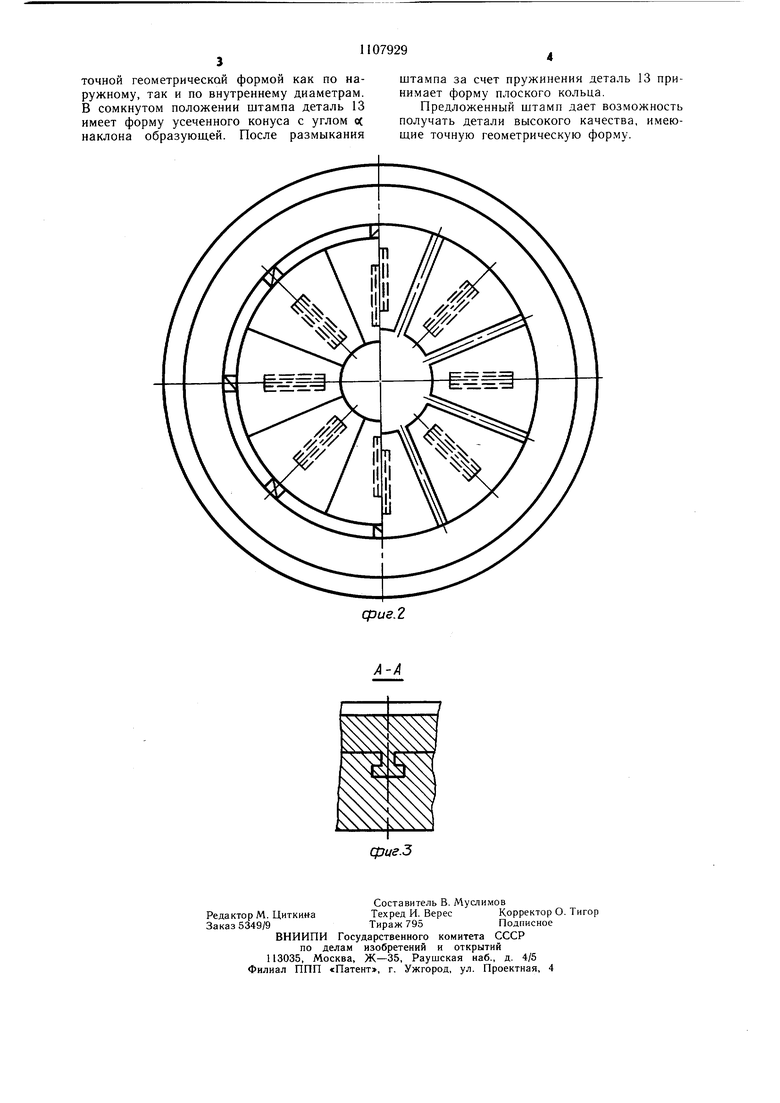
Изобретение относится к обработке металлов давлением и к штамповой оснастке оснастке. Известно устройство для изготовления плоских кольцевых деталей, содержаш.ее матрицу, а также пробивной, отбортовочный, вырубной и формующий пуансоны 1. Недостатком этого устройства является низкое качество деталей, обусловленное тем, что формовка происходит в свободном состоянии, вследствие чего при снятии нагрузки при пружинении детали ее форма искажается. Наиболее близким по технической сущности и достигаемому результату к изобретению является устройство для осадки конических заготовок в плоское кольцо, содержащее подвижную плиту и неподвижную плиту, несущую средство торцового подпора заготовки 2. Недостаток этого щтампа - низкое качество штампуемых деталей, обусловленное тем, что устройство не позволяет осуществлять подпор штампуемой заготовки по внутреннему диаметру, в результате внутренняя поверхность готовой детали имеет отклонения от геометрической формы. Кроме того, качество деталей снижается ввиду их неплоскостности из-за пружинения после снятия нагрузки. Целью изобретения является повышение качества штампуемых деталей путем повышения точности геометрической формы готового изделия. Указанная цель достигается тем, что в устройстве для осадки полой конической заготовки в плоское кольцо, содержащем подвижную плиту и неподвижную плиту, несущую средство торцового подпора заготовки, последнее выполнено в виде обоймы, внутри которой помещены радиально подпружиненные к ней секторы, имеющие со стороны, обращенной к подвижной плите, коническую поверхность, подвижная плита выполнена с рабочей поверхностью, эквидистантной конической поверхности секторов, а устройство снабжено жестко закрепленным на подвижной плите ступенчатым пуансоном, большая ступень которого, прилегающая к подвижной плите, выполнена цилиндрической с диаметром, соответствующим внутреннему диаметру готового изделия, меньшая ступень имеет высоту, равную высоте конической заготовки, и криволинейную боковую поверхность, радиус кривизны которой равен щирине готового кольца. Угол наклона образующих конических поверхностей секторов и подвижной плиты равен углу пружинения детали. На фиг. 1 изображен щтамп, продольный разрез, причем слева от оси симметрии штамп показан в исходном положении, справа - в конечный момент штамповки; на фиг. 2 - то же, вид в плане; на фиг. 3 - разрез А-А на фиг. 1. Штамп содержит неподвижную плиту 1, несущую средство торцового подбора заготовки, выполненное в виде обоймы 2, внутри которой помещены радиально подпружиненные к ней пружинами 3 секторы 4 с конической