1
Изобретение относится к области Литейного производства, в частности к оборудованию для производства оболочковых полуформ.
Известна машина для изготовления обо- 5 лочковых полуформ, включающая поворотный бункер для формовочной смеси, модельный комплект, механизмих перемещения и печь отверждений 1 . Наличие самостоятельных приводов для модельного комплекта, поворо1 10 кого бункера, механизма прижима модельного комплекта и механизма сталкивания г6товой оболочки усложняет конструкцию машины.
. Целью изобретения является упрощение |5 конструкции машины.
Это достигается тем, что печь отверждения расположена над модельным комплектом соосно с последним, а механизм для перемещения бункера и модельного комплекта 20 вьшолнеи в виде двух симметрично располо женных относительно оси машины вертикал но замкнутых приводных цепей и двух рычагов, одни концы которых закреплены на звеньях приводных цепей, а другие концы 26
шарнирно связаны с модельным комплектом причем ведущие звездочки приводных цепей расположены на печи отверждения, а приводные - на бункере.
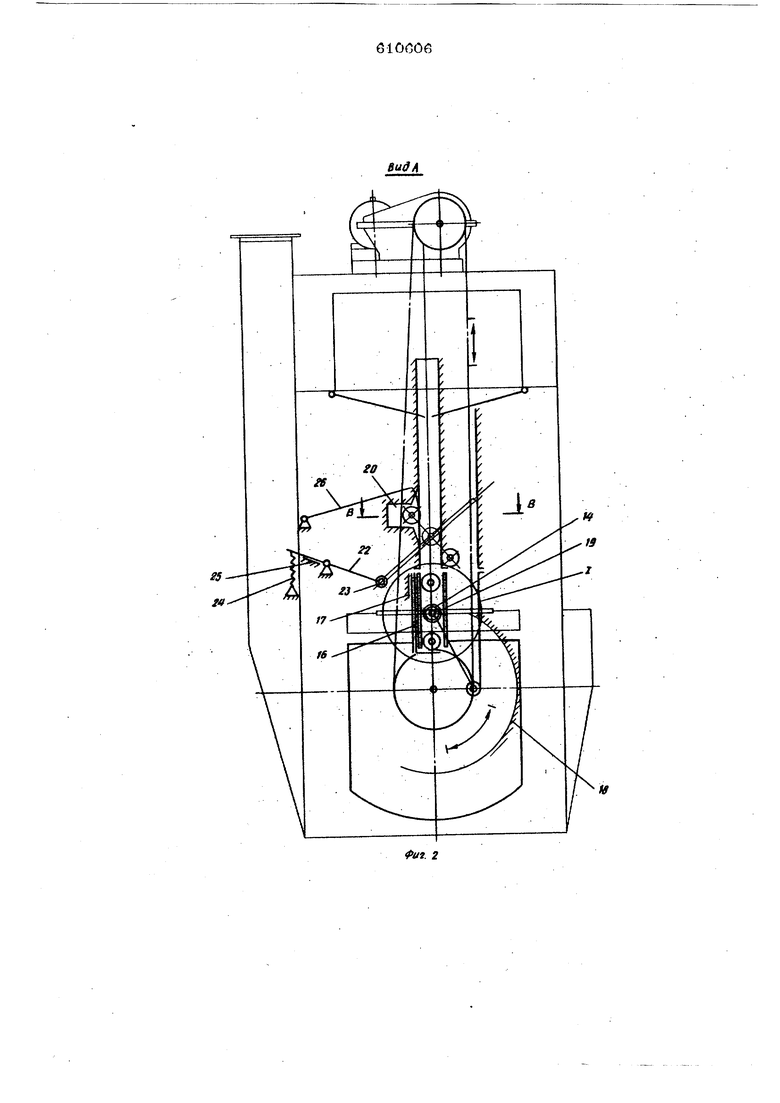
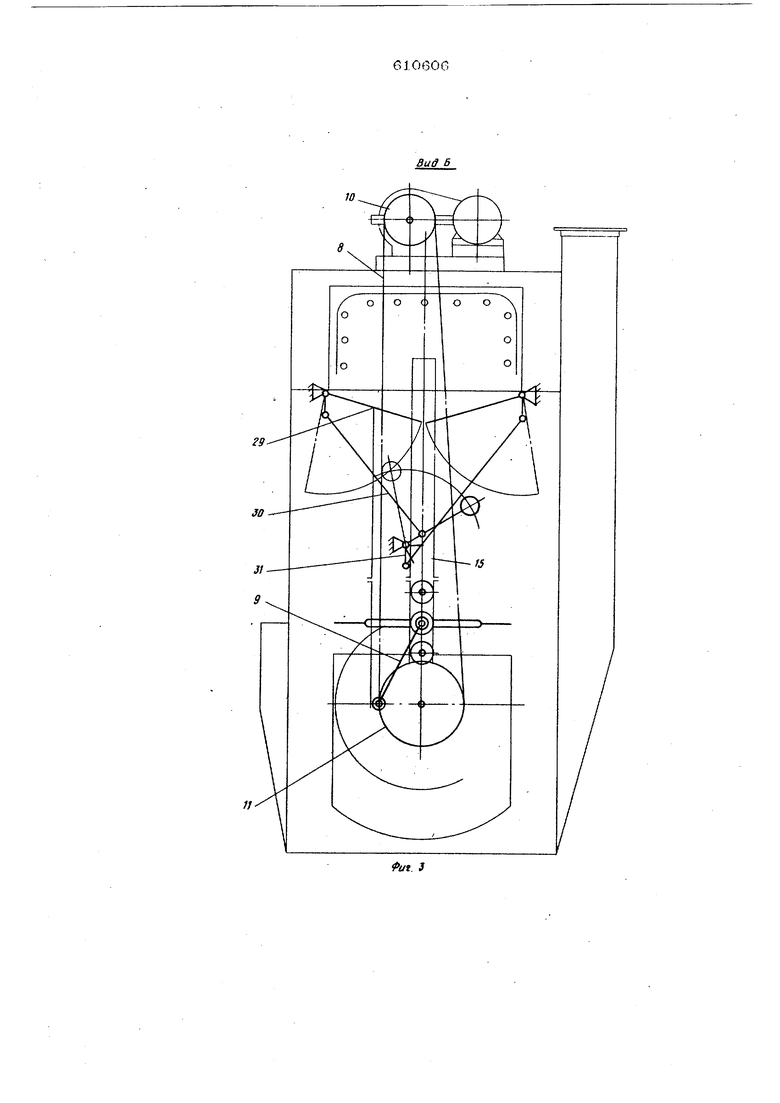
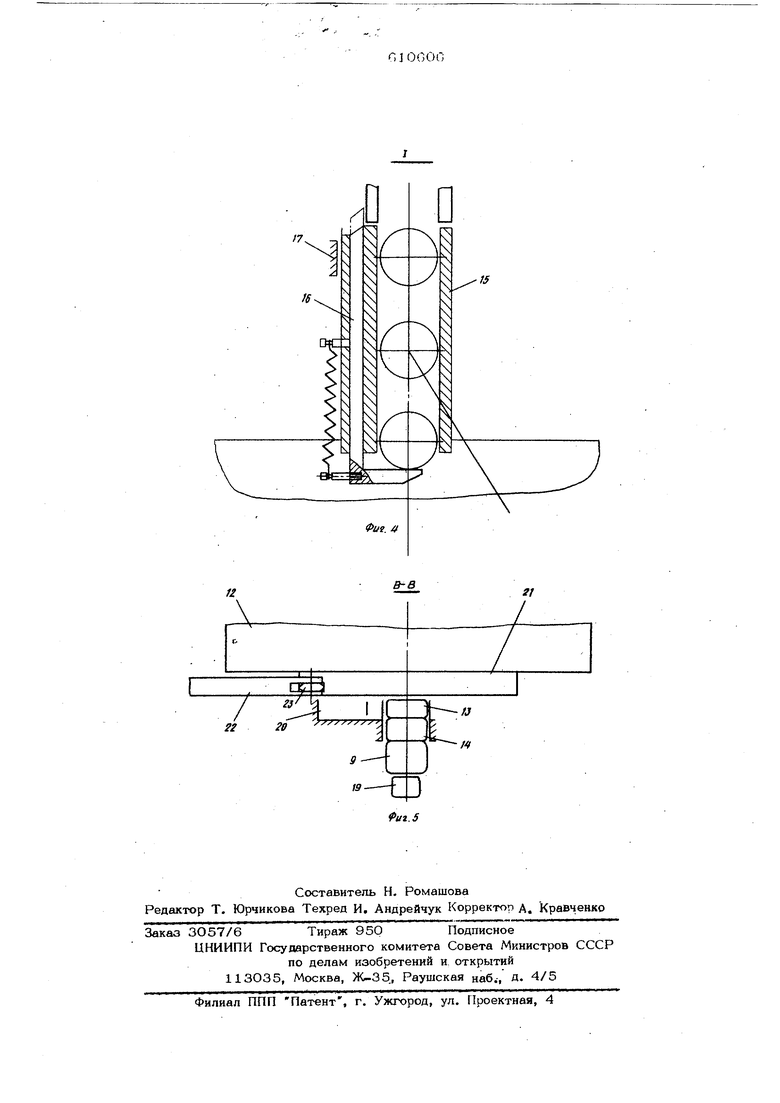
На фиг, 1 схематично изображена првдлгаемая машина, вид спереди; не фиг. 2 показан вид А на фиг, 1; на фиг, 3 - вид Б на фиг. 1) на фиг, 4 - узел 1 на фиг, 2; на фиг, 5 представлено сечение В-Тв на фиг, 2,
Машина содержит поворотный бункер 1 для формовочной смеси, установленный на цапфах 2 и 3 в корпусе 4. Цапфа 2 вьшолйена полой и имеет шарнирнО соединенный t ней патр.убок 5,
Машина содержит также модельный комплект 6, печь отверждения 7, вертикально замкнутые приводные цепи 8 и рычаги 9, Ведущие звездочки 10 приводных цепей расположены на печи отверждения, а приводные 11 - на поворотном бункере.
