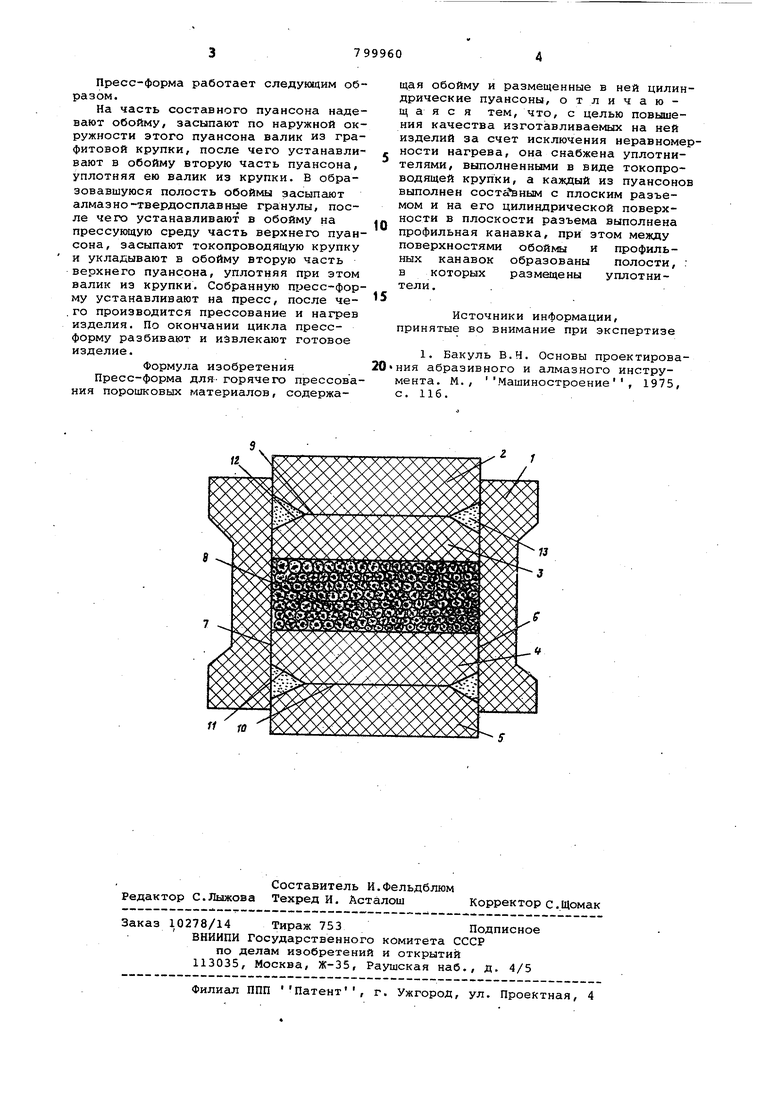
Изобретение относится к обработке материалов давлением, а именно к кон струкциям пресс-форм для горячего пр сования, Известна пресс-форма для горячего прессования порошковых материалов, содержащая обойму и размещенные в не I цилиндрическиепуансоны. В этом устройстве прессование изделия осуществ ляется под высоким давлением при нагреве деталей пресс-формы прямым про пусканием электрического тока через обойму и пуансоны 1 . Недостаток известного устройства заключается в том, что при плохом контакте между пуансонами л обоймой вследствие их износа нагрев неравномерен, что приводит к браку изделия. Цель изобретения - повышение качества изготавливаемых изделий за счет исключения неравномерности нагрева. Указанная цель достигается тем, что устройство снабжено уплотнителями, выполненными в виде токопроводящей крупки, а каждый из пуансонов вы полнен составным.с плоским разъемом и на его цилиндрической поверхности в плоскости разъема выполнена профил ная канавка, при этом между поверхностями обоймы и профильных канавок образованы полости/ в которых размещены уплотнители. На чертеже представлена конструкция пресс-формы. Пресс-форма состоит из обоймы 1, верхнего пуансона, состоящего из двух (или более) частей 2 и 3, и нижнего пуансона, также выполненного из двух (или более) частей 4 и 5/ входящих в обойму и контактирующих с ней по цилиндрическим поверхностям 6 и 7. Пуансоны и обойма образуют камеру 8 для засыпки алмазной или абразивной массы. В плоскостях разъема пуансонов 9 и 10 выполнены канавки 11 и 12, в которых размещены уплотнители 13, выполненные из токопроводящей крупки. Размер крупки принимают равным 20001 мкм, так как с уменьшением размеров крупки увеличивается плотность ее засыпки и улучшается контакт. В качестве уплотнителей могут быть использованы отходы графитового производства. Форма канавок в пуансонах может быть прямоугольной, треугольной, круглой и др. В пуансонах может быть выполнен один или более разъемов в зависимости от их размеров.
Пресс-форма работает следующим образом.
На часть составного пуансона надевают обойму, засыпают по наружной окружности этого пуансона валик из графитовой крупки, после чего устанавливают в обойму вторую часть пуансона, уплотняя ею валик из крупки. В образовавшуюся полость обоймы засыпают алмазно-твердосплавные гранулы, после чего устанавливают в обойму на прессующую среду часть верхнего пуансона, засыпают токопроводящую крупку и укладывают в обойму вторую часть верхнего пуансона, уплотняя при этом валик из крупки. Собранную пресс-форму устанавливают на пресс, после чего производится прессование и нагрев изделия. По окончании цикла прессформу разбивают и извлекают готовое изделие.
Формула изобретения
Пресс-форма для- горячего прессования порошковых материалов, содержащая обойму и размещенные в ней цилиндрические пуансоны, отличающаяся тем, что, с целью повышения качества изготавливаемых на ней изделий за счет исключения неравномерности нагрева, она снабжена уплотнителями, выполненными в виде токопроводящей крупки, а каждый из пуансонов выполнен состйьным с плоским разъемом и на его цилиндрической поверхности в плоскости разъема выполнена профильная канавка, при зтом между поверхностями обоймы и профильных канавок образованы полости, : в которых размещены уплотнители . .
Источники информации, принятые во внимание при экспертизе
1. Бакуль В.Н. основы проектирова20«НИН абразивного и алмазного инструмента. М., Машиностроение, 1975, с. 116.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для горячего прессования | 1986 |
|
SU1470457A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНСТРУМЕНТА | 1993 |
|
RU2071913C1 |
| Многоместная графитовая пресс-форма для горячего прессования | 1980 |
|
SU933256A1 |
| УСТРОЙСТВО ДЛЯ НАГРЕВА ПОРОШКОВ ПРЯМЫМ ПРОПУСКАНИЕМ ЭЛЕКТРИЧЕСКОГО ТОКА ПРИ ГОРЯЧЕМ ПРЕССОВАНИИ | 2007 |
|
RU2354499C1 |
| Способ получения деталей из дисилицида титана | 1990 |
|
SU1731440A1 |
| Пресс-форма для прессования изделий из порошковых корундомуллитовых смесей с профильными углублениями на боковых поверхностях | 2020 |
|
RU2761899C1 |
| СПОСОБ ГОРЯЧЕГО ПРЕССОВАНИЯ ТВЕРДЫХ ТРУДНОДЕФОРМИРУЕМЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2451576C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ ИЗ ПОРОШКА КАРБИДА БОРА МЕТОДОМ ГОРЯЧЕГО ПРЕССОВАНИЯ | 1999 |
|
RU2154549C1 |
| Способ прессования многослойных изделий с вертикальным расположением слоев | 1979 |
|
SU856656A1 |
| Способ изготовления вставки бурового алмазосодержащего инструмента | 1980 |
|
SU984684A1 |
