устройство снабжено механизмом ограничения усилия поджима, выполненном в виде системы 2-х противовесов 11 и 12, размещенных на каретках 2 и , 3 и связанных своими свободными концё1ми с системами резаков А и Б.
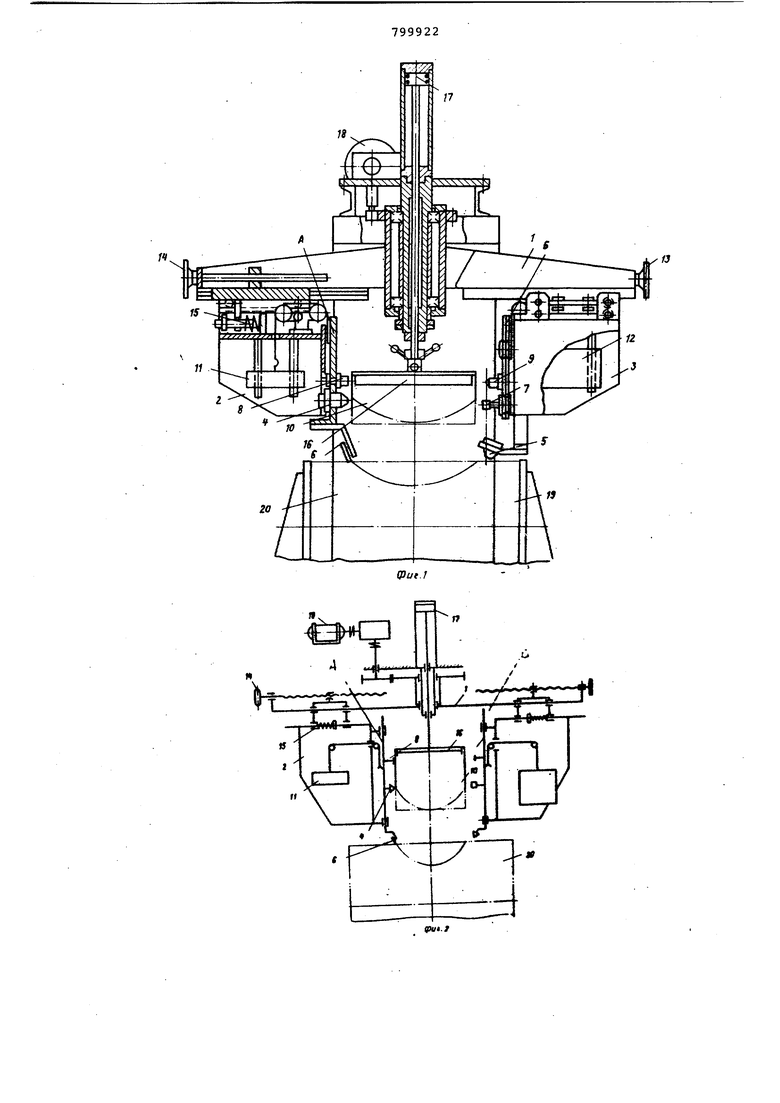
Перемещение кареток 2 и 3 в радиальном направлении осуществляется с помощью независимых ручных приводов 13 и 14, связанных с соответствующей кареткой, отрезные системы А и Б подпружинены пружиной 15 в направлении, обеспечивающим прижим противовесов 11 и 12 к наружной поверхности патрубка 10 перпендикулярно его оси. Соосно планшайбе 1 смонтирован механизм 16 крепления патрубка и механизм возвратно-поступательного осевого перемещения патрубка в виде пневмоцилиндра 17. Привод вращения планшайбы 18 выполнен реверсивным для предотвращения перекручивания проводки плазк.енных резаков 4 и 5. На основании также размещен механизм 19 крепления трубы 20.
Устройство работает следующим образом.