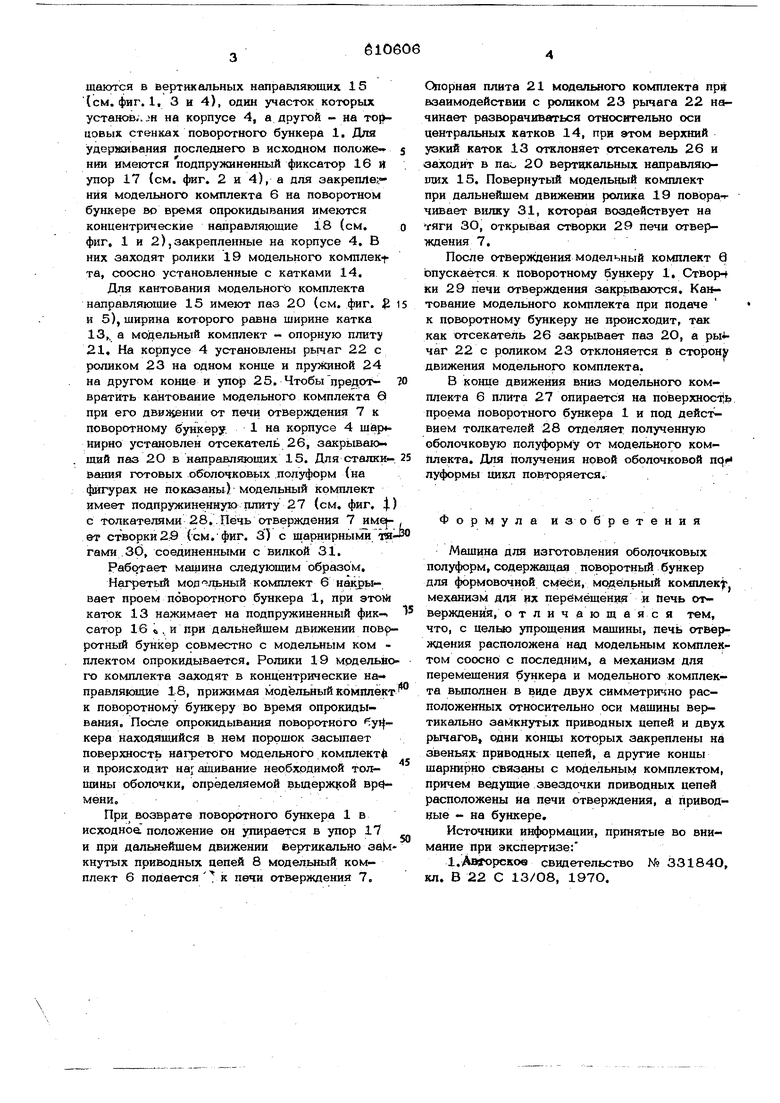
Модельный комплГект 6 имеет теплоизоляционную плиту 12, на торцах которой по краям установлены узкие катки 13, а по центру - широкие катки 14, Каггки перемещаются в вертикальных направляющих 15 (см. фиг. 1, 3 и 4), один участок которых установ;;лн на корпусе 4, а другой - на то цовык стенках поворотного бункера 1, Для удерживания последнего в исходном положеНИИ имеются подпружиненный фиксатор 16 и упор 17 {см. фиг. 2 и 4), а для аакрепле;.нйя модельного комплекта 6 на поворотном бункере во время опрокидывания имеются концентрические направляющие 18 (см, фиг, 1 и 2), закрепленные на корпусе 4. В них заходят ролики 19 модельного комплекчта, соосно установленные с катками 14. Для кантования модельного комплекта направляющие 15 имеют паз 2О (см. фиг. , к 5), ширина которого равна ширине катка 13,. а модельный комплект - опорную плиту 21, На корпусе 4 установлены рьхчаг 22 с роликом 23 на одном конце и пружиной 24 на другом конце и упор 25. Чтобы предотвратить кантование модельного комплекта 6 при его от печи отверждения 7 к поворотному бункеру. 1 на корпусе 4 Ш(ар4. нирно установлен отсекатель 26, закрьша о ший паз 2О в направляющих 15. Для сталки- ванин готовых оболочковых .полуформ (на фигурах не показаны) модельный комплект имеет подпружине-нную плиту 27 (см, фиг, 4 с толкателями 28, Печь отверждения 7 JIM ет створки2г9 (см, фиг. З) с шарнирными тя гами 3d, соединенными с вилкой 31. Работает машина следующим образом. Нагретый мод - /шный комплект 6 на срывает проем поворотного бункера 1, при этоЛ каток 13 нажимает на подпружиненный фик- сатор 16 в , и при дальнейшем движении пов ротный бункер совместно с модельным ком плектом опрокидывается. Ролики 19 модельно го комплекта заходят в концентрические на- правлякидие 18, прижимая модельный комплект к поворотному бункеру во время опрокидывания. После опрокидывания поворотного yi кера находящийся в нем порошок засыпает поверхность нагретого модельного комплект и происходит на;; ащивание необходимой толщины оболочки, определяемой выдержкой вр0мени, При возврате поворотного бункера 1 в исходное положение он упирается в упор 17 и при дальнейшем движении вертикально заМ кнутых приводных цепей 8 модельный комплект 6 подается к печи отверждения 7. Опорная плита 21 модельного комплекта при взаимодействии с роликом 23 рычага 22 начинает разворачиваться относительно оси центральных катков 14, при этом верхний