Изобретение относится к обработке металлов давлением, а именно к устройствам для гибки колец из проката круглого сечения.
Цель изобретения - повышения качест- ва за счет снижения погрешностей отклонения формы кольца путем исключения наплывов на наружной поверхности кольца и уменьшения пружинения кольца в месте стыка.
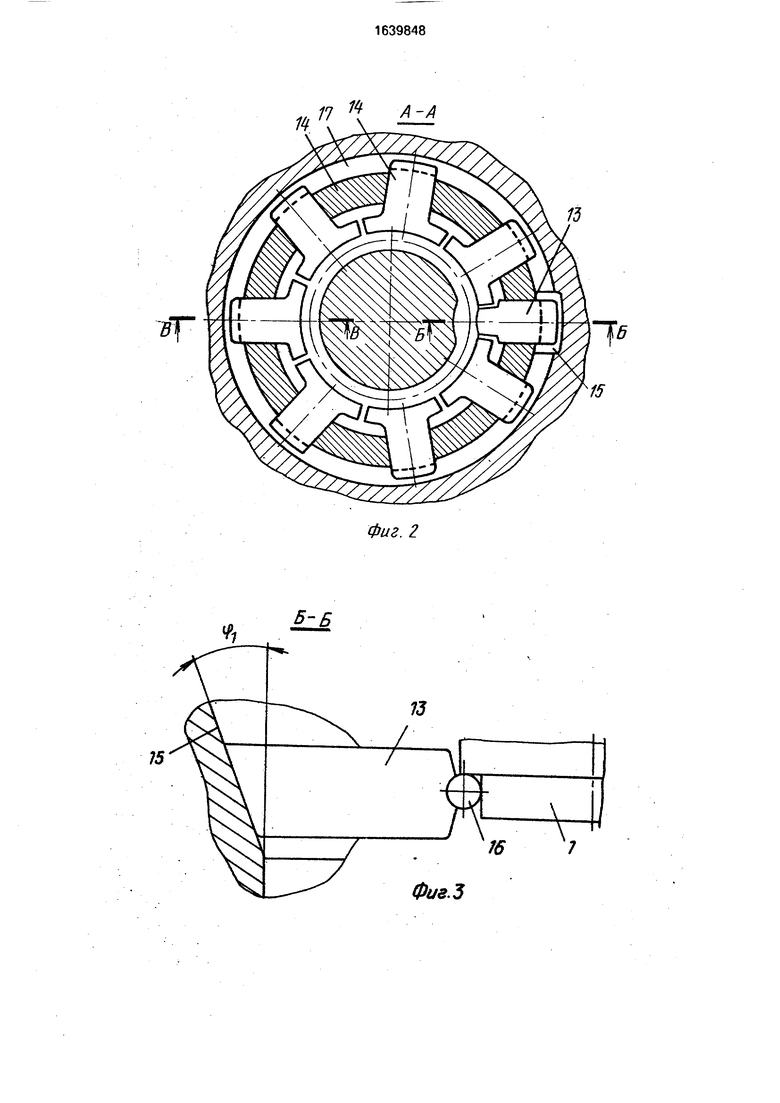
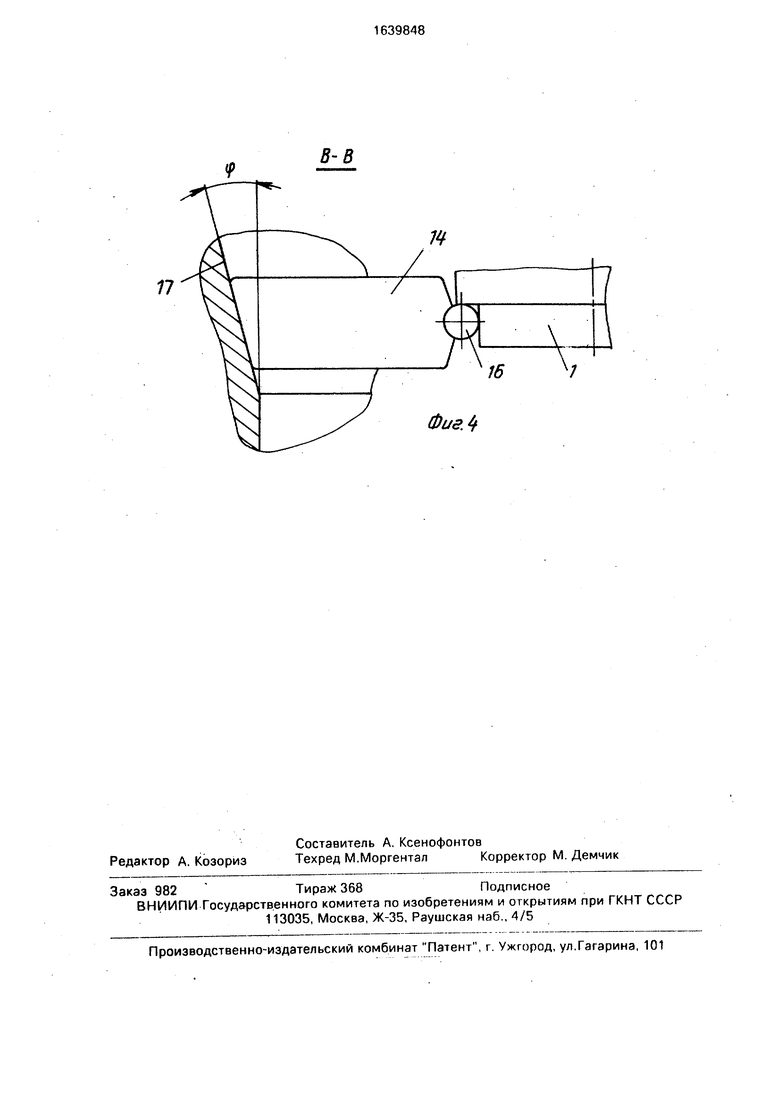
На фиг.1 изображен штамп для гибки колец; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.1; на фиг.4 - разрез В-В на фиг.2.
Штамп содержит верхнюю плиту с пуан- соном 1, направляющую втулку 2, матрицу 3. Матрица 3 выполнена составной и содержит геликоидную рабочую поверхность 4, переходный участок 5 и сужающуюся дополнительную полость 6. Втулка, в которой вы- полнена дополнительная полость 6, неподвижно закреплена на нижней плите 7. С плитой 7 посредством пружин 8 связана обойма 9, установленная с возможностью взаимодействия с упорами 10. С обоймой 9 связаны стойка 11 и втулка 12, в которой установлены подпружиненные радиальные пуансоны 13 и 14, контактирующие с дополнительной полостью 6, содержащей участок
15,взаимодействующий с пуансоном 13 для деформирования стыка кольца заготовки
16.Угол наклона р участка 15 больше углов наклона tpz остальных участков 17, контактирующих с пуансонами 14. Во втулке 12 установлены подпружиненные плунжеры 18 для съема готового кольца.
Штамп работает следующим образом.
