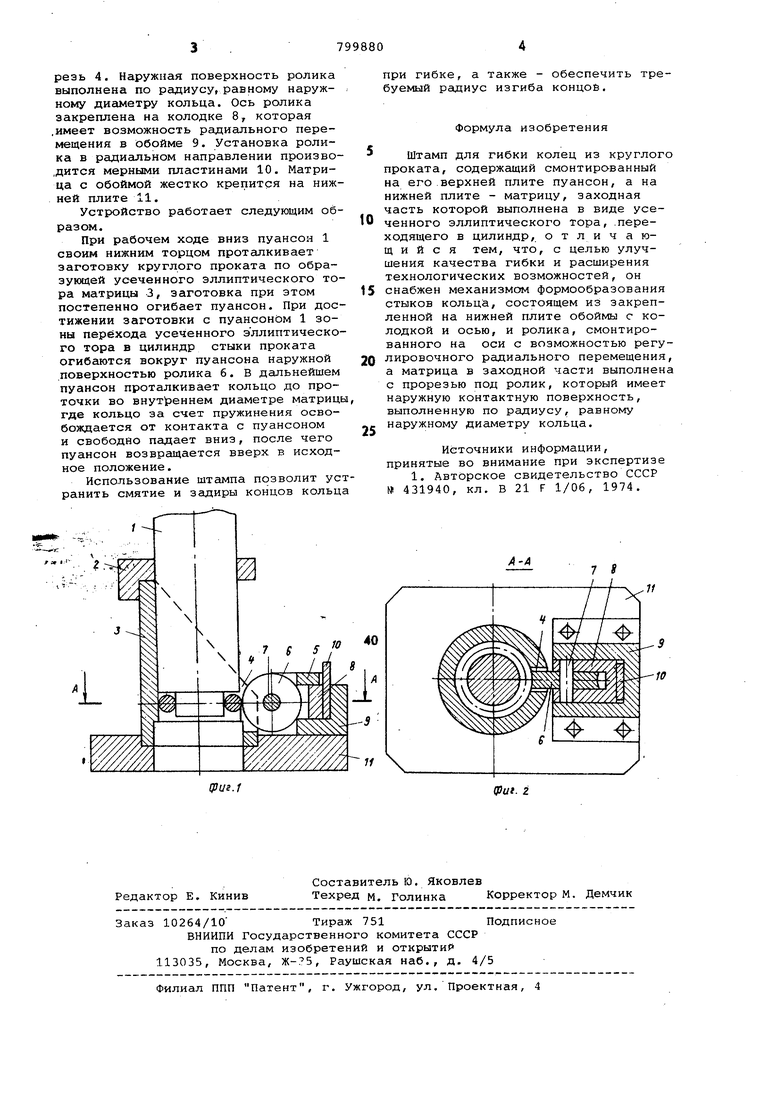
реэь 4. Наружная поверхность ролика выполнена по радиусу, равному наружному диаметру кольца. Ось ролика закреплена на колодке 8, которая .имеет возможность радиального перемещения в обойме 9. Установка ролика в радиальном направлении производится мерными пластинами 10. Матрица с обоймой жестко крепится на нижней плите 11.
Устройство работает следующим образом.
При рабочем ходе вниз пуансон 1 своим нижним торцом проталкивает заготовку круглого проката по образующей усеченного зллиптического тора матрицы 3, заготовка при этом постепенно огибает пуансон. При достижении заготовки с пуансоном 1 зоны перехода усеченного эллиптического тора в цилиндр стыки проката огибаются вокруг пуансона наружной поверхностью ролика б. В дальнейшем пуансон проталкивает кольцо до проточки во внут зеннем диаметре матрицы где кольцо за счет пружинения освобождается от контакта с пуансоном и свободно падает вниз, после чего пуансон возвращается вверх в исходное положение.
