Изобретение относится к обработке металлов давлением, в частности к последовательной по переходам подгибки деталей сложного профиля с отогнутыми элементами U-образной формы из полосового или ленточного материала, например удлиненных деталей, применяемых при изготовлении корпуса домашнего холодильника. Известен способ изготовления деталей сложного профиля с отогнутыми элементами из полосового или ленточного материала последовательной штамповкой (см. книгу В.Т. Мещерина, «Листовая штамповка». Атлас схем, изд. 3-е, Москва: «Машиностроение», 1975, стр.85, рис. 192), при котором на первом переходе производят предварительную гибку элемента - отбортовки типа «крючок», U-образной формы, а на втором переходе осуществляют окончательную гибку отбортовки. Недостатком известного способа является нежесткость отбортовки. Известен также способ изготовления деталей сложного профиля с отогнутыми элементами из полосового или ленточного материала (см. авторское свидетельство SU № 1076164, МПК B21D 5/06, 1984 г.) путем последовательной по переходам подгибки полки - отогнутого элемента и обеспечивается жесткость отогнутого элемента. Однако в этом способе невозможно выполнение отогнутого элемента U-образной формы, что необходимо при сборочных операциях корпуса холодильника.
Кроме этого известен способ изготовления деталей сложного профиля с отогнутыми элементами из полосового или ленточного материала (см. М.М. Дурандина и др. «Штампы для холодной штамповки мелких деталей». Альбом конструкций и схем, Москва: «Машиностроение», 1978 г., стр. 43-44, черт. 2.34, лист 1 и 2, «Штамп последовательного действия для многопереходной гибки детали сложного профиля»). При этом способе также обеспечивается жесткость отогнутого элемента, но также не обеспечивается выполнение отогнутого элемента U-образной формы, что сужает технологические возможности способа.
Наиболее близким к изобретению является способ изготовления деталей сложной формы с отогнутыми элементами относительно полотна заготовки из полосового или ленточного материала (см. авторское свидетельство SU № 1344466, МПК B21D 37/08, 1987 г.) - прототип, при котором материал подают на позицию предварительной гибки, отгибая конец заготовки но 90°, затем осуществляют выполнение отогнутого элемента U-образной формы, но элемент имеет внутреннее расположение относительно полотна заготовки.
Технический результат изобретения - расширение технологических возможностей способа.
Технический результат достигается тем, что в способе изготовления деталей сложного профиля с отогнутыми элементами путем последовательной по переходам подгибки полки из полосового или ленточного материала, при котором материал подают на позицию отрезки, отрезают заготовку требуемой длины, далее заготовку перемещают на позицию, где производят гибку продольного края полотна заготовки в одну сторону и затем гибку полки заготовки в обратную сторону относительно полотна заготовки с образованием технологической отбортовки, с формированием внутреннего U-образного отогнутого элемента, в отличие от прототипа внутренний U-образный отогнутый элемент преобразуют в наружный путем предварительной гибки под углом в противоположную к полотну заготовки сторону и выполняют окончательную подгибку с расположением U -образного отогнутого элемента параллельно и вплотную к полотну заготовки, при этом на сопрягаемых продольных краях полотна заготовки и U-образного отогнутого элемента, образующих двойную толщину, одновременно с окончательной подгибкой производят формирование отгибов.
Кроме того, противоположный продольный край полотна заготовки изгибают, например, в виде L-, Z- или П-образного профиля.
Признаки предлагаемого изобретения отвечают требованию п.10.7.4.3(8) Регламента:
- «внутренний U-образный отогнутый профиль преобразуют в наружный путем предварительной гибки под углом в противоположную к полотну сторону» - наличие действия или совокупности действий (преобразуют в наружный путем предварительной гибки);
- «выполняют окончательную подгибку с расположением U-образного отогнутого элемента параллельно и вплотную к полотну заготовки» - наличие действия или совокупности действий (выполняют окончательную подгибку);
- «на сопрягаемых продельных краях полотна заготовки и U-образного отогнутого элемента, образующих двойную толщину, одновременно с окончательной подгибкой производят формирование отгибов» - порядок выполнения действий во времени (одновременно) и наличие действия или совокупности действий (производят);
- «противоположный продольный край полотна заготовки изгибают, например, в виде L-, Z- или П-образного профиля» - наличие действия (изгибают).
В результате анализа уровня техники того же назначения, что и заявленный способ, технических решений, совпадающих с признаками формулы предложенного изобретения, в совокупности существенных признаков не выявлено (Статья 1350(2) Кодекса).