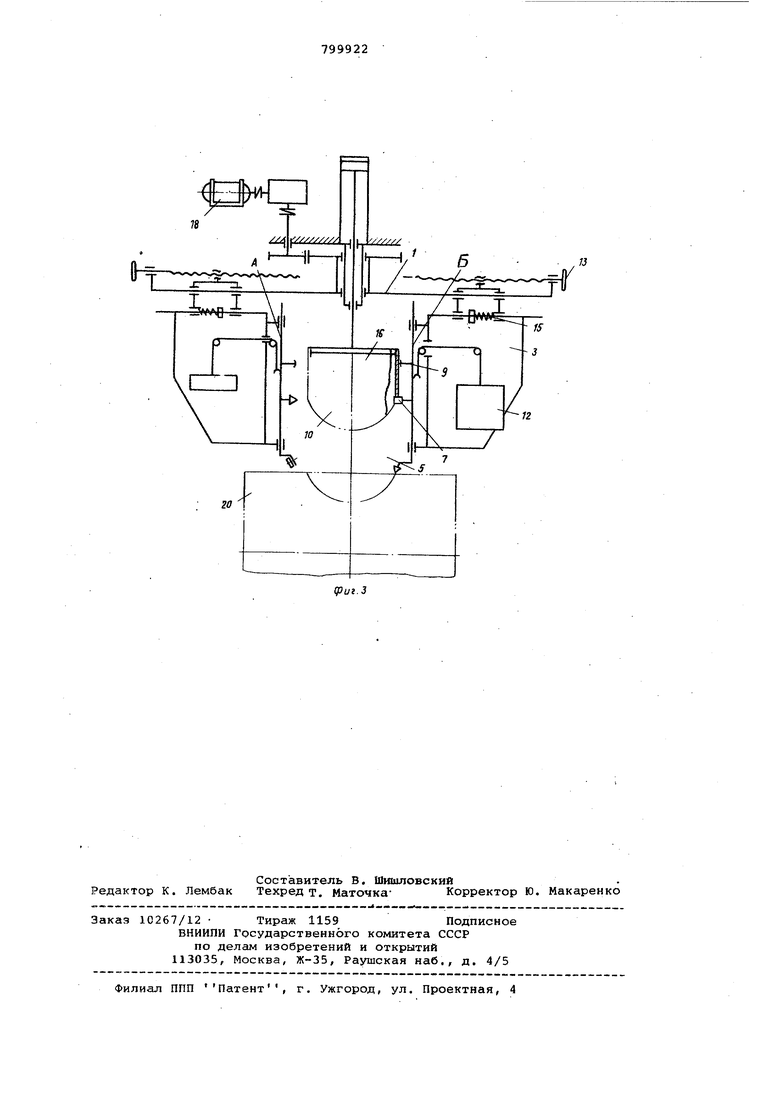
Вырезку кромок сопрягаемых трубных заготовок производят в два приема: обрезка патрубка и вырезка отверстия в трубе. При обрезке патрубка (фиг. 2J каретку 2, несущую вырезную систему А, перемещают в рабочее положение с помсяцью рукоятки ручного привода 14 до касания фиксатором 8 опорной поверхности патрубка 10. При этом копирный ролик б поджимается к наружной поверхности трубы 20 и точки их касания опорных поверхностей лежат в одной вертикальной .плоскости. Плазменный резак 4 устанавливают над поверхностью паттрубка 10.
При вращении планшайбы 1 копирный ролик 6, поджимаемый к трубной поверхности 20 собственным весом вырезной системы А, уравновешенной пртивовесом 11, движется по криволиненой поверхности будущего контакта с трубой 20, а плазменный резак 4 вырезает на патрубке 10 кривую, скопированную роликом 6. Фиксатор 8, поджимаемый пружиной 15 к наружной поверхности патрубка 10 вблизи лини реза, перемещаясь, описывает ту же кривую, что и копирный ролик б, корректируя отклонения последнего в зависимости от геометрии патрубка и предотвращая выход плазменного резака и копирного ролика за пределы наружной поверхности патрубка. Посл окончания обрезки патрубка каретку 2 с установленным на ней рабочим инструментом отводят в исходное положение.
При вырезке отверстия в трубе (фиг. 3J каретка 3 с помошью рукоятки ручного привода 13 подводит вырезную систему Б к поверхности трубных заготовок. Фиксатор 9 устанавливается на опорной поверхности патрубка 10 перпендикулярно его оси, а копирный ролик 7 на торцовой части
ранее вырезанной седловины патрубка
10 поджимается к ней с помощью противовеса 12. Точки касания роликами опорных поверхностей также лежат в одной вертикальнойплоскости. Плазменный резак 5 устанавливают над пов-ерхностью трубы 20.
При вращении планшайбы 1 копирный ролик 7, обегая по криволинейной кромке патрубка 10, обеспечивает постоянный зазор между плазмённым резаком 5 и трубой 20 при вырезке в ней отверстия. Фиксатор 9, поджатый пруЖИН.ОЙ 15 к наружной поверхности патрубка 10, контролирует диаметр вырезаемого отверстия. После окончания
вырезки отверстия в трубе 20 каретка 3, несущая вырезную систему Б, возрващается в исходное положение, а вырезанные кромки сопрягаемых трубных заготовок 10 и 20 сводятся вместе путем осевого перемещения патрубка вниз при помощи пневмоцилиндра 17. Сведенные кромки в нескольких местах прихватывают с помощью сварки.
Формула изобретения
Устройство для фасонной резки труб, содержащее соосно смонтированные на основании механиз ы крепления патрубка и трубы и вращения двух резаков с копирными роликами вокруг трубы, отличающееся тем, что, с целью повышения производительности за счет уменьшения вспомогательного времени на настройку, устройство снабжено установленными на основании механизмом возвратно-поступательного перемещения патрубка вдоль его оси.