Использование штампа позволит усранить смятие и задиры концов кольц
при гибке, а также - обеспечить требуемый радиус изгиба КОНЦОЁ,
Формула изобретения
Штамп для гибки колец из круглог проката, содержащий смонтированный на его верхней плите пуансон, а на нижней плите - матрицу, заходная часть которой выполнена в виде усеченного эллиптического тора, .переходящего в цилиндр, отличающийся тем, что, с целью улучшения качества гибки и расширения технологических возможностей, он снабжен механизмом формообразования стыков кольца, состоящем из закрепленной на нижней плите обоймы с колодкой и осью, и ролика, смонтированного на оси с возможностью регулировочного радиального перемещения а матрица в заходной части выполнен с прорезью под ролик, который имеет наружную контактную поверхность, выполненную по радиусу, равному наружному диаметру кольца.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 431940, кл. В 21 F 1/06, 1974.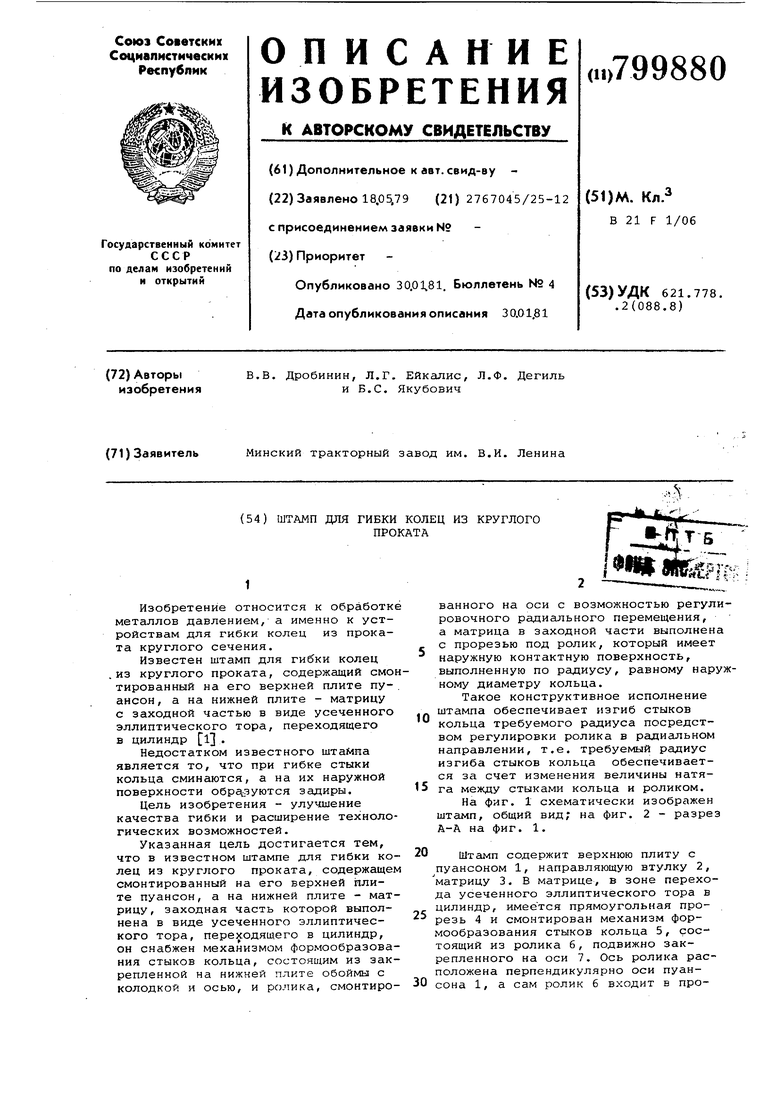
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для гибки колец из круглого проката | 1989 |
|
SU1639848A1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| Штамп для вытяжки листового материала | 1982 |
|
SU1082521A1 |
| УСТРОЙСТВО ДЛЯ КОНТУРНОГО ПРЕССОВАНИЯ ДЕТАЛЕЙ ИЗ ДРЕВЕСИНЫ | 1995 |
|
RU2054992C1 |
| ШТАМП-АВТОМАТ | 2003 |
|
RU2261153C2 |
| Штамп для гибки петлеобразных изделий из круглого поката | 1988 |
|
SU1553233A1 |
| Штамп для изготовления деталей типа фланцев | 1972 |
|
SU445504A1 |
| УСТРОЙСТВО ДЛЯ КОНТУРНОГО ПРЕССОВАНИЯ ДЕТАЛЕЙ ИЗ ДРЕВЕСИНЫ | 1998 |
|
RU2143971C1 |
| Устройство для осадки полой конической заготовки в плоское кольцо | 1983 |
|
SU1107929A1 |
| Способ изготовления полых изделий | 1983 |
|
SU1148672A1 |
