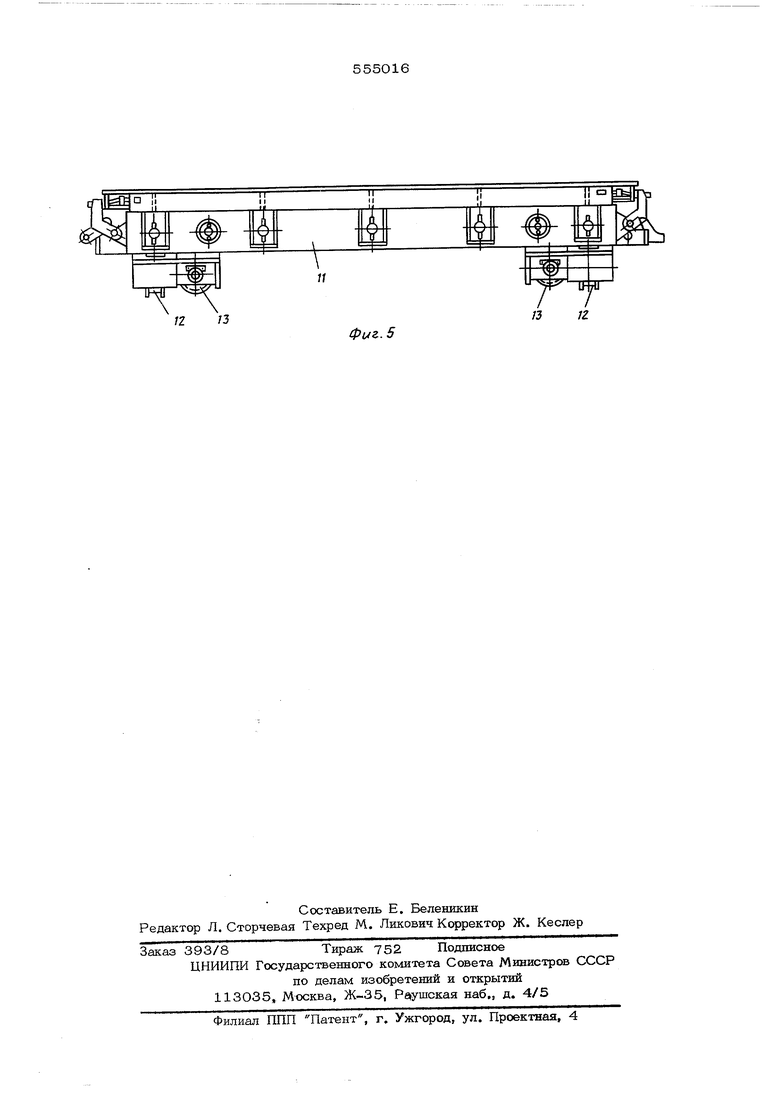
ке Б на фиг. 1; на фиг. 5 - общий вид фор мы-вагонетки со стороны поперечного борта Двухъярусная поточно-конвейерная лини содержит верхний и нижний ярусы 1 и 2. На верхнем ярусе 1 расположены посты по готовительных операций с устройствами 3 и 4 для распалубки и сборки, формовочные посты с бетоноукладчиком 5, вибронаПЯ1ЖОМ 6 и отделочными устройствами 7. Нижний ярус 2 представляет собой туннель ную, например, трапецеидальную продольного профиля, камеру термообработки. На каждом ярусе расположены рельсовы налравл5пощие, по которым перемешаются вплотную формы-вагонетки 8, На верхнем ярусе 1 формы-вагонетки 8 расположены длинной стороной вдоль оси линии, на нижнем ярусе - повернуты на 90 , т.е. короткой стороной вдоль оси линии и связаны друг с другом автосцепкой. На концах лиНИИ в приямках расположены подъемник 9 и снижатель 10. Форма-вагонетка 9 состоит из поддона 11с откидными продольными бортами, жес ко закрепленными поперечными бортами и прикрепленными к поддону 11 вдоль продольных его сторон буферами автосцепки. Снизу к поддону 11 прикреплены четыре колеса 12 продольного хода и перпендикулярно к ним - четыре колеса 13 поперечного хода. Колеса 12 и 13 имеют разную ширину колеи. Подъемник 9 выполнен с пла формой 14, на которой установлен цепной толкатель 15, имеющий тяговое усилие, достаточное для проталкивания всего поезда форм-вагонеток 8 на верхнем ярусе 1 и вытягивания поезда форм-вагонеток 8 на нижнем ярусе 2 линии. Платформа 14 имеет рельсовые пути, колея одного из которых соответствует колесам 12 продольного хода, а другая - колесам 13 поперечного хода форм-вагонеток 8, В верхней части подъемника 9 расположен механизм поворота 16, Он выполнен с укрепленными в верхней части подъемника 9 опорными рам ми 17. К рамам 17 прикреплен круговой рельс 18 с центральной поворотной опорой 19 (поворотной, например, с помощью гидроцилиндра), К опоре 19 щарнирно прикреплены стрелы 2О с катками 21, перемещаемыми по круговому рельсу 18. К грузовым стрелам 20 прикреплены откидные захваты 22. Снижатель Ю выполнен с пла формой 23, имеющей рельсовые пути, коле одного из которых сооответствует колесам 12 продольного хода, а другая колесам 13 поперечного хода форм-вагонеток 8. На платформе 23 укреплен цепной толкатель 24 с тяговым усилием, достаточны ДЛЯ подачи на платформу 23 одной формывагонетки 8 на нижнем ярусе 2. В верхней части снижателя Ю укреплен механизм поворота 16. Подъемник 9 и снижа- тель Ю выполнен с одинаковыми приводами подъемника, связанными с платформами 14 и 23 цепными тяговыми органами 25 и снабжены бетонными противовесами, обеспечивающими разгрузку тяговых цепей. Предлагаемая двухъярусная поточно-конвейерная линия работает следующим образом. Платформу 14 подъемника 9 опускают до отметки нижнего яруса 2 линии. Затем толкателем 15 вытягивают на платформу 14 форму-вагонетку 8 с нижнего яруса 2 и отцепляют ее от поезда. Толкателем 15 форму-вагонетку 8 пераглещают колесами 13 поперечног I -.