Источники информации, принятые во внимание при экспертизе
1. Патент ОНА 3262689, кл. 266-23, 26.07.66.
5 2. Авторское свидетельство СССР 241210, кл. В 23 К 7/04, 14.06.67.
3. Авторское свидетельство СССР 673397, кл. В 23 К 7/04, 14.01.76 прототип .
. ;j
тГ
-IS
-3
12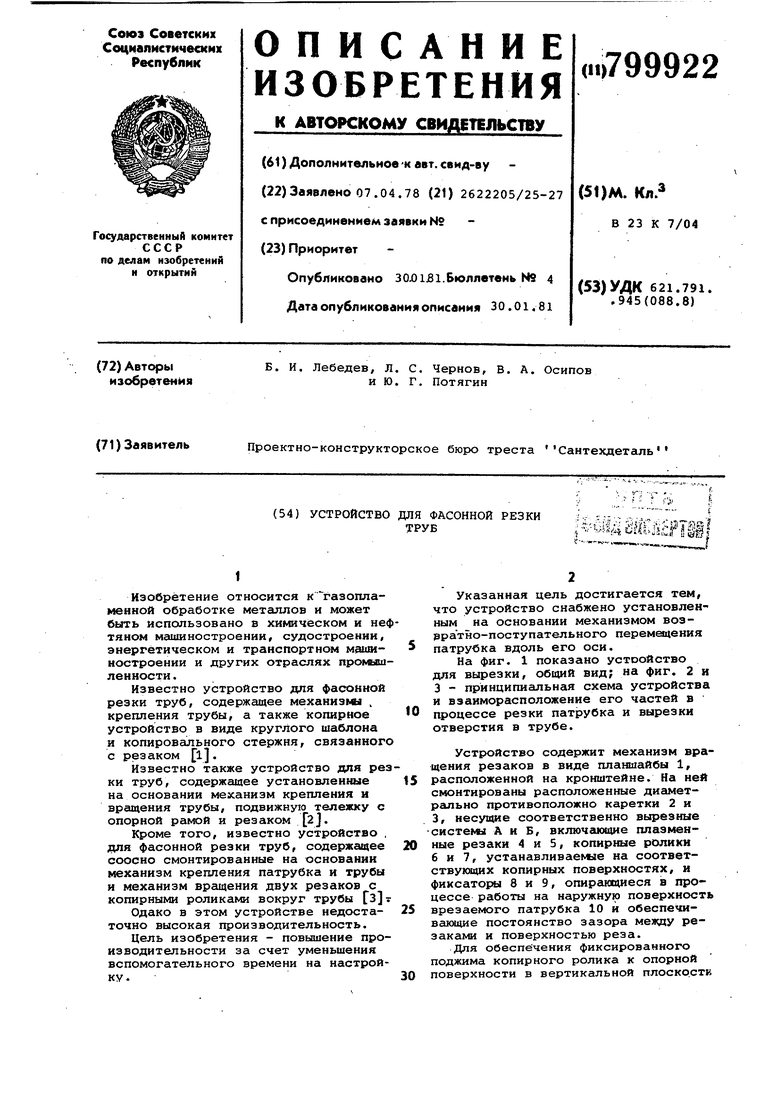
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для фасонной резки труб | 1983 |
|
SU1146157A1 |
| Устройство для кислородной вырезки деталей | 1982 |
|
SU1073023A1 |
| УСТАНОВКА ДЛЯ ВЫРЕЗКИ ОТВЕРСТИЙ В ЦИЛИНДРИЧЕСКИХ КОРПУСАХПАТ[НТ1;о-1п;ш':;:'кдяБИБЛИОТЕКА | 1971 |
|
SU292740A1 |
| Устройство для резки труб | 1982 |
|
SU1088896A1 |
| ПЕРЕНОСНОЕ УСТРОЙСТВО ДЛЯ ГАЗОПЛАМЕННОЙ ВЫРЕЗКИ ОТВЕРСТИЙ В СТЕНКАХ ТРУБ | 1997 |
|
RU2141393C1 |
| Устройство для вырезки отверстий в трубах | 1985 |
|
SU1355399A1 |
| Установка для тепловой обработки деталей | 1975 |
|
SU529915A1 |
| УСТАНОВКА ДЛЯ ТЕРМИЧЕСКОЙ РЕЗКИ | 1996 |
|
RU2108898C1 |
| УСТАНОВКА ДЛЯ ТЕРМИЧЕСКОЙ РЕЗКИ | 1995 |
|
RU2098244C1 |
| Установка для вырезки отверстий в цилиндрических корпусах | 1968 |
|
SU281135A2 |