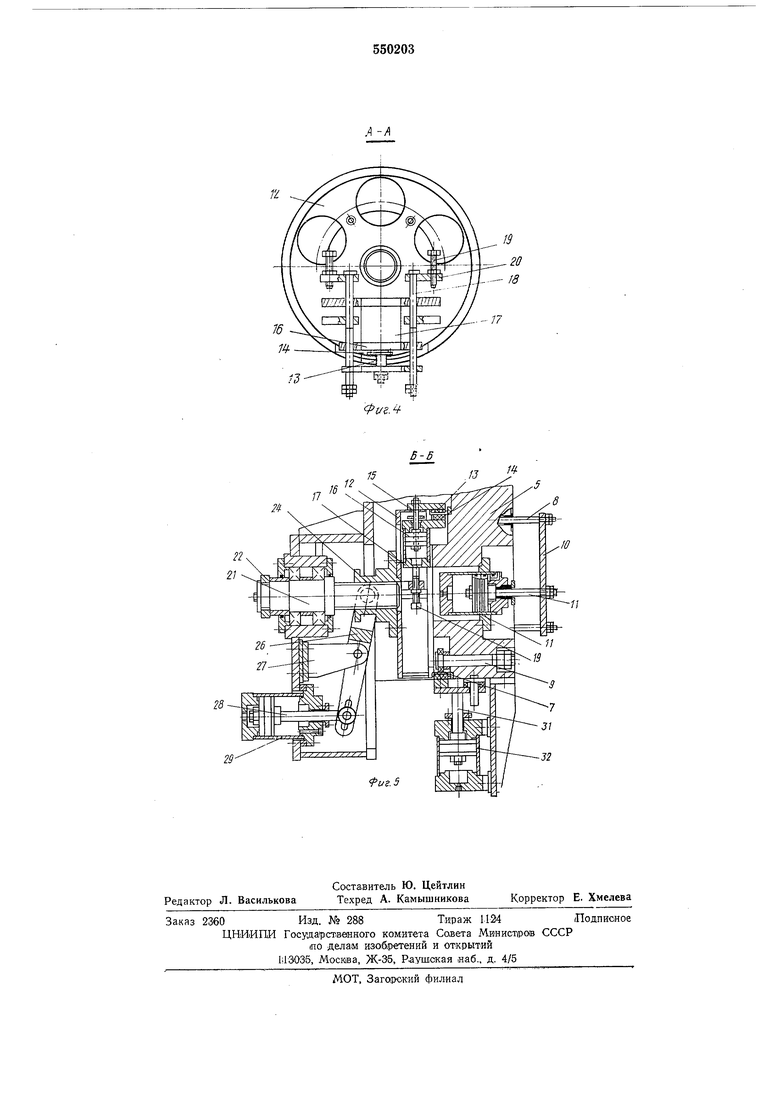
На фиг. 1 показано предлагаемое устройство, Обший вид; на фиг. 2 и 3 - то же, вид сбоку; иа фиг. 4 - разрез по А-А на фиг. 1; на фиг. 5 - разрез по Б-Б па фиг. 2.
Устройство содержит станину I, на которой смонтирован электродвигатель 2, сообщающий перемещение ползуну 3, несущему пуансон 4. На станине закреплена оправка 5, несущая матрицу 6. На периферии оправки установлены ролиюи 7 и толкатели 8. Ролики расположены «а осях 9. Толкатели связаны траверсой 10 со штоком пневмоцилиндра 11, расположенного в полости оправки.
Устройство снабжено механизмом поворота изделия, которое содержит планшайшу 12, несущую зажимные губки 13 и 14. Губка 13 связана со штоком 15, а губка 14 - с крышкой 16 цилиндра 17, установленного на связанных с планшайбой направляющих 18 с возможностью перемещения вдоль НИХ. Величина перемещения цилиндра 17 регулируется винтамИ 19, ввернутыми в кронштейны 20, закрепленные «а планшайбе.
Планшайба расположена продольно и подвилшо установлена на валу 21, размещенном на станине и 1пооредством рычага 22 связанном с регулируемой тягой 23. Ступица 24 планшайбы имеет кольцевую канавку, в которую входят ролики 25 (фиг. 1), взаимодействующие с вильчатым рычагом 26, шарнирно установленном на кроиштейне 27, закрепленном на плаишайбе. Рычаг 26 шарнирно связан со штоком 28 пневмоцилиндра 29, установленного на станине.
Узел зажима изделия содержит две тормозные колодкп 30, связанные со штоками 31 ппевмоцилиндров 32, жестко установленных па станроне, с двух диаметрально противоположных сторон ооравки.
Поворот вала 21, несущего планшайбу, осушествляется цилиндром 33, со штоком 34 которого вал связан через рычаг 22, регулируемую тягу 23, рычаги 35.
