7
(Л
4;
со
00
Изобретение относится к литейному про- 1рзводству и может быть использовано в мас- фовом и серийном производстве отливок из различных металлов и сплавов в станкостроении и других отраслях промышлен- ностн.
Целью изобретения является повышение производительности, упрощение конструкции, уменьшение расхода смеси и улучшение условий труда.
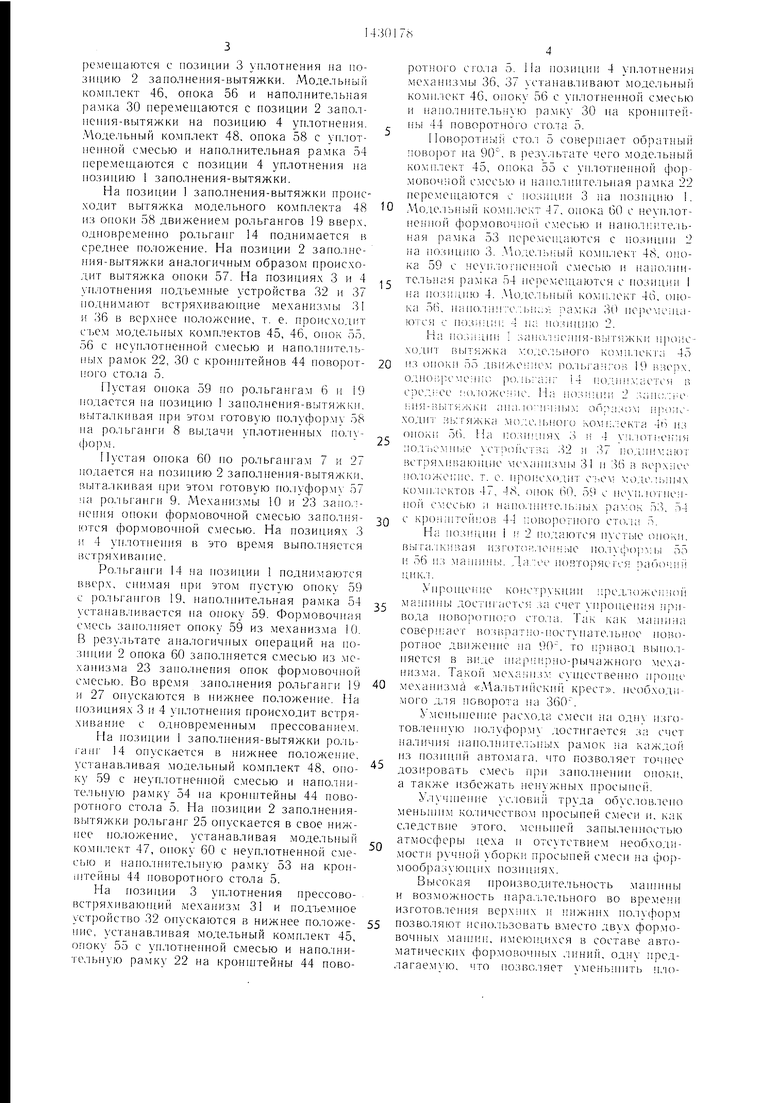
На фиг. 1 представлена предлагаемая маи1ина, план; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Предлагаемая карусельная машина включает две позипии 1 и 2 заполнения-вытяжки, две позиции 3 и 4 уплотнения, поворотный стол 5, рольганги 6 и 7 подачи пустых опок и ро,льганги 8 и 9 выдачи уплотненных полуформ.
На позиции 1 заполнения - вытяжки (фиг. 2) расположен механизм 10 занолне- ния опоки фор.мовочной с.месью, укреплен- ный в верхней части обшей рамы 11, и механизм вь тяжки с телескопическим поршневым Г1 1И1зодом 12, на внутренне.м штоке 13 которого закреплен рольганг 14 смены модельных комплектов, а на наружной 15 расположена плита 16, к нижней плоскости которой прикреплены цилиндры 17 механизма 12 вытяжки. На их HJTOKax 18 закреплены рольганг 19 и упоры 20, предназначенные для взаимодействия со штыря.ми 21 наполнительной рамки 22.
На аналогичной диаметрально противоположной позиции 2 заполнения-вытяжки 2 имеется механизм 23 заполнения опоки формовочной смесью и механиз.м 24 вытяжки с ролы ангами 25 смены модельных комплектов. На нтоках 26 механизма 24 вытяжки закреплены рольган1 и 27 смены опок и упоры 28, взаимодействующие со (нтырями 29 наполнительной рамки 30.
