Изобретение относится к контрольно-сортировочной технике в машиностроении и может быть использовано для сортировки длинномерных изделий, например труб, досок и пр.
Целью изобретения является расширение технологических возможностей и снижение энергоемкости.
На фиг. 1 изображено устройство, общий вид, вид сверху; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид Б на фиг. 1; на фиг. 4 - вид В на фиг.1; на фиг. 5 - вид Г на фиг. 1; на фиг. 6 - вид Д на фиг.1; на фиг.7 - механизм кантования; на фиг. 8 - узел I на фиг. 4; на фиг. 9 - узел II на фиг. 5; на фиг. 10 - сечение Е-Е на фиг. 8; на фиг 11 - вид Ж на фиг. 9; на-фиг. 12 и 13 - установка
путевых контактных датчиков на неподвижных направляющих; на фиг. 14 - вид 3 на фиг. 12; на фиг. 15 - вид И на фиг, 13; на фиг. 16 - вид К на фиг. 14.
Устройство для сортировки труб прямоугольного сечения содержит установленные на раме t приемный механизм в виде стола 2 и на подшипниках 3 поворотный вал 4 с короткими рычагами 5 и фигурными удлиненными рычагами 6. Короткие рычаги 5 шарнирно связаны со штоком 7 пневмоцилиндра 8, который посредством подшипников 9 шарнирно закреплен к раме 1.
На раме 1 смонтированы направляющие 10 цепей 11 поперечного транспортера. Привод цепей 11 поперечного транспортера осуществляется от электЈь
00 Ј ОЭ СО
родвигателя 12 через редуктор 13, валы 14 и звездочки 15. Натяжение цепей 11 осуществляется посредством роликов 16 и натяжного устройства (не показано).
Механизм кантования имеет два поперечных ряда дисков М и 18, установленных посредством валов 19 и подшипников 20 в одной плоскости на раме 1. В первом поперечном валу расположены диски 17, а во втором поперечном ряду - диски 18, причем в каждом ряду дисков 17 и 18 может быть по два и более, что определяется наибольшей длиной сортируемых труб 21 Привод дисков 17 и 18 механизма кантования осуществляется от электродвигателя 22 через редуктор 23, валы 24 звездочки 25, бесконечные цепи 26 и звездочки 27, жестко закрепленные на валах 19. При этом диски 17 и 18 имеют прямоугольные открытые пазы 28 труб 21.
На выходе поперечного транспорте- ра на раме 1 установлены ряды карманов 2.9-31, выполненные в виде стоек 32,
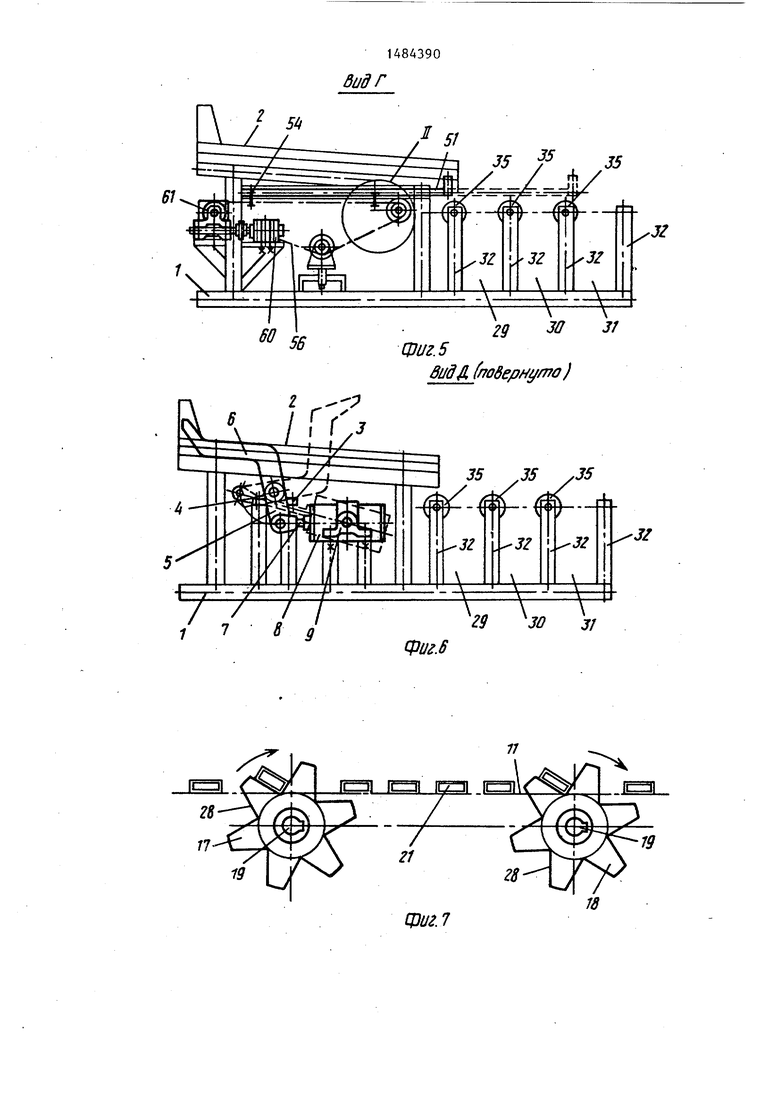
Над карманами 29 и 30 расположены горизонтальные полые прямоутоль- ные в сечении штанги 33, которые установлены с возможностью возвратно- поступательного перемещения в неподвижных направляющих 34 и в профильных роликах 35. Неподвижные направ- ляющие 34 закреплены на стойках 36 стола 2 и имеют сквозные продольные пазы 37 и 38. Ролики 35 закреплены на стойках 36 стола 2 и стойках 32 карманов 29 и 30. Один конец 39 каж- дои штанги 33 через пазы 37 и 38 своих неподвижных направляющих 34 связан посредством пластин 40 и болтовых соединений 41 с верхними ветвями бесконечных приводных цепей 42, а на другом конце 43 каждой из штанг 33 выполнены скосы. Один конец 44 пластин 40 развернут на 90°, а другой конец 45 изогнут под прямым утлом. Бесконечные цепи 42 установлены на звездочках 46 и роликах 47, которые закреплены на стойках 36. Звездочки 46 закреплены на валу 48, который установлен на подшипниках, смонтированных на раме 1. Привод штанг 33 осуществляется от электродвигателя 49 через редуктор 50, звездочки 46 и вал 48 с бесконечными цепями 42.
