1
Изобретение относится к холодной обработке металлов давлением и может быть использовано для изготовления полых деталей, преимущественно прямоугольной формы, из полосового и ленточного материала.
Известен способ изготовления полых деталей из полосового и ленточного материала путем подачи материала на рабочую позицию штампа, отрезки материала на этой позиции шаговыми ножами по размеру детали, отрезки заготовки на следующей позиции, перемещения заготовки на позицию формообразования, последующего формообразования детали этой позиции, удаления детали с позиции формообразования fl .
Однако известный способ невозможно осуществить без дополнительных механизмов для перемещения материала, заготовок и деталей, что снижает производительность процесса изготовления детали, так как на срабатывание механизмов требуется дополнительное время.
Цель изобретения - повышение производительности процесса изготовления полых деталей, преимущественно прямоугольной формы.
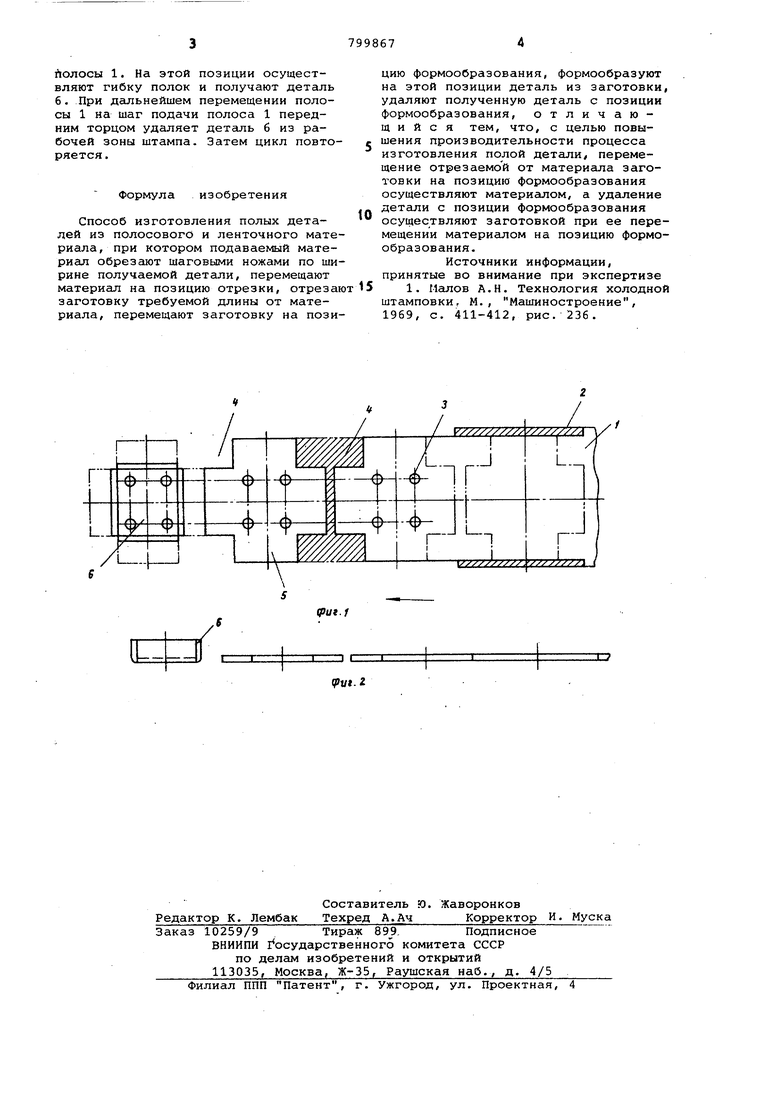
Поставленная цель достигается тем, что перемещение отрезанной от материала заготовки на позицию формообразования осуществляют материалом, а удаление детали с позиции формообразования осуществляют заготовкой при ее перемещении материалом на позицию формообразования. На фиг. 1 изображена схема предлагаемого способа; на фиг. 2 - полоса, отрезанная часть заготовки и готовая деталь.