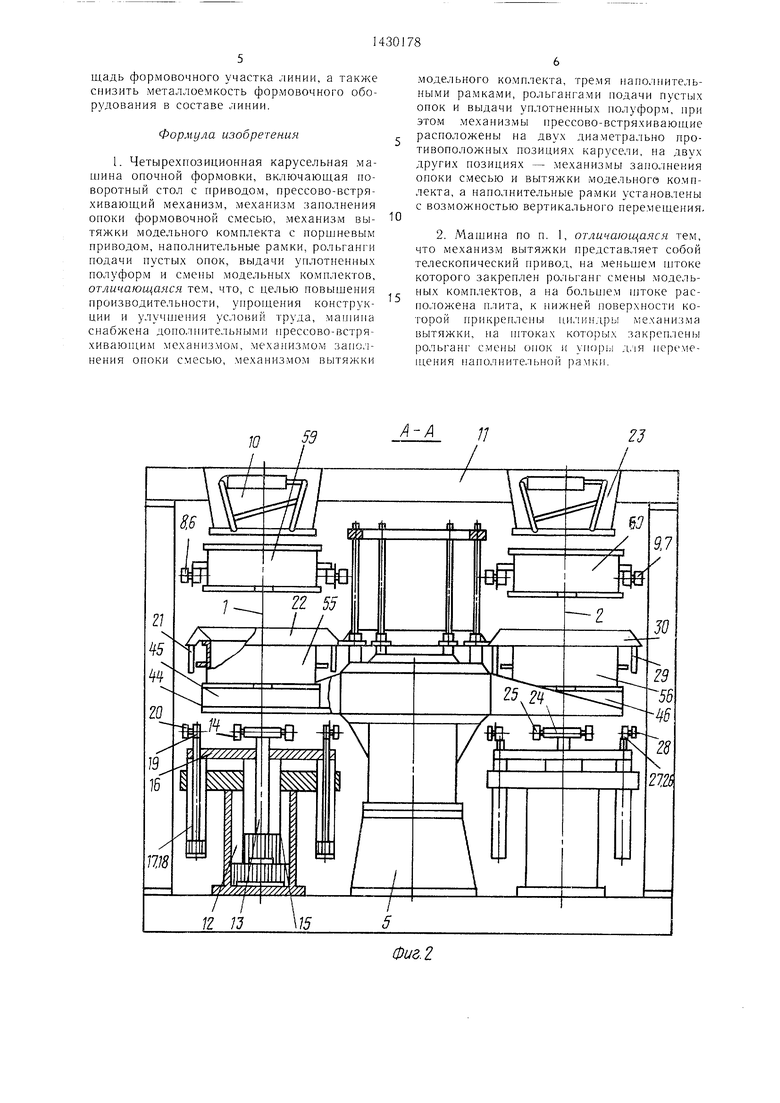
На позиции уплотнения 3 (фиг. 3) расположены прессово-встряхиваюший механизм 31, подъемное устройство 32 и прессо- вая колодка 33 с литниковой чашей 34, которые смонтированы на станине 35.
На позиции 4 уплотнения (фиг. 3), диаметрально противоположной позиции 3, расположены прессово-встряхиваюп 1ий меха- 1ШЗМ 36, 110Д15емное устройство 37 и прессовая колодка 38 с литниковой чашей 39, которые смонтированы на станине 40.
Поворотный стол 5 (фиг. 3) состоит из тумбы 41, внутри которой крепится колонна 42. Вокруг колонны 42 вращается корпус 43 с кронштейном 44 для установки четырех модельных комплектов 45-48. Внутри корпуса 43 установлен привод 49 поворотного стола 5, выполненный в виде поршпе- вого привода, шарнирно связанного штоком 50 с поворотным столом 5, причем пово- ротный стол 5 устанавливается с возможностью поворота па угол 90° и возврата в исходное положение.
5
5
с
О
0
0
5
0
5
5
0
На корпусе 43 закреплен жакет 51 с на- правляюшими 52, несущий четыре наполнительные рамки 22, 30, 53 и 54, подвижные относительно направляющих 52. На модельные комплекты 45-48 установлены опоки 55-58, а па рольгангах 6 и 7 находятся опоки 59 и 60.
Машина работает следующим образом.
Пустая опока 55 по рольгангам 6 подачи пустых опок подается на рольганги 19 позиции 1. Одновременно на позицию 2 по рольгангам 7 и 27 подается пустая опока 56. Наполнительные рамки 22 и 30 подняты в это вре.мя упорами 20 и 28 над опоками 55 и 56, а модельные комплекты 45 и 46 подняты рольгангами 14 и 25 над кронштейнами 44. Это позволяет производить смену .модельной оснастки в цикле работы мапгины.