ода по соответств тощему рельо ;viy пути платформы 14 так, чтобы ось формы-вагонетки 8 совпала с осью механизма, поворота 16. Форма-вагонетка 8 находится в положении, когда ее поперечные борта расположены параллельно оси конвейерной линии. Затем платформу 14 с вагонеткой 8 с помощью привода 24 поднимают вверх. При этом форма-вагонетка 8 вводится в механизм поворота 16, а откидные захваты 22 обхватъшают форму-вагонетку 8 и платформу 14 опускают вниз. Таким образом, происходит расстыковка формы-вагонетки 8 с платформой 14 подъемника 9. Далее с помощью например гидроцилиндра, поворачивают на 90 центрапьную опору 19 с грузовыми стрелами 29. При этом катки 21 перемещаются по круговому рельсу 18, а форма-вагонетка поворачивается на 90 в горизонтальной плоскости и ее продольные борта располагаются параллельно оси конвейерной линии. Далее платформу 14 поднимают вверх и форма-вагонетка 8 устанавливается колесами 12 на соответствующий рельсовый путь платформы 14, После этого откидные захваты 22 разводятся и платформа 14 с формой-вагонеткой 8 опускается до отметки верхнего яруса 1. Толкателем 15 проталкивают форму-вагонетку 8 до упора в крайнюю форму- агонетьку на один щаг. После этого платформа 14 опускается на уровень нижнего яруса 2, механизм поворота 16 возвращается в первоначальное положение и цикл повторяется. После передвижения форм-вагонеток 8 на один щаг на верхнем ярусе 1 производят распалубку изделий, подготовку формы для следующего цикла формования, укладку бетона бетоноукладчиком, уплотнение бетона вибронасадком 6 и отделочные работы. Одновременно с этим при передвижении поезда форм-вагонеток 8 на один шаг на верхнем ярусе последнюю форму-вагонетку 8 проталкивают на платформу 23 снижателя 10, которая установлена на отметке верхнего) яруса 1. Форма-вагонетка 8 захватывается толкателем 24 снижателя 10 и отцепляет- ся им от поезда форм-вагонеток. Форма-вагонетка устанавливается колесами 12 продольного хода на соответствующий рельсовый путь платформы 23, Платформу 23 с формой вагонеткой 8 приводом 25 поднимаю до ввода формы-вагонетки в механизм поворота 16. Далее платформу 23 спускают вниз, а форму-вагонетку механизмов поворота 16 поворачивают на 90 в горизонтал ной плоскости. При этом поперечные борта формы-вагонетки займут положение, параллельное оси линии. Затем поднимают платфо му 23 и форма-вагонетка колесами 13 поперечного хода устанавливается на соответс вующий рельсовый путь платформы 23, После этого механизм поворота 16 возвращают в первоначальное положение. Платформу 23 с формой-вагонеткой 8 опускают на уровень нижнего яруса 2 линии. Толкатель 24 снижателя 10 подает расположенную на платформе 23 форму-вагонетку 8 на рельсовые направляющие нижнего яруса 2 до сцепления ее с поездом форм нижнего яруса. Формула изобретения 1. Двухъярусная поточно-конвейерная линия для изготовления железобетонных изде- ЛИЙ , включающая формы-вагонетки, расположенные на верхнем ярусе посты подготовительных операций с устройствами для распалубки и сборки форм, формовочные посты с бетоноукладчиком, вибронасадком и отделочными устройствами, туннельную термокамеру, образующую нижний ярус, подъемник и снижатель с платформами для перевода форм-вагонеток с яруса на ярус и расположенные на каждом ярусе рельсовые направляющие, а также механизмы поворота форм-вагонеток в горизонтальной плоскости на 90 , и толкатели, отличающаяся тем, что, с целью упрощения конструкции, механизмы поворота установлены на подъемнике и снижателе, тоо1катели смонтированы на платформах подъемника и снижателя, а поддоны формвагонеток снабжены дополнительными колесами поперечного хода, колея которых отличается от колеи колес продольного хода. 2, Линия по п. 1, отличающаяс я тем, что механизмы поворота формвагонеток выполнены в виде опорных рам, установленных на подъемнике и снижателе, с круговыми рельсами и поворотной центральной опорой, к которой шарнирно прикреплены грузовые стрелы с роликами, опирающимися на круговые рельсы, и с захватами для форм-вагонеток.
tCi
/J .J в cf 22 21 2013 16 22 / /7/y////////////Y/Y///////y//y
8
24-7J
1Z
Ю
Фиг.J2 /J 20 21 W 1Л 7/У/У/У/Уу //7/У
11
ТГ51
Г
13 1Z
Фиг. 5


| название | год | авторы | номер документа |
|---|---|---|---|
| Двухъярусная поточно-конвейерная линия для изготовления железобетонных изделий | 1973 |
|
SU476990A1 |
| Двухъярусная конвейерная линия для изготовления изделий из бетонных смесей | 1989 |
|
SU1622126A1 |
| Двухъярусная конвейерная линия для изготовления строительных изделий | 1978 |
|
SU992188A1 |
| Установка для изготовления железобетонных изделий | 1973 |
|
SU475273A2 |
| Двухъярусная конвейерная линия для изготовления изделий из бетонных смесей | 1986 |
|
SU1433807A1 |
| Установка для изготовления железобетонных изделий | 1981 |
|
SU1020247A1 |
| ДВУХЪЯРУСНЫЙ СТАН для ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ НЗДЕЛИЙВСЕСОЮЗНАЯliAKHTBO^T^KliH'infAfБИБЛИОТЕКА | 1971 |
|
SU306002A1 |
| Двухъярусная конвейерная линия для изготовления железобетонных изделий | 1978 |
|
SU1278220A1 |
| Двухъярусная конвентерная линия для изготовления железобетонных изделий | 1981 |
|
SU977173A1 |
| Двухъярусный стан для изготовления плоских железобетонных изделий | 1964 |
|
SU235587A1 |