Совокупность отличительных признаков: «внутренний U-образный отогнутый элемент преобразуют в наружный путем предварительной гибки под углом в противоположную к полотну заготовки сторону и выполняют окончательную подгибку с расположением U-образного отогнутого элемента параллельно и вплотную к полотну заготовки, кроме этого на сопрягаемых продольных краях полотна заготовки и U-образного отогнутого элемента, образующих двойную толщину, одновременно с окончательной подгибкой производят формирование отгибов», позволяет достичь технического результата - расширение технологических возможностей способа, а проведение операции «противоположный продольный край полотна заготовки изгибают, например, в виде L-, Z- или П-образного профиля» позволяет расширить сортамент изготовления деталей сложных неравнополочных гнутых профилей.
Таким образом, признаки находятся в причинно-следственной связи с указанным результатом (п. 10.7.4.391.1) Регламента) и являются существенными, что позволяет сделать вывод о соответствии технического решения условию патентоспособности « новизна », так как из уровня техники не обнаружено средство (устройство, способ) того же назначения, что и предложенное изобретение, которому (техническому решению) присущи все приведенные в независимом пункте формулы изобретения существенные признаки (п. 24.5.2 Регламента).
Согласно п. 24.5.3 Регламента проведена проверка изобретательского уровня:
- определен наиболее близкий аналог - вышеуказанный прототип;
- выявлены признаки, которыми заявленное изобретение, охарактеризованное в независимом пункте формулы, отличается от прототипа;