На позициях 3 и 4 уплотнения в это время аыплняется предварительное встряхивание в опоках 57 и 58, установленных на .модельные комплекты 47 и 48 с наполнительными рамками 53 и 54.
Рольганг 14 на позиции 1 поднимается вверх, снимая при этом пустую опоку 55 с рольгангов 19. Опока 55 устанавливается при этом на модельный комплект 45, а наполнительная рамка 22 устанавливается на опоку 55. Фор.мовочная смесь механизмом 10 заполнения опоки формовочной смесью подастся в опоку 55. В результате аналогичных операций на позиции 2 .механизм 23 заполнения опоки формовочной смесью заполняет опоку 56. Во время заполнения рольганги 19 и 21 опускаются в нижнее положение. На позициях 3 и 4 уплотнения происходит встряхивание с одновременным прессованием.
После заполнения опоки 55 (позиция 1) смесью рольганг 14 онускается в нижнее положение, устанавливая модельный комплект 45, опоку 55 с неуплотненной смесью и наполнительную рамку 22 на кронштейны 44 поворотного стола 5. Одновременно (на позиции 2) на кронштейны 44 устанавливаются модельный комплект 46, опока 56 с неуплотненной смесью и наполнительная рамка 30. На позиции 3 уплотнения прессово- встряхиваюпл.ий механизм 31 опускается нодъемным устройством 32 в нижнее положение, устанавливая модельный комплект 47, опоку 57 с уплотненной смесью и наполнительную рамку 53 на кронштейны 44 поворотного стола 5. На позиции 4 уплотнения механизмы 36 и 37 устанавливают модельный комплект 48, опоку 58 с уплотненной с.месью и наполнительную рамку 54 на кронштейны 44 поворотного стола 5.
Поворотный стол совершает поворот на 90°, в результате чего модельный комп- .лект 45, опока 55 с неуплотненной формовочной смесью и наполнительная рамка 22 перемещаются с позиции 1 на позицию 3. Модельный комплект 47, опока 57 с уплотненной смесью и наполнительная рамка 53 не
ремещаются с позиции 3 уплотнения на позицию 2 заполнения-вытяжки. Модельный комнлект 46, опока 56 и наполнительная рамка 30 перемешаются с позиции 2 запол- пеи11я-«ытяжки на позицию 4 уплотнения. .Модельный комплект 48, опока 58 с уплотненной с.месью и наполнительная рамка 54 перемепдаются с позиции 4 уплотнения на позицию 1 заполнения-вытяжки.
На позиции 1 заполнения-вытяжки нроис- .ходит вытяжка модельного комплекта 48 из опоки 58 движением рольгангов 19 ввер.х, одновременно рольганг 14 поднимается в среднее положение. На позиции 2 заполнения-вытяжки аналогичным образом происходит вытяжка опоки 57. На позиция.х 3 и 4 уилотнепия нод ье.мные устройства 32 и 37 поднимают встря.хигиионще ме.ханнзмы 31 и 36 в вер.хнее положение, т. е. происходит с ье.м .модельных ко.мплектов 45, 46, опок 55. 56 с неуплотпенной смесью и наполнитель- пых рамок 22, 30 с кронштейнов 44 поворот- iioi o cTO;ia 5.
Пустая опока 59 но рольгангам 6 и 19 подается на позицию 1 заполнения-вытяжки, выталкивая при этом готовую полуформ} 58 иа ро;1Ы-аиги 8 выдачи уплотненных no.iy(|)Ор.М.
Пустая опока 60 по рольгапгам 7 и 27 подается на позицию 2 заполнения-вытяжки, .ьгга.. |кивая при этом готовую г1О.|уформ 57 ia ро.льг янгп 9. Механизмы 10 и 23 запо/ - пенпя опокп формовочной смесью заполни- ются формовочной смесью. На нозициях 3 и 4 уц/1отиеиия в это вре.мя выполняется (К тряхиваиие.
Ро.чьганги 14 на иозпцип 1 поднимаются вверх, сипмая при этом пустую опоку 59 с ролы апгов 19, наполнительная рамка 54 устанавливается на опоку 59. Фор.мовочная смесь заполняет опоку 59 из механизма 10. В |)езультате аналогичных операций на по- 2 опока 60 заполняется с.месью из .механизма 23 зано;1нег1ия опок фор.мовочпой смесью. вре.мя заполнения рольганги 19 и 27 опускаются в нижнее положение. На позициях 3 и 4 уцлотне1шя происходит встряхивание с одновременным преесование.м.