1}ри рабочем ходе вниз пуансон 1 своим нижним торцом проталкивает заготовку 16 круглого проката по образующей геликоид- ной рабочей поверхности 4, заготовка 16 при этом постепенно огибает пуансон 1. При достижении заготовки 16с пуансоном 1 переходного участка 5 с последующим переходом заготовки во внутреннюю поверх- ность втулки 12 стыки проката полностью огибаются вокруг пуансона 1. Дальнейший ход пуансона 1 вниз обеспечивает контакт заготовки 16с радиусной поверхностью радиальных пуансонов 13 и 14. При достиже- ним отмеченного контакта бурт на пуансоне 1 взаимодействуете направляющей втулкой 2, которая через стойку 11 и верхний торец геликоидной рабочей поверхности 4 сообщает перемещение вниз обойме 9 и втулке 12, при котором осуществляется сжатие пружин 8. Вследствие неподвижности втулки 12 с сужающейся дополнительной полостью 6 при ходе вниз втулки 12 осуществляется выдвижение к оси штампа радиальных пуансонов 13 и 14, которые осуществляют калибрование заготовки 16. Так как угол наклона р участка 15 дополнительной полости 6 больше угла наклона pi остальных участков 17, то при общем ходе вниз пуансон 13 выдвигается к оси штампа на большую величину, чем пуансоны 14. Этим обеспечивается большее перемещение пуансона 13 в месте стыка кольца.
После окончания калибрования кольца 16 пуансон 1 совершает холостой ход вверх. При этом пружинами 8 обойма 9 с втулкой 12 отжимается вверх до контакта с упорами 10, а пуансоны 13 и 14 под действием пружин отводятся от наружной поверхности кольца 16. После остановки обоймы 9 при дальнейшем ходе пуансона 1 вверх кольцо 16 плунжерами 18 освобождается от контакта с пуансоном 1 и свободно падает вниз.