5 0
5
0 $ о
0
Механизм сортировки содержит горизонтально расположенные полые прямоугольные в сечении штанги 51, которые установлены с возможностью BOSI- вратно-поступательного перемещения в неподвижных направляющих 52. Направляющие 52 закреплены на стойках 36 и имеют сквозные продольные пазы 53. Один конец 54 каждой штанги 51 через пазы 53 своих направляющих 52 связан посредством болтовых соединений 55 с верхними ветвями бесконечных приводных цепей 56. На конце штанги 51 закреплен толкатель. Бесконечные цепи 56 установлены на звездочках 57 и роликах 58, которые смонтированы на стойках 36. Звездочки 5V смонтированы на валу 59, который установлен на подшипниках, смонтированных на раме 1. Привод штанг 51 осуществляется от электродвигателя 60 через редуктор 61, звездочки 57 и вал 59 с бесконечными цепями 56.
Штанги 33, поворотный вал 4 с рычагами 5 и 6 и их приводы расположены под столом 2, а наружные поверхности верхних ветвей бесконечных цепей 11 поперечного транспортера расположены над столом 2.
На обоих концах одной из неподвижных направляющих 34 штанг 33 установлены с возможностью регулировки контакта путевые датчики 62, а на верхней ветви бесконечной цепи 42 закреплен флажок. Аналогичным образом на обоих концах одной из неподвижных направляющих 52 установлены с воэмак- ностью регулировки контактные путевые датчики 63, а на верхней ветви бесконечной цепи 56 закреплен флажок. Контактные датчики 62 и 63 снабжены контактами соответственно 64 и 65 и упругими элементами 66. Один конец упругих элементов 66 связан с контактами 64 и 65, а другой конец упругих элементов 66 закреплен с возможностью регулировки в опоре 67. Контакты 64 контактных датчиков 62 выполнены U-образной формы из металлических пластин, а контакты 65 контактных датчиков 63 выполнены в виде металлических щеток. Упругие элементы 66 выполнены в виде резиновых пластин или в виде резиновых трубок.
Контактные датчики 62 служат для автоматического отключения электродвигателя 49 привода штанг 33 при
подходе штанг 33 в одно из крайних положений. Контактные датчики 63 служат для автоматического отключения электродвигателя 60 привода гатан 51 механизма сброса при подходе штан 51 в одно из крайних положений.
Устройство работает следующим образом.
Пакеты труб прямоугольного сечения краном укладывают на стол 2 приемного механизма. Посредством дисков 17, расположенных в первом поперечном ряду, трубы 21 удерживаются от рассыпания на столе 2. От электродвигателя 22 вращение передается через редуктор 23, валы 24, звездочки 25, бесконечные цепи 26, звездочки 27, на диски 17 и 18. При этом трубы 21 по одной сначала попадают в открытые пазы 28 первого поперечного ряда и, повернувшись на 180° посредством вращающихся дисков 17, укладываются по одной на бесконечные цепи 11 поперечного транспортера. Далее трубы 21 посредством цепей 11 перемещаются к дискам 18 второго поперечного ряда. По мере поступления трубы 21 попадают в открытые пазы 28 дисков 18 и, повернувшись на 180 , укладываются по одной на бесконечные движущиеся цепи 11 поперечного транспортера. В это время все четыре поверхности труб 21 проверяют контролеры, которые отмечают дефекты, а оператор направляет проверенные трубы 21 по одному из трех направлений: в карман 29 годных труб, в карман 30 труб, требующих ремонта (зачистку) по наружным дефектам, и в карман 31 для правки труб.
При поступлении на выходную часть поперечного транспортера годные тру- бы сбрасываются посредством цепей 11 в карман 29. При этом штанги 33 находятся в исходном положении.
При поступлении на выходную часть поперечного транспортера труб 21, требующих ремонта по наружным дефектам, выключаются электродвигатель 22 механизма поштучной загрузки и электродвигатель 12 поперечного транспортера, включается электродвигатель 49, от которого вращательное движение передается через редуктор 50, вал 48, звездочки 46 на бесконечные цепи 42. Цепи 42 перемещают штанги 33 по направляющим 34 и профильