Изобретение относится к строительству, а именно к производству бетонных и железобетонных изделий на заводах сборного железобетона, и может быть использовано в вертикальных пропарочных камерах в составе технологических линий как конвейерного, так и I агрегатно-поточного типа. Известно устройство для укладки форм в пакеты, обеспечивающее циклическое движение пакета вверх или вни и выдачу по одной форме из термокамеры 1 . Недостатком указанного устройства является ненадежная работа приводов подъема и опускания формы., эксплуати руемых в условиях агрессивной среды (перегретого пара в термокамерах). Известно также устройство для укладки форм в пакеты, включающее раму смонтированные на ней механизм подачи, снижатель, вертикальные направля щие, шарнирно закрепленные отсекатели и снижатель в виде соосно установ ленных подвижных рамок, перемещаемых по вертикальным направляющим с помощью гидропривода 2 . Недостатком описанного выше устройства является то, что оно имеет сложную конструкцию. Кроме того, наличие гидропривода ограничивает диапазон применения этого устройства. Если устройство с его гидроцилиндрами, служащими для перемещения подвижных рамок (подъемников-снижателей), разместить в термокамере, где они будут подвергаться воздействию ее среды, это снизит надежность работы устройства. Цель изобретения - упрощение конструкции устройства и повышег.ле надежности его работы. Указанная цель достигается тем, что в устройстве для укладки форм в пакеты, содержащем смонтированные на раме механизм подачи, снижатель с направляющими щеками и отсбкатели, формы снабжены роликами, а снижатель и отсекатели выполнены в виде шнеков, лопасти которых служат направляющими для перемещения роликов, при этом шнеки попарно связаны валами-синхронизаторами и коническими передачами, а каждая пара - цепной передачей, причем механизм подачи может быть выполнен в виде цепного элеватора, кинематически связанного со шнеками,, а кинематическая связь может быть осуществлена цепными передачами, звездочки котормлх
установлены на валах-синхронизаторах 1чнеков.
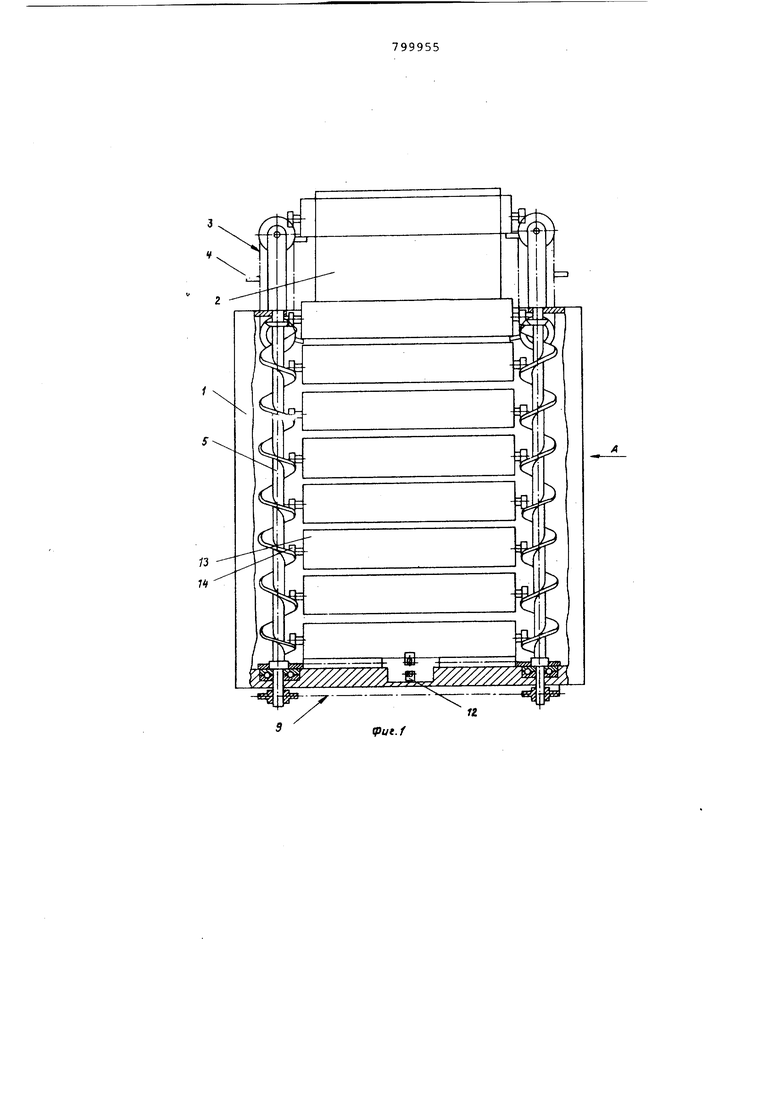
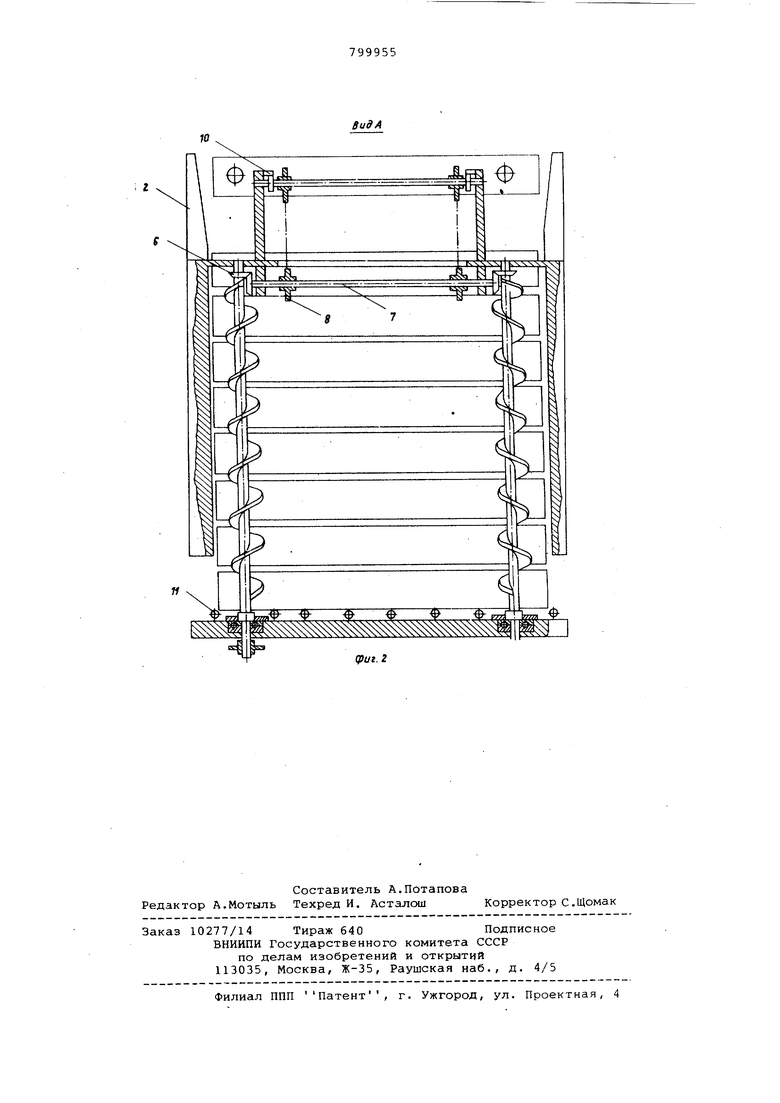
На фиг, 1 показано устройство, общий вид; на фиг. 2 - вид по стрелке А на фиг. 1.
Устройство состоит из рамы 1, направляющих щек 2, механизма подачи, выполненного в виде цепного элеватора 3 с опорами 4, и снижателей, каждый из которых выполнен в виде вертикального шнека 5. При этом витки шнеков служат отсекателями, каждый шнек 5 снабжен смонтированной в его верхней части конической парой 6. Шнеки 5 попарно соединены валом-синхронизатором 7, на котором установлены звездочки 8 цепного элеватора 3. С целью обеспечени-j синхронной работы всех шнеков 5 одна их пара в нижней части связана цепной передачей 9. Элеватор 3 снабжен фрикционными муфтами 1C для предотвращения самопроизвольного проворачивания шнеков 5. Устройство включает также рольганг 11 с толкателем
12для выгрузки из термокамеры формы 13, имеющей катки 14.