поверхностью 5, длина 1 образующей которой равна ширине готового кольца, и цилиндрической поверхностью б, диаметр которой в разомкнутом состоянии секторов 4 соответствует наружному диаметру готовой детали; подвижную плиту 7 с рабочей поверхностью 8, эквидистантной конической поверхности 5 секторов 4; жестко закрепленный на плите 7 ступенчатый пуансон, большая ступень 9 которого, прилегающая к плите 7, выполнена цилиндрической с диаметром, соответствующим внутреннему диаметру готовой детали; меньшая ступень 10 пуансона имеет высоту, равную высоте конической заготовки, криволинейную боковую поверхность 11, радиус кривизны которой равен ширине готового кольца, и диаметры концевой части и прилегающей к большей ступени 9 части, равные внутренним диаметрам секторов- 4 в сомкнутом и разомкнутом состоянии соответственно. Угол о. наклона образующих конической поверхности 5 секторов 4 и подвижной плиты 7 равен углу пружинения детали. Кроме того, показаны заготовка 12 и готовая деталь (кольцо) 13. Штамп работает следующим образом. Предварительно изготовленную коническую заготовку 12 устанавливают на коническую поверхность 5 секторов 4 с фиксацией по поверхности 6. В этот момент секторы 4 сжаты пружинами 3. При перемещении подвижной плиты 7 вниз верхний торец заготовки 12 касается стыка плиты 7 и ступени 9 пуансона, при этом цилиндрическая поверхность ступени 9 предварительно центрирует заготовку 12 по ее внутреннему диаметру. Этот момент соответствует контакту секторов 4 со ступенью 10 пуансона. При дальнейщем ходе плиты 7 происходит осадка заготовки 12. В процессе осадки образующая заготовки 12 поворачивается относительно стыка плиты 7 ступени 9 пуансона, являясь радиусом поворота точек основания заготовки 12, при этом диаметр основания заготовки 12 увеличивается. Секторы 4 перемещаются в радиальном направлении от центра (раздвигаются), преодолевая сопротивление пружин 3, осуществляя при этом торцовый подпор заготовки 12. Перемещение секторов 4 происходит за счет их взаимодействия со сферической криволинейной боковой поверхностью 11 ступени 10 пуансона. Криволинейная боковая поверхность 11 ступени 10 с радиусом, равным щирине готовой детали (кольцу) 13, обеспечивает концентричность расположения стыка поверхностей 5 и 6 секторов 4 относительно стыка плиты 7 и ступени 9 пуансона, т.е. позволяет получать деталь 13 с
точной геометрической формой как по наружному, так и по внутреннему диаметрам. В сомкнутом положении штампа деталь 13 имеет форму усеченного конуса с углом о( наклона образующей. После размыкания
штампа за счет пружинения деталь 13 принимает форму плоского кольца.