Использование штампа позволяет снизить погрешности отклонения формы кольца за счет исключения наплывов на наружной поверхности кольца при калибровке и уменьшения пружинения кольца в месте стыка
Формула изобретения
Штамп для гибки колец из круглого проката, содержащий смонтированный на его верхней плите пуансон, а на нижней плите - матрицу, состоящую из геликоидной рабочей поверхности, переходного участка и расположенной за ним сужающейся дополнительной полости, отличающийся тем, что, с целью повышения качества за счет снижения погрешностей отклонения формы кольца путем исключения наплывов на наружной поверхности кольца и уменьшения пружинения кольца в месте стыка, штамп снабжен смонтированными на нижней плите упорами, установленной с возможностью вертикального перемещения и взаимодействия с пуансоном подпружиненной обоймой, в которой установлены с возможностью контактирования с дополнительной полостью введенные в штамп радиальные пуансоны, причем пуансоны установлены с возможностью радиального перемещения, а обойма - с возможностью контактирования с упорами, при этом участок дополнительной полости, предназначенный для взаимодействия с пуансоном при деформировании стыка кольца, выполнен с углом наклона большим угла наклона остальных участков дополнительной полости.
„г, SLA
15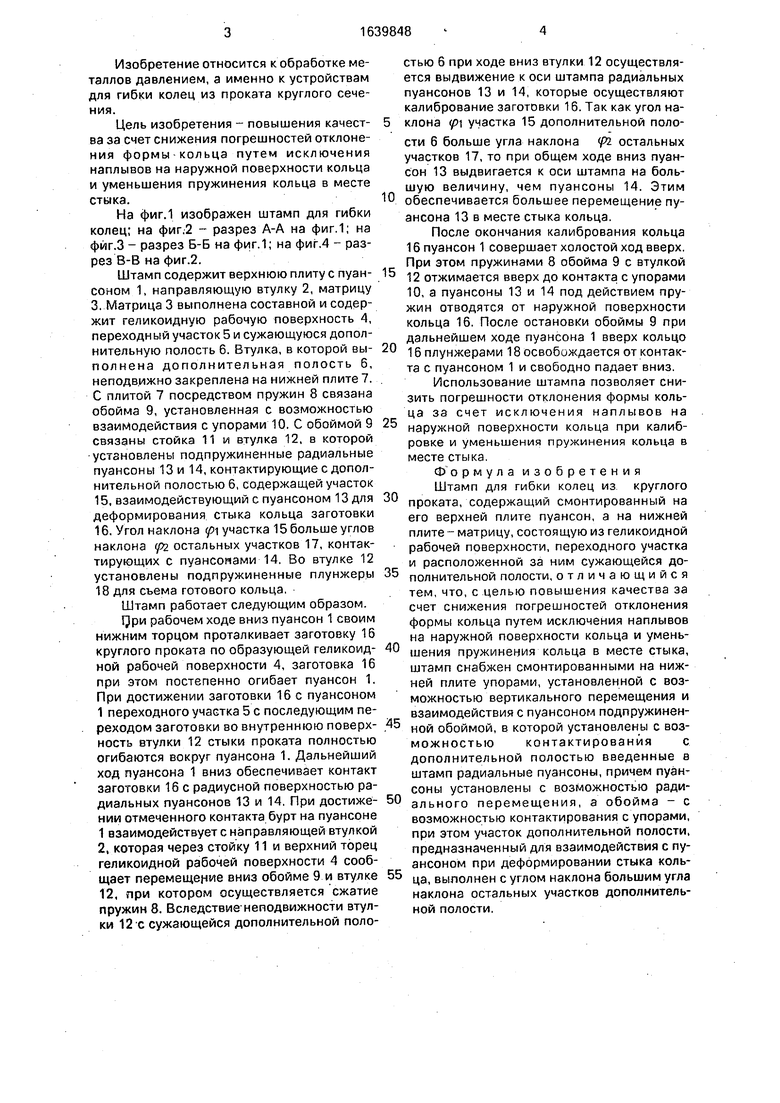
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для гибки колец из круглогопРОКАТА | 1979 |
|
SU799880A1 |
| Устройство для осадки полой конической заготовки в плоское кольцо | 1983 |
|
SU1107929A1 |
| УСТРОЙСТВО ДЛЯ БЕЗОТХОДНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ ОСЕСИММЕТРИЧНЫХ ЗАГОТОВОК | 1997 |
|
RU2111824C1 |
| Инструмент для изготовления полых изделий | 1982 |
|
SU1134271A1 |
| Штамп для вытяжки полых деталей | 1982 |
|
SU1049140A1 |
| Устройство для получения полых изделий с внутренним фланцем из трубчатых заготовок | 1990 |
|
SU1731400A1 |
| Штамп для радиальной калибровки изделий | 1989 |