Работа устройства осуществляется следующим образом.
После установки заготовки на рабочей позиции устройства подается давление в штоковую полость цилиндра 29. Шток 28 воздействует на вильчатый рычаг 26, который через ролики 25 передвигает планшайбу (вправо по чертежу). При этом планшайба зах ватывает заготовку губками 13, 14 и надвигает ее на оправку 5.
После этого давление подается в поршневые полости цилиндров 32, и колодки 30 зажимают заготовку. При таком положении заготовки опускается ползун с пуансоном н осугцествляется пробивка отверстия.
Затем давление подается в П1токовые полости цилиндров 32, колодки 30 расходятся и освобождают заготовку. Одновременно подается давление в штоковую полость цилиндра 17, и губки 13 и 14 зажимают заготовку.
Далее подается давление в поршневую полость цилиндра 33, и происходит поворот вала 21, планшайбы и заготовки.
Затем последовательно подается давление в поршневые полости цилиндров 32, колодки 30 вновь зажимают заготовку, подается давлением в порпшевую полость цилиндра 17, губки 13 и 14 расходятся и освобождают заготовку, давление подается в штоковую полость цилиндра 33, происходит поворот планшайбы в обоатпую сторону, в исходное положение.
При очередном рабочем ходе происходит тробивка отверстия. Процесс поворота заготовки и пробивка отверстий повторяется.
По окончании пробивки отверстий по всему ободу планшайба под действием цилиндда 29 и рычага 26 возвращается в крайнее (левое по чертежу) положение. Давление подается в штоковую полость цилиндра 11, и толкатели 8 снимают готовое изделие с оправки.
Формула изобретения
1. Устройство для атробивки радиальных отверстий В полых изделиях, в частности, имеющих форму тел вращения, содержащее оправку с осью, перпендикулярной оси давления устройства, матрицу, закрепленную на оправке, узел съема изделий с оправки, механизм поворота изделия с валом, расположенным соосно с правкой и несушим установленную на нем с возможностью осепого переметцения плапнтайбу, связанную с узлом зажима изделпя, отличающееся тем, что, с целью обеспечения возможности бесступенчатой регулировки угла поворота полых изделий без дна типа обода колеса, планшайба связана .при помош,и системы регулируемых тяг «рычагов с силовым цилиндром, а узел зажима изделий содержит пару установленйых на планшайбе радиально подвижных губок, дополнительный силовой цилиндр, с крышкой которого связана одна из губок, а со штоком - другая, и цару радиально подвижных колодок, расположенных с двух диаметрально противоположных сторон оправки.
2.Устройство по п. 1, отличающееся тем, что, с целью регулировки положения зажимных губок, корпус цилиндра их перемещения установлен с возможностью движения вдоль направляющих, параллельных его оси и перпендикулярных оси планшайбы, до солрикосновения с установленным па иланшайбе регулируемым упором.
3.Устройство по п. 1, отличающееся
тем, что, с целью уменьшения усилий, необходимых для перемещения изделия па оправке, по ее периферии размещены рол-ики с осями, параллельными оси оправки. 4. Устройство по п. 1, отличающееся тем, что узел съема выполнен в виде толкателей, связанных через траверсу со штоком индивидуального силового цилиндра и расположенных на периферии оправки. Источники информации, принятые во вниманне при экспертизе
1.Авторское свидетельство N 234334, Л1.КЛ.2 В 21D 28/30, 1967.
2.Патент США № 3164049, Кл. 83-206, 1965.
3.Альбом Конструкций высокопроизводительных штампов для холодной штамповки в тяжелом машиностроении. М., ВПТИТяжмаш, 1962, с. 24-27 (прототип).
33 .
22- /,I

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи листового материала в зону обработки | 1987 |
|
SU1442301A1 |
| Устройство для пробивки отверстий в изделиях типа обода колеса | 1977 |
|
SU740350A1 |
| Устройство для получения цилиндрических и конических деталей путем гибки с растяжением листового материала | 1983 |
|
SU1110512A1 |
| Устройство для обработки штучных заготовок | 1990 |
|
SU1814951A1 |
| Дисковый станок для резки круглых заготовок | 1970 |
|
SU410608A1 |
| Рука манипулятора | 1979 |
|
SU841963A1 |
| ЗАЖИМНОЕ УСТРОЙСТВО ТРУБОГИБОЧНОЙ МАШИНЫ | 1992 |
|
RU2025166C1 |
| Автоматизированный пресс для объемной горячей штамповки заготовок | 1989 |
|
SU1804943A1 |
| Устройство для прокатки колец шарикоподшипников | 1988 |
|
SU1803240A1 |
| Поворотный зажимной патрон | 1988 |
|
SU1569094A1 |
2
32