узкий каток 13 отклоняет отсекатель 26 и заходит в пао 2 О вертикальных направляющих 15, Повернутый модельный комплект при дальнейшем движении ролика 19 повора-гчивает вилку 31, которая воздействует на гяги ЗО, открывая створки 29 печи отверждения 7, После отверждения модельный комплект 9 опускается к поворотному бункеру 1, Створ-+ ки 29 печи отверждения закрьдааются. Кантование модельного комплекта при подаче к поворотному бункеру не происходит, так как отсекатель 26 закрывает паз 2О, а ры4чаг 22 с роликом 23 отклоняется В сторону движения модельного комплекта. В конце движения вниз модельного комплекта 6 плита 27 опирается на noBepxHociib проема поворотного бункера 1 и под действием толкателей 28 отделяет полученную оболочковую полуформу От модельного комплекта. Для получения новой оболочковой пци луформы цикл повторяется. Формула изобретения Машина для изготовления оболочковых полуформ, содержащая поворотный бункер для формовочной смёёи, модельный комплект, механизм дпя их перемещения и печь отверждения, отличающаяся тем, что, с целыо упрощения машины, печь отверждения расположена над модельным комплектом соосно с последним, а механизм для перемещения бункера и модельного комплекта вьшолнен в виде двух симметрично расположенных относительно оси машины вертикально замкнутых приводных цепей и двух рычагов, одни концы которых закреплены на звеньях приводных цепей, а другие концы шарнирно связаны с модельным комплектом, причем ведупше звездочки приводных цепей расположены на печи отверждения, а приводные - на бункере. Источники информации, принятые во внимание при экспертизе: 1,Лв Горсков свидетельство № 33184О, кл, В 22 С 13/О8, 197О,
29
3D
22
в-в
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ| БН5ЛИО»?ПйПОЛУФОРМ'^' | 1972 |
|
SU331840A1 |
| Машина для изготовления оболочковых полуформ | 1981 |
|
SU948532A1 |
| Карусельная машина для изготовления оболочковых полуформ | 1976 |
|
SU766733A1 |
| Многопозиционная карусельная машина для изготовления оболочковых полуформ | 1981 |
|
SU939162A1 |
| Машина для изготовления оболочковых форм | 1976 |
|
SU618179A1 |
| Автоматический формовочный блок | 1982 |
|
SU1247152A1 |
| Автомат для изготовления полуформ и стержней | 1970 |
|
SU438487A1 |
| Формовочный бункер машины для из-гОТОВлЕНия ОбОлОчКОВыХ пОлуфОРМ | 1979 |
|
SU846067A1 |
| ДИСТАНЦИОННО-УПРАВЛЯЕМАЯ ЛИНИЯ | 1967 |
|
SU203171A1 |
| Автоматическая линия | 1990 |
|
SU1799669A1 |