Предложенный штамп дает возможность получать детали высокого качества, имеюшие точную геометрическую форму.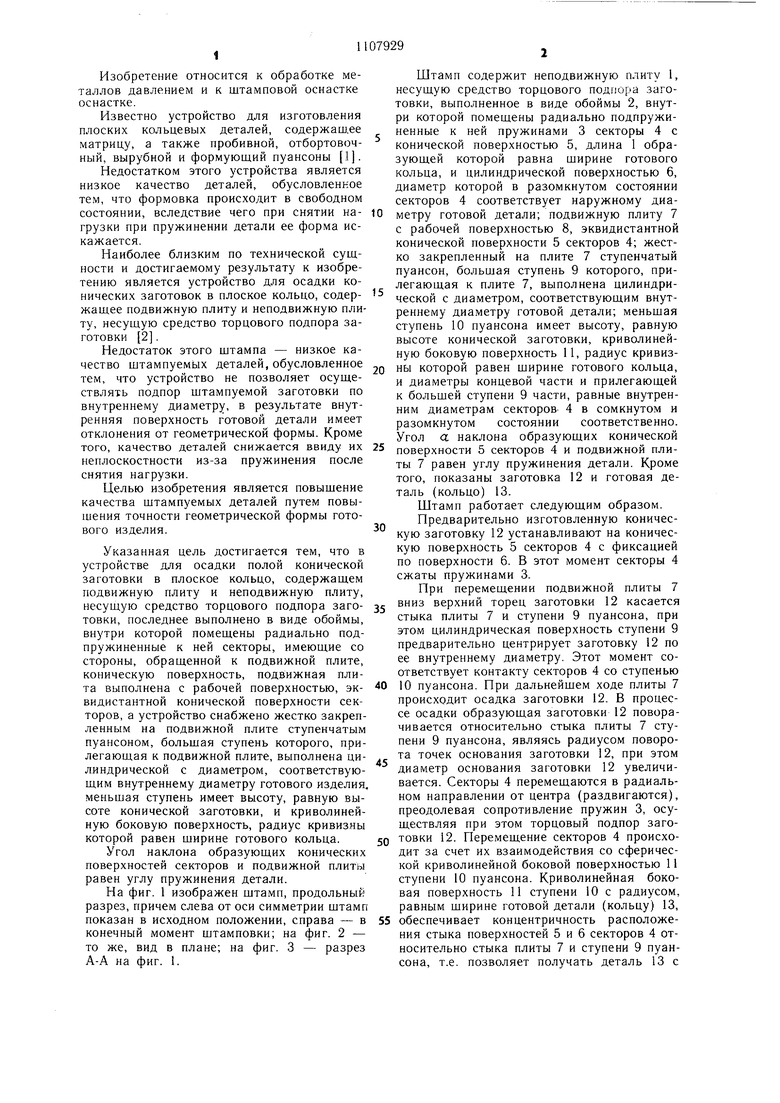
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления кольца | 2015 |
|
RU2624882C2 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ВЫПУКЛЫХ ДЕТАЛЕЙ ДВОЙНОЙ КРИВИЗНЫ ИЗ ОВАЛЬНЫХ ЛИСТОВЫХ ЗАГОТОВОК | 1992 |
|
RU2053035C1 |
| Штамп для изготовления цилиндрических полых деталей | 1984 |
|
SU1192891A1 |
| Штамп для раздачи полых заготовок | 1980 |
|
SU927382A1 |
| Штамп для изготовления раздачей сосудов | 1982 |
|
SU1053928A2 |
| Штамп для глубокой вытяжки | 1977 |
|
SU737066A2 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| Способ формообразования листовых профилей и устройство для его осуществления | 1982 |
|
SU1049138A1 |
| Способ изготовления полых деталей из трубчатой заготовки и устройство для его осуществления | 1989 |
|
SU1741949A1 |
| Штамп для формовки внутренних выступов в трубчатой детали | 1982 |
|
SU1117102A1 |
1. УСТРОЙСТВО ДЛЯ ОСАДКИ ПОЛОЙ КОНИЧЕСКОЙ ЗАГОТОВКИ В ПЛОСКОЕ КОЛЬЦО, содержащее подвижную плиту и неподвижную плиту, несущую средство торцового подпора заготовки, отличающееся тем, что, с целью повышения качества путем повыщения точности геометрической формы готового изделия, средство торцового подпора заготовки выполнено в виде обоймы, внутри которой помещены радиально подпружиненные к ней секторы, имеющие со стороны, обращенной к подвижной плите, коническую повер.хность, подвижная плита выполнена с рабочей поверхностью, эквидистантной конической поверхности секторов, а устройство снабжено жестко закрепленным на подвижной плите ступенчатым пуансоном, больщая ступень которого, прилегающая к подвижной плите, выполнена цилиндрической с диаметром, соответствующим внутреннему диаметру готового изделия, меньщая ступень имеет высоту, равную высоте конической заготовки, и криволинейную боковую поверхность, радиус кривизны которой равен щирине готового кольца. 2. Устройство по п. 1, отличающееся тем, что угол наклона образующих конических по- S верхностеи спкторов и подвижной плиты ра(Л вен углу пружинения детали. -vl со ю 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ получения кольцевых деталей | 1976 |
|
SU590053A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ КОЛЬЦЕВЫХ ДИСКОВ | 0 |
|
SU383501A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
