1
Изобретение относится к устройствам для разделения потока штучных предметов и формирования нз них ряда с заданным шагом и может быть использовано в промышленности строительных материалов, например в автоматах-пакетировщиках кирпича и керамических камней на обжиговые вагонетки.
Известен механизм группирования ряда универсального укладчика СМ917, содержащий приемный транспортер, кантователь, перегрузочный столик и транспортер- груп- JQ пирователь ряда. Пульсирующий характер движения перечисленных механизмов обеспечивается двумя приводами. Конструкция приводов позволяет путем переключения их получить различные шаги приемного транспортера 1J.15
Недостатком данного механизма является его сложность.
Наиболее близкий к предлагаемому формирователь ряда изделий с заданным шагом содержит подающий и отводящий конвейеры , кантователь с кантующими стерж- 20 нями, муфту свободного хода, поворотный упор и кулачковый механизм. Толкатель кулачкового механизма соединен с поворотным упором, ведущее звено муфты сво.бодного хода связано с приводом прступа: тельного перемещения и жестко соединено с кулачком, а -ведомое звено муфты установлено на валу ведущей звездочки отводящего конвейера. Кантователь содержит диски, свободно установленные на валу ведомой звездочки и соединенные с ней посредством муфт предельного момента, а на внешних сторонах дисков выполнены ограничители, между которыми шарнирно установлены кантующие стержни 2. t
Однако это устройство также отличается конструктивной сложностью. Наличие холостого хода привода поступательного перемещения снижает производительность. Кроме того, в известном формирователе возможно формирование ряда изделий установленных только по одному в шаге, и невозможно применить программное устройство для изменения количества изделий в шаге, что снижает технологические возможности формирователя.
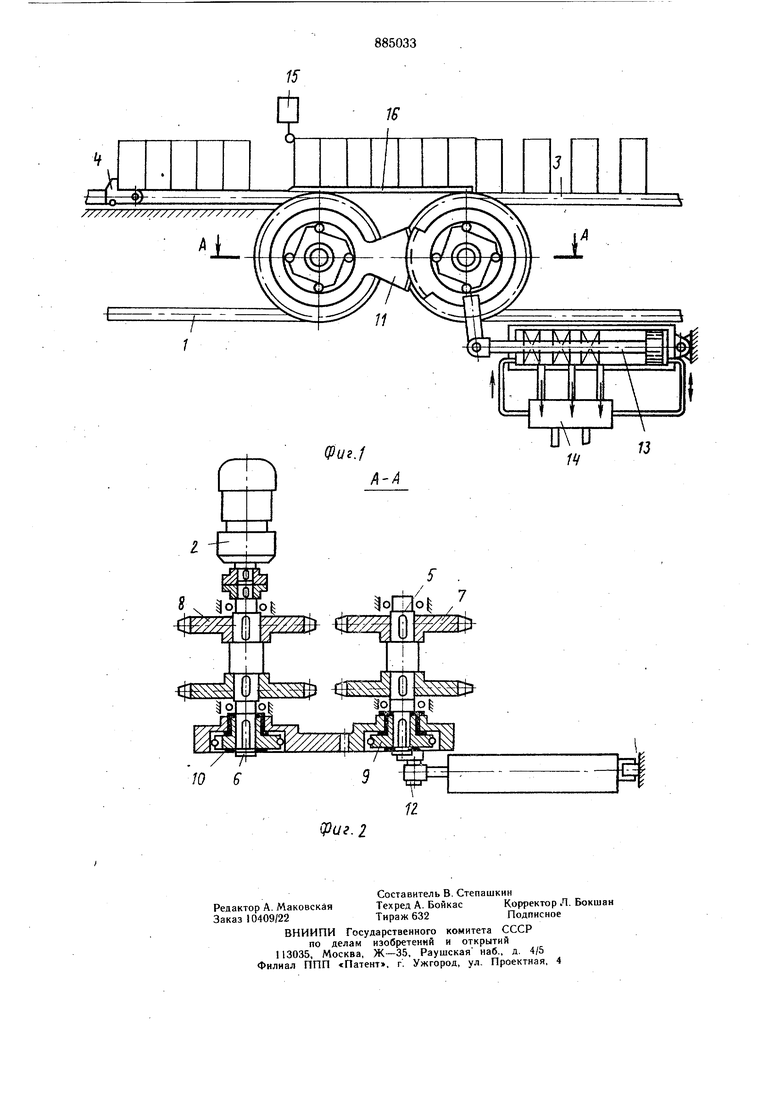
Цель изобретения - упрощение конструкции формирователя и повышение произво днтельности. Указанная цель достигается тем, что формирователь ряда изделий с заданным шагом, содержащий подающий и отводящий конвейеры, установленную на ведущем валу отводящего конвейера обгонную муфту и привод поступательного перемещения, снабжен дополнительной обгонной муфтой, установленной на ведущем валу подающего конвейера, при- этом ведущее звено обгонной муфты подающего конвейера кинематически связано с ведущим звеном обгонной муфты, отводящего конвейера. Кроме того, с целью расширения технологических возможностей формирователя, привод поступательного перемещения снабжен программным устройством изменения величины хода привода. На фиг. I изображен формирователь ряда изделий, общий вид; на фиг. 2 - разрез А-А на фиг. 1. Формирователь содержит подающий конвейер 1 с приводом 2 и отводящий конвейер .3.. Оба конвейера выполнены в виде гибких бесконечных цепей. Цепи подающего конвейера выполнены с упорами 4. На ведущих валах 5 и 6 каждого из конвейеров жестко посажены звездочки 7 и 8 и ведомые звенья обгонных муфт 9 и 10, ведущие звенья которых зубчатой передачей 11 связаны между собой, а рычагом 12 - со щтоком гидроцилиндра 13, соединенного с программным устройством 14. Управление приводом 2 и программным устройством 14 осуществляется датчиком 15,. установленным в зоне сплошного потока изделий, перемещаемых по столу 16. Стол 16 может быть выполнен в виде рольганга тогда цепи подающего конвейера могут быть, без упоров 4. Формирователь работает следующим образом. Сплошной поток изделий, перемещаясь с подающего конвейера 1 на стол 16, воздeйcтвyet на датчик 15, при этом отключается привод 2 подающего конвейера и включается ход вперед гидроцилиндра 13 через программное устройство 14. При перемещении щтока гидроцилиндра вперед муфта 9 при помощи рычага 12 совершает рабочий ход, а муфта 10, связанная с муфтой 9 зубчатой передачей 11, совершает свободный ход. При этом ведущие звездочки 7 отводящего конвейера 3 поворачиваются на заданный угол и изделие вместе с цепяМИ отводящего конвейера перемещается на определенный шаг. При ходе штока гидроцилиндра назад осуществляется свободный ход муфты 9 и одновременно рабочий ход муфты 10. При этом поворачиваются на заданный угол ведущие звездочки 8 подающего конвейера I и изделия перемещаются упорами 4 со стола 16 на неподвижный отводящий конвейер 3. Далее цикл формирования ряда изделий с заданным шагом повторяется. В соответствии с задаваемой программой величина хода щтока гидроцилиндра меняется. При увеличении хода штока соответственно увеличивается ход цепи конвейеров, и тогда подающий конвейер передает на отводящий конвейер не одно изделие ,а группу изделии и формируется ряд групп изделий с заданным щагом. Предложенное устройство отличается от известного простой конструкцией. Кроме того, формирователь имеет более широкие технологические возможности. Формула изобретения 1.Формирователь ряда изделий с заданным щагом, содержащий подающий и отводящий конвейеры, установленную на ведущем валу отводящего конвейера обгонную муфту и привод поступательного перемещения, отличающийся тем, что, с целью упрощения конструкции и повыщения производительности, он снабжен дополнительной обгонной муфтой, установленной на ведущем валу подающего конвейера, при этом ведущее звено обгонной муфты подающего конвейера кинематически связано с ведущим звеном обгонной муфты отводящего конвейера. 2.Формирователь по п. 1, отличающийся тем, что, с целью расширения технологических возможностей, привод поступательного перемещения снабжен программным устройством изменения величины хода привода. Источники информации, принятые во внимание при экспертизе 1.Роговой М. И. и др. Оборудование для комплексной механизации производства стеновой керамики М., «Машиностроение, 1964, с. 142-143. 2.Авторское свидетельство СССР Ко 622678, кл. В 28 В 15/00, 1974.

| название | год | авторы | номер документа |
|---|---|---|---|
| Формирователь ряда изделий с заданным шагом | 1974 |
|
SU622678A1 |
| Кантователь | 1981 |
|
SU994378A1 |
| УСТРОЙСТВО для УКЛАДКИ КИРПИЧА-СЫРЦА НА ВАГОНЕТКУ | 1973 |
|
SU368043A1 |
| Устройство для укладки в пакет металлических чушек | 1982 |
|
SU1066922A1 |
| Автомат для садки кирпича на печные вагонетки | 1983 |
|
SU1104023A1 |
| Пульсирующий конвейер с регулируемым шагом | 1981 |
|
SU988691A1 |
| Устройство для формирования слоя изделий | 1991 |
|
SU1828429A3 |
| Устройство для подачи этикеток купАКОВОчНыМ МАшиНАМ | 1979 |
|
SU800036A1 |
| Поточная линия ультразвукового контроля изделий с цилиндрическими поверхностями и автомат сканирования ультразвуковым преобразователем | 1985 |
|
SU1363056A1 |
| Поточная линия для обработки штучных длинномерных изделий | 1979 |
|
SU880505A1 |