- из уровня техники решений, имеющих признаки, совпадающие с отличительными признаками предложенного изобретения, не выявлено.
Следовательно, заявленное техническое решение соответствует условию патентоспособности « изобретательский уровень ».
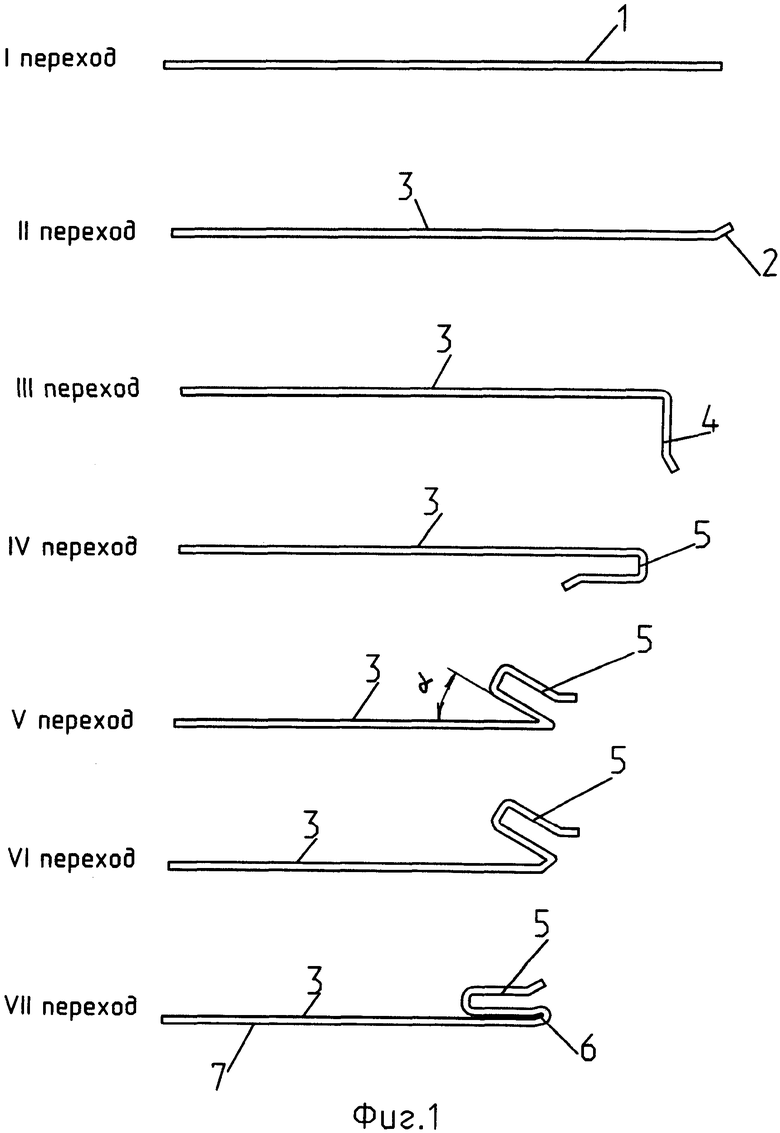
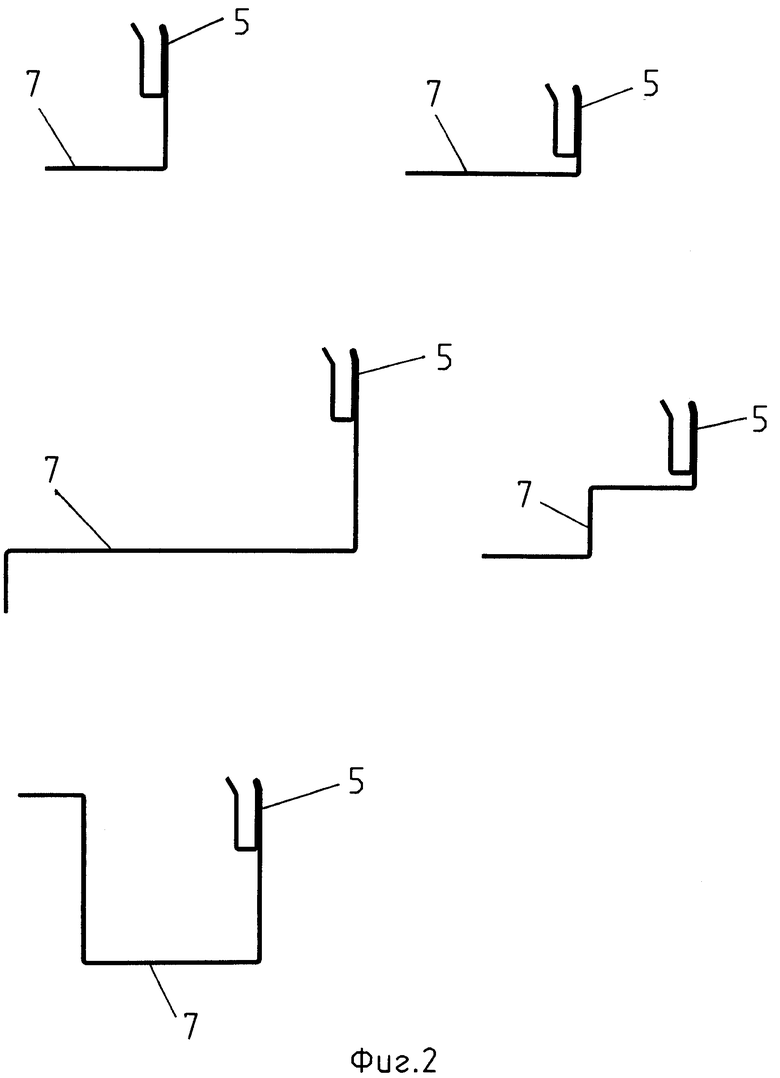
На фиг. 1 показана схема изготовления деталей сложного профиля с отогнутыми элементами; на фиг. 2 - конфигурация деталей сложного профиля с отогнутым элементом на противоположном продольном крае детали.
Способ осуществляется следующим образом.
Материал (полосу или ленту) подают на позицию отрезки, где отрезают заготовку 1. C I перехода заготовку 1 перемещают на позицию, где производят гибку продольного края 2 полотна 3 заготовки в одну сторону - переход II, и затем на переходе III осуществляют гибку полки 4 заготовки в обратную сторону относительно полотна 3 заготовки с образованием технологической отбортовки. На IV переходе формируют внутренний U -образный отогнутый элемент 5, а на V переходе внутренний U-образный элемент 5 преобразуют в наружный путем предварительной гибки под углом α в противоположную к полотну 3 заготовки сторону и на VI переходе выполняют окончательную подгибку с расположением U-образного отогнутого элемента 5 параллельно и вплотную к полотну 3 заготовки 1, при этом на сопрягаемых продольных краях 2 полотна 3 заготовки и U-образного отогнутого элемента 5, образующих двойную толщину, одновременно с окончательной подгибкой производят формирование отгибов 6.
Для расширения сортамента изготовления деталей сложных неравнополочных гнутых профилей противоположный продольный край 7 полотна 3 заготовки 1 изгибают, например, в виде L-, Z- или П-образного профиля.
