(54) УСТРОЙСТВО ДЛЯ ПОДАЧИ ЭТИКЕТОК К УПАКОВОЧНЫМ
МАШИНАМ
полнены в виде стержней и взаимодействуют с упорным рычагом, расположенным на каркасе устройства, а тот, в свою очередь, - с кулачком, установленньом на подвижной штанге конвейера. Привод цепи включает фрикционную и обгонную муфты, расположенные на оси приводной звездочки.
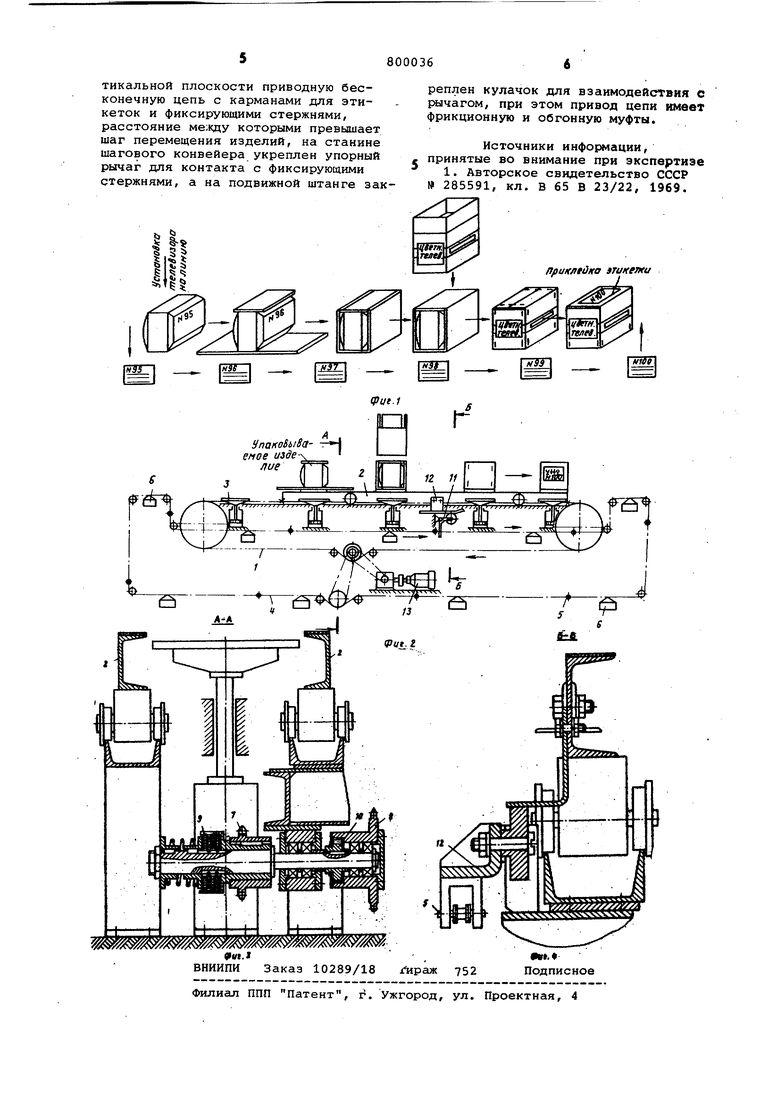
На фиг. 1 дана технологическая схема последовательности выполнения операций по упаковке телевизора на упаковочных линиях; на фиг. 2 - кинематическая схема транспортирующего устройства с передающим механизмом; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 2 .
Устройство содержит конвейер, выполненный в виде двух замкнутых цепей 1 с закрепленными на них штангами 2, служащий для перемещения упаковываемого изделия с одной позиции на другую. Подъемные столы 3 предназначены для съема изделий со штанг конвейера и для выполнения на них операций по упаковке. Передающий механизм выполнен в виде вертикально замкнутой цепи 4, в звеньях которой закреплены фиксирующие стержни 5 и карманы 6, предназначенные для укладки в них этикеток. Карманы и фиксаторы размещены по длине цепи с равным шагом, но большим шага перемещения упаковываемого изделия. Передающий механизм предназначен для транспортирования этикеток с опережением относительно подаваемого изделия и их точного останова в рабочей зоне. Привод цепи механизма осуществляется от цепи 1 конвейера чере цепную передачу с промежуточной звездочкой 7 и приводную звездочку 8, на оси которой размещены фрикционная муфта 9 и обгонная муфта 10.
На раме конвейера установлен упор 11, выполненный в виде поворотного рычага с возможностью взаимодействия с кулачком 12, установленным на штанге конвейера, и с возможностью взаимодействия со стержнями 5 цепи передающего механизма.
Возвратно-поступательное движение конвейера осуществляется от привода 13 через цепную передачу.
Устройство работает следующим образом.
Перед началом работы платформы столов находятся в поднятом положени и на них установлены телевизоры, а штанги 2 конвейера находятся в крайнем левом положении. По окончании упаковочных операций на всех позициях платформы столов опускаются, и телевизоры устанавливаются на штанги конвейера, после чего включают привод 13 конвейера. От привода 13 через цепную передачу получает движение цепь 1, Закрепленная на штангах Iконвейера, вследствие чего штанги с установленными на них телевизорами
начинают перемещаться вправо. Одновременно от цепи 1 через цепную пердачу, промежуточную звездочку 7, фрикционную муфту 9 и обгонную муфту 10 с приводной звездочкой 8 начинает движение цепь 4 передающего механизма, к.оторая переносит укрепленные на ней карманы 6 с одной позиции на другую. Кинематической связью предусмотрено движение цепи с более высокой скоростью, чем движние штанг 2. Это выполнено с целью опережения движения карманов с зтикеткой относительно движения телевизоров для подачи карманов б в удобную для обслуживания зону, а именно: на первой позиции карман подается в зону перед конвейером, на последней - в зону за конвейером. В крнце хода конвейера кулачок 12, установленный на штанге, находит на ролик упора 11, который поворачивается вокруг оси и своим рычагом заходит в зону движения цепи 4, стержни 5 которой упираются в рычаг упора 11 и при продолжении движения штанг цепь 4 останавливается срабатывает фрикционная муфта 9, вследствие чего карманы останавливаются точно в заданной зоне. Для достижения этой цели карманы расположены на цепи 4 с шагом, большим шага перемещения телевизора.
После остановки штанг в крайнем правом положении платформы столов поднимаются и снимают телевизоры со штанг конвейера, затем включаетс привод 13 конвейера на обратный ход и штанги перемещаются влево в исходное положение, при этом цепь 4 с карманами 6 остается неподвижной, так как начинает работать обгонная муфта 10.
После возвращения штанг в исходное положение привод 13 отключается
После завершения упаковочных операций на всех позициях начинается новый цикл работы устройства.
Использование предлагаемого устройства позволяет автоматизировать подачу этикеток при работах на упаковочных линиях, что исключает возможность ошибки в приклейке на коробку этикетки, не соответствующей упакованному изделию и, кроме того, снижает трудоемкость упаковочных работ, повышает производительность работы упаковочных линий.
Формула изобретения
Устройство для подачи этикеток к упаковочным машинам, содержащее шаговый конвейер для изделий с подвижной штангой, отличающееся тем, что, с целью повышения точности подачи этикеток к изделиям, оно имеет установленную в вер
| название | год | авторы | номер документа |
|---|---|---|---|
| АППАРАТ ДЛЯ ЭТИКЕТИРОВАНИЯ ИЛИ ПРИКРЕПЛЕНИЯ ТОНКИХ ЛИСТОВЫХ ИЗДЕЛИЙ К ПЛОСКИМ ПОВЕРХНОСТЯМ УПАКОВОК | 1996 |
|
RU2094340C1 |
| Установка для ассортиментного комплектования контейнеров лотками с хлебобулочными изделиями | 1974 |
|
SU552945A1 |
| АППАРАТ ДЛЯ ЭТИКЕТИРОВАНИЯ ИЛИ ПРИКРЕПЛЕНИЯ ТОНКИХ ЛИСТОВЫХ ИЗДЕЛИЙ К ПЛОСКИМ ПОВЕРХНОСТЯМ ПРЯМОУГОЛЬНЫХ УПАКОВОК | 1997 |
|
RU2109664C1 |
| Формирователь ряда изделий с заданным шагом | 1980 |
|
SU885033A1 |
| Стан для изготовления сварныхЕМКОСТЕй | 1979 |
|
SU829367A2 |
| Устройство для сортировки труб прямоугольного сечения | 1987 |
|
SU1484390A1 |
| Устройство для сортировки и укладки в накопители длинномерных изделий | 1986 |
|
SU1523500A1 |
| Роторный штамповочный пресс для изготовления двухслойных брикетов | 1990 |
|
SU1752577A1 |
| Устройство для укладки длинномерных изделий в пакет | 1989 |
|
SU1756248A1 |
| Машина для упаковывания в ящик штучных изделий | 1979 |
|
SU956355A1 |