На позиции 1 заполнения-вытяжки рольганг 14 опускается в нижнее положение, устанавливая .модельный комплект 48, опоку 59 с неуп. ютнешюй смесью и наполни- те.чьпую рамку 54 па крон1нтейны 44 поворотного стола 5. На нозиции 2 заполнения- вьггяжки рольганг 25 опускается в свое ниж- иее по;1ожение, уетанааливая модельный ко.мплект 47, опоку 60 с неуплотненкой смесью и напо.лнительную рамку 53 на кронштейны 44 новоротного стола 5.
На позиции 3 уилотнения прессово- встряхиваюший механизм 3 и подъемное устройство 32 опускаются в нижнее положе- ние, устанавливая модельный комнлект 45, опоку 55 с уплотненной смесью и наполнительную рамку 22 на кронштейны 44 пово
5
О г 0
Q
0
5
5
5
0
pOTHOi o cro. ia о. На позиции 4 уплотнении мехап1 змы 36, 37 устанавливают модельный комн.чект 46, опоку 56 с уплотненной смесью и паполпителььч ю ра.мку 30 па KponniTefi- пы 44 поворотного CTO.ia 5.
lIoBopOTHbiii CTO.i 5 совершает обратньп( 1ово|ют иа 90. в резхмьтате чего модельный колшлект 45, опока 55 с уплотненной формовочной смесью п наполните.тьиая рамка 22 иеремещаются с позиции 3 на иозицию 1. Моде.1ьный ко.мплект 47, онока 60 с пеуплот- пенпой формовочноГ сл ссью и наио, 1нпте.1Ь- 1ая paNiKa 53 пере.мешаются с нозицпп 2 на позиц|1ю 3. Mo;ie,iiiiibiii комп.тект 48. orio- ка 59 с неуп.югиенной смесью п иаполии- тсльная рамка 54 перел;еии1ются с позиции I на пози.ик) 4. .оделы1Ы1 1 комп,1ект 46, онока 56, напо.тп , рамка ,0 ncpOMCina- позицик) 2.
:. епия-вьггяжки npoiic- де, :ьпого комп,1СК|-а 45 Х)льгангон i9 взерх. 14 подпм л;;;стся в озиц1 и 2 :;;;п(;, :1ч i4:ii i: ; нромсходит зьп яжка моде,(мч) ком|;. :екта 46 oiiOKii 5(1. На позициях ii i 4 yn.lOTnen iH
.т -
ются с ПОЗНЦИ ;
На по.;ицпи . ходит Ц)1тяжка л:о. пз .з5 Д15п/1 е одис);рс 1с;п;о ро. i(),южемис. На апа. ю
зь: гяжка моде, ) 5(1. На позициях ii
: ОД 1 СМ11Ь:е хстпойстза 32 и Л/ под;1и ;ают вст1)яхп1 аюшпс мехаииз п.1 31 п 36 в U - ix:ieo по. южоиие. т. с. п}Х)исходит :одс, к()мп, 1ектов 47, 48, опок 60, 5i:i с псуп, lO i iicn- пой смесью и иапо. пп те, Ц1:Ц)Х paxKiK 53, 54 с кронштеЙ ;ов 44 ;10В()|Х)ГИ01Ч) CTO.ia 5,
На пози1|,11п i 2 поддаются опоки, вьгга, 1ки1 ая iK-iroToi .ieiiHiiie iio,)p ;bi 55 и 56 из мапшны. Ла;:ес иовто яечч Я Таоочпй ц|Ц.1.
Упроикмше копс р киии чед. южспно: .машпШ) достпгастся .;а счет т1рошепия привода повО(Н)тиого cTO, ia. Так как машина совершает возв11атно-пост т1ате, 1ьнос поворотное движепис iia 90д то привод выпо,- пяется в Bn.ie П1арп1 рно-рычажпо|-о механизма. TaKoi i мех;;ш13л: с чцествепно проще мехапизмй «Ма,чьтпйскпй крест, пеобход;:- мого д, 1я поворота па З60
i Mcnbnjeniie расхода смеси на одпу пзго- тов.теппую по,1уформ достигается за. счет наличии 11аполнпте, рамок на каждо пз гюзнцнй автомата, что позво, 1яет тошгее доз1фовать смесь при запо, 1пении оиокп, а также избежать ненужных npocbineii.
y,i 4Hieniie ус,1овий трх да обус.човлеио меньшнм ко.шчеством нросьнтей и, как следствие этого, мепьи1ей запылепностью атмосферы цеха и отсутствием пеобходи- .мости ручпоГ| уборки просьшей смеси па фо)- мооб)азую1цих позппиях.