Устройство работает следующим образом.
Форму 13 для термообработки отформованного в ней бетонного или железобетонного изделия устанавливают краном на опоры 4 элеватора 3. При отпускании грузовой подвески крана (на чертеже не показан) форма 13 также опускается на элеваторе 3. При этом за счет его кинематической связи со шнеками 5 последние одновременно проворачиваются до тех пор, пока форма
13своими катками 14 не установится на верхних витках шнеков 5. После этого загружается следующая форма, а ранее загруженная опускается на шаг витков шнеков 5 и т.д. до полной загрузки устройства.После окончания термообработки изделий производят разгрузку устройства. Для этого в устройство подается фчорма со свежеотфррмованным изделием и цикл повторяется. При этом нижняя форма с готовым изделием толкателем 12 транспортируется на пост распалубки.
При аварийной разгрузке устройства сбвершаю-т- неоднократный подъем и опускание формы 13 краном без ее расстрогрвки до полного освобождения устройСГ2 от форм.
Такое выполнение устройства существенно упрощает его конструкцию и эксплуатацию, так как позволяет перемещать снижатель не посредством сложной гидросистемы или другого привода, а использовать в качестве привода массу формы, загружаемой в термокамеру, что ведет к экономии энергии. Кроме того, предлагаемое техническое решение позволяет разместить формы на индивидуальных опорах (витках шнеков) и таким образом исключить воздействие массы вышележащих форм на нижележащие и, следовательно, значительно уменьшить или исключить прогиб последних, так как увеличенный прогиб форм ведет к образованию трещин в готовых бетон ых и железобетонных изделиях.
Все это упрощает конструкцию устройства и повышает надежность его работы.
Формула изобретения
1.Ус°гройство для укладкиформ в пакеты, содержащее смонтированные по раме механизмы подачи, снижатель с направляющими щеками и отсекатели, отличающееся тем, что, с целью упрощения конструкции и повышения надежности устройства, формы снабжены катками, а снижатель и отсекатели выполнены в виде шнеков, лопасти которых служат направляющими для перемещения катков форм, при этом шнеки попарно связаны валами-синхронизаторами, коническими передачами, а каждая пара - цепной передачей.
2.Устройство по п. 1, отличающееся тем, что механизм подачи выполнен в виде цепного элеватора, кинематически связанного со шнеками.
3.Устройство по пп. 1, 2, отличающееся тем, что кинематическая связь механизма подачи и шнеков выполнена в виде цепных передач, звездочки которых установлены на валах-синхронизаторах шнеков.
Источники информации, принятые во внимание при экспертизе
1.Степанов Б.В. Технология бетонных и железобетонных изделий. Высшая школа , 1972, с. 255-256.
2.Авторское свидетельство СССР W 423649, кл. В 28 В 17/00, 1972.
У- ШW7/ m.§ /////////A
Г2
fput.f
(риг. г
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для укладки форм в пакеты | 1980 |
|
SU933471A2 |
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU856804A1 |
| Двухъярусный стан для изготовления железобетонных изделий | 1980 |
|
SU1000276A1 |
| Двухярусный поточно-конвейерная линия для изготовления железобетонных изделий | 1975 |
|
SU555016A1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2011 |
|
RU2490120C1 |
| Конвейерная линия для изготовления строительных изделий | 1984 |
|
SU1222557A1 |
| Технологическая линия для изготовления строительных изделий | 1978 |
|
SU903112A1 |
| ШПАЛОПИТАТЕЛЬ ЛИНИИ ОБРАБОТКИ ШПАЛ | 1992 |
|
RU2070245C1 |
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU897518A1 |
| Конвейерная линия для изготовления строительных изделий | 1979 |
|
SU876434A2 |