|
SU1706777A2 |
| Штамп для объемной штамповки изделий с чередующимися боковыми выступами и впадинами | 1989 |
|
SU1655648A1 |
| Способ изготовления втулок | 1975 |
|
SU602275A1 |
| Штамп для закрытой осадки заготовок | 1976 |
|
SU650706A1 |
Изобретение относится к устройствам для гибки колец из проката круглого сечения и позволяет повысить качество за счет снижения погрешностей отклонения формы кольца за счет исключения наплывов на наружной поверхности кольца и уменьшения пружинения кольца в месте стыка. При рабочем ходе вниз пуансон 1 своим нижним торцом проталкивает заготовку 16 круглого проката по образующей геликоидной рабочей поверхности 4, заготовка 16 при этом постепенно огибает пуансон 1. При достижении заготовки 16 с пуансоном 1 переходного участка 5 с последующим переходом заготовки во внутреннюю поверхность втулки 12 стыки проката полностью огибаются вокруг пуансона 1 Дальнейший ход пуансона 1 вниз обеспечивает контакт заготовки 16 с радиусной поверхностью радиальных пуансонов 13 и 14. При достижении отмеченного контакта бурт на пуансоне 1 взаимодействует с направляющей втулкой 2, которая через стойку 11 и верхний торец геликоидной рабочей поверхности 4 сообщает перемещение вниз обойме 9 и втулке 12, при котором осуществляется сжатие пружин 8. Вследствие неподвижности втулки 12 с сужающейся дополнительной полостью 6 при ходе вниз втулки 12 осуществляется выдвижение к оси штампа радиальных пуансонов 13 и 14, которые калибруют заготовки 16. Так как угол наклона f) участка 15 дополнительной полости 6 больше угла наклона остальных участков, то при общем ходе вниз пуансон 13 выдвигается к оси штампа на большую величину, чем пуансоны 14. После окончания калибрования кольца 16 пуансон 1 совершает холостой ход вверх 4 ил. сл С со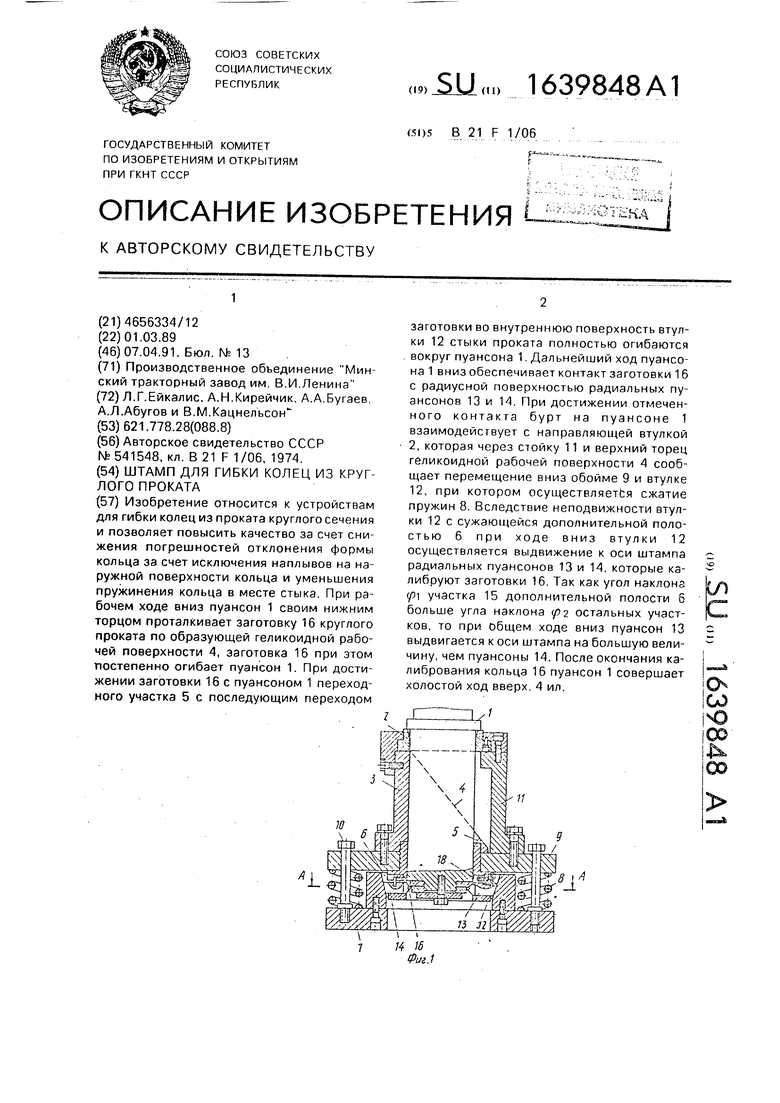
Фиг. 2
В-В
Фиг.
| Геликоидная матрица | 1974 |
|
SU541548A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