Высокая ироизводите.чьность .маи1ипы и возможпость иара,1,1е. 1ьпо|-о во изготов. 1еиия верхних и нижних иолуфор.м позво, 1яют .пспо, ьзовать B.iecTO двух фюр.мо- вочпых .MainiiH, имею1цпхся в составе автоматических формовочи 51х ,1И Н1п 1, одгП пред- лагае.ммо, что позво, 1яет меньн1ить илощадь фор1 1овочного участка линии, а также снизить металлоемкость формовочного оборудования в составе линии.
Формула изобретения
1. Четырехпозиционная карусельная машина опочной формовки, включаюш,ая поворотный стол с приводом, прессово-встря- хивающий механизм, механизм заполнения оноки формовочной смесью, механизм вытяжки модельного комплекта с поршневым приводом, наполнительные рамки, рольганги подачи пустых опок, выдачи уплотненных полуформ и смены модельных комплектов, отличающаяся тем, что, с целью повышения производительности, упрошения конструкции п улучшения условий труда, магнипа снабжена дополпительнымн нрессово-встря- хиваюп1,им механизмом, механизмом заполнения опоки смесью, механизмом вытяжки
0
модельного комплекта, тремя наполпитель- ными рамками, рольгангами подачи пустьгх опок и выдачи уплотненных полуформ, при этом механизмы ирессово-встряхиваюп ие расположены на двух диаметрально противоположных позициях карусели, на двух других позициях - механизмы заполнения опоки смесью и вытяжки модельного комплекта, а наполнительные рамки установлены с возможностью вертикального перемещения.
2. Машина по п. 1, отличающаяся тем, что механизм вытяжки представляет собой телескопический привод, на меньшем штоке которого закреплен рольганг смены модельных комплектов, а на большем штоке рас- но.ложена и.пита, к нижней поверхности которой нрикреплены цилиндрь механизма вытяжки, па штоках которых закреплены рольганг смены опок и yn()|ii;-i для иереме- Н1,ения наполнительной рамки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Трехпозиционная формовочная машина | 1976 |
|
SU880611A1 |
| Многопозиционный прессово-формовочный автомат | 1984 |
|
SU1235622A1 |
| Формовочный автомат | 1989 |
|
SU1676744A1 |
| Формовочный автомат | 1974 |
|
SU508329A1 |
| Способ двухсторонней прессовой формовки без кантовки опок | 1960 |
|
SU133196A1 |
| Формовочный автомат для изготовления разовых песчаных форм | 1984 |
|
SU1228961A1 |
| АВТОМАТ ДЛЯ СТОПОЧНОЙ ФОРМОВКИ | 1973 |
|
SU384284A1 |
| Многопозиционный прессово-формовочный автомат с плавающей оснасткой | 1981 |
|
SU969425A1 |
| Вытяжное устройство формовочной машины | 1981 |
|
SU1007826A1 |
| ФОРМОВОЧНАЯ МАШИНА | 1991 |
|
RU2026134C1 |
Изобретение относится к литейному производству и может быть использовано при изготовле1 :ии разовых песчано-глинис- тых форм в массовом и крупносерийном производстве отливок из различных металлов и сплавов в станкостроении и других отраслях промышленности. Цель изобретения - повышение производительности, упрошение конструкции и улучп1ение условий труда. .Мап1ина включает две диаметрально расположенные позиции уплотнения 3, 4, на каждой из которых расположен прессово- встряхивающий механ11зм, и две позиции заполнения-вытяжки 1, 2, на которы.х установлены механизмы заполнения опоки смесью и вытяжки модельного комплекта, попарно совмен.1енные на каждой позиции. Каждая позиция снабжена рольганга.ми подачи пустых онок и выдачи уплотненных полуформ. 1 3. п. ф-лы, 3 ил.
А-А
Фид.2
40
Л1
5gi | т-г
/. 11717 д
/т
V
Б-Б
г
/
J5
JJ
7
/
57
2
57
Л.
ffl I i
| Комплексная автоматическая линия фор.мовки, заливки и выбивки с программным управлением | |||
| Мод | |||
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ ЭЛЕКТРИЧЕСКОЙ СВАРКИ ДВУМЯ ДУГАМИ | 1930 |
|
SU22833A1 |
| Гребенчатая передача | 1916 |
|
SU1983A1 |