Способ изготовления полой детали из полосового и ленточного материал -рсуществляется следующим образом. ,
Полосу 1 (или ленту) с шириной, .равной по размеру заготовке с припуском на обрезку кромок, шаговыми ножами 2 подают в рабочую зону
штампа до ножевого упора (не показан) , На первой по ходу технологического процесса позиции кромки полосы 1 обрезают шаговыми ножами 2 и фиксируют ее. Затем на следующей позиции пробивают отверстия 3 и вырезают на передней кромке пазы 4, далее отрезают от полосы 1 заготовку 5 и перемещают ее на следующую позиЦию передним торцом оставшейся йолосы 1. На ЭТОЙ позиции осуществляют гибку полок и получают деталь 6, При дальнейшем перемещении полосы 1 на шаг подачи полоса 1 передним торцом удаляет деталь б из рабочей зоны штампа. Затем цикл повто ряется. Формула изобретения Способ изготовления полых деталей из полосового и ленточного мате риала, при котором подаваемый материал обрезают шаговыми ножами по ши рине получаемой детали, перемещают материал на позицию отрезки, отреза заготовку требуемой длины от материала, перемещают заготовку на пози цию формообразования, формообразуют на этой позиции деталь из заготовки, удаляют полученную деталь с позиции формообразования, отличающийся тем, что, с целью повышения производительности процесса изготовления полой детали, перемещение отрезаемой от материала заготовки на позицию формообразования осуществляют материеипом, а удаление детали с позиции формообразования осуществляют заготовкой при ее перемещении материалом на позицию формообразования. Источники информации, принятые во внимание при экспертизе 1. Малов А.Н. Технология холодной штамповки, М., Машиностроение, 1969, с. 411-412, рис. 236.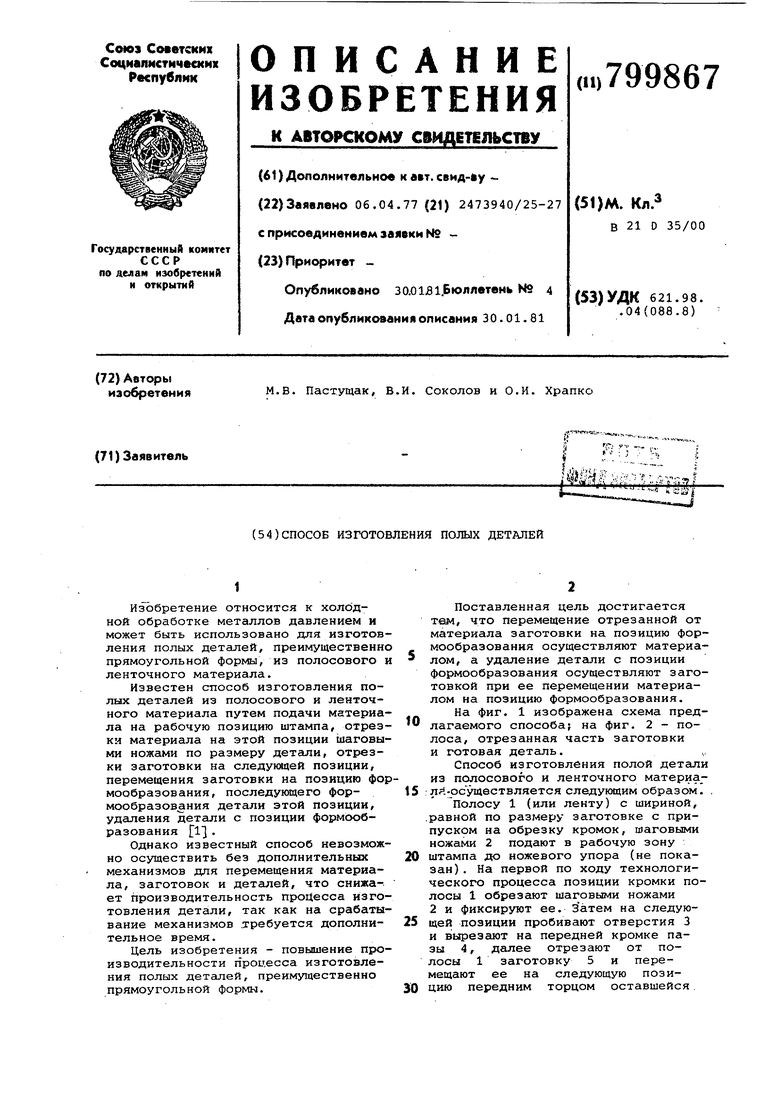
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 1993 |
|
RU2089315C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ П-ОБРАЗНЫХ ДЕТАЛЕЙ | 2013 |
|
RU2535823C2 |
| Штамп последовательного действия | 1983 |
|
SU1134263A1 |
| Многопозиционный штамп для обработки полосового материала | 1974 |
|
SU554046A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ДЕТАЛЕЙ СЛОЖНОГО ПРОФИЛЯ | 2013 |
|
RU2542052C1 |
| СПОСОБ МНОГОПЕРЕХОДНОЙ ПОСЛЕДОВАТЕЛЬНОЙ ШТАМПОВКИ В ЛЕНТОЧНО-ПОЛОСОВОЙ ЗАГОТОВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2591023C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ СЛОЖНОГО ПРОФИЛЯ С ОТОГНУТЫМИ ЭЛЕМЕНТАМИ | 2014 |
|
RU2557867C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Способ изготовления @ -образных деталей из ленты и полосового материала | 1989 |
|
SU1712032A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА СЕДЛОВИДНОЙ ШАЙБЫ И КОМБИНИРОВАННЫЙ ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2119400C1 |
/
Е±3
1