Таким образом, предлагаемый способ по сравнению с известным позволил изготавливать детали сложного профиля с отогнутыми элементами с расширением технологических возможностей способа.
Подтверждением является факт разработки технологической и конструкторской документации, изготовления деталей сложного профиля с отогнутыми элементами на ОАО «Производственное объединение «Завод имени Серго».
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления гнутых тонкостенных профилей | 1990 |
|
SU1754266A1 |
| Способ изготовления гнутых @ -образных профилей | 1983 |
|
SU1148667A1 |
| ОБЛИЦОВКА ПОМЕЩЕНИЯ НАВЕСНЫМИ ПАНЕЛЯМИ С ПЛАВАЮЩИМ СТЫКОМ - "ПЛАСТ" И КОМПЛЕКТ СТРОИТЕЛЬНЫХ ЭЛЕМЕНТОВ ДЛЯ НЕЕ | 2005 |
|
RU2270303C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАМКНУТОГО МЕТАЛЛИЧЕСКОГО ПРОФИЛЯ И ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2581687C2 |
| Способ изготовления полузамкнутых профилей | 1990 |
|
SU1750777A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОТОЛОЧНОГО ПРОФИЛЯ Т-ОБРАЗНОГО СЕЧЕНИЯ | 2001 |
|
RU2218226C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕСИММЕТРИЧНОГО ГНУТОГО ПРОФИЛЯ КОРЫТНОГО ТИПА | 1992 |
|
RU2040998C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ДЕТАЛЕЙ СЛОЖНОГО ПРОФИЛЯ | 2013 |
|
RU2542052C1 |
| ГНУТЫЙ СПЕЦПРОФИЛЬ ШВЕЛЛЕРНОГО ТИПА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2124408C1 |
| Способ изготовления гнутых профилей | 1985 |
|
SU1299645A1 |
Изобретение относится к обработке металлов давлением, в частности к последовательной по переходам подгибки деталей сложного профиля с отогнутыми элементами U-образной формы. Полосовой или ленточный материал подают на позицию отрезки, где отрезают заготовку, которую перемещают на позицию гибки продольного края полотна заготовки в одну сторону. Далее осуществляют гибку полки заготовки в обратную сторону и формируют U-образный отогнутый элемент. Затем осуществляют предварительную гибку U-образного отогнутого элемента под углом в противоположную к полотну заготовки сторону и окончательную подгибку с расположением U-образного отогнутого элемента параллельно и вплотную к полотну заготовки. При этом на сопрягаемых продольных краях полотна заготовки и U-образного отогнутого элемента, образующих двойную толщину, одновременно с окончательной подгибкой формируют отгиб. Расширяются технологические возможности. 1 з.п. ф-лы, 2 ил.
1. Способ изготовления деталей сложного профиля с отогнутыми элементами путем последовательной по переходам подгибки полки из полосового или ленточного материала, включающий подачу материала на позицию отрезки, отрезку заготовки требуемой длины, перемещение заготовки на позицию, на которой производят гибку продольного края полотна заготовки в одну сторону и затем гибку полки заготовки в обратную сторону относительно полотна заготовки с образованием технологической отбортовки, с формированием внутреннего U-образного отогнутого элемента, отличающийся тем, что внутренний U-образный элемент преобразуют в наружный путем предварительной гибки под углом в противоположную к полотну сторону и выполняют окончательную подгибку с расположением U-образного отогнутого элемента параллельно и вплотную к полотну заготовки, при этом на сопрягаемых продольных краях полотна заготовки и U-образного отогнутого элемента, образующих двойную толщину, одновременно с окончательной подгибкой производят формирование отгибов.
2. Способ по п. 1, отличающийся тем, что противоположный продольный край полотна заготовки изгибают, например, в виде L-, Z- или П-образного профиля.
| Последовательный штамп для изготовления деталей с отогнутыми элементами | 1986 |
|
SU1344466A1 |
| Способ изготовления гнутых @ -образных профилей | 1983 |
|
SU1148667A1 |
| Штамп для изготовления изогнутых деталей | 1988 |
|
SU1639835A1 |
| УСТРОЙСТВО ДЛЯ ОТБОРА ПРОБ ИЗ ЗАКРЫТЫХ РЕЗЕВУАРОВ | 1932 |
|
SU33338A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУЗАМКНУТЫХ ГНУТЫХ ПРОФИЛЕЙ | 1992 |
|
RU2025163C1 |
| US 5092151 A, 03.03.1992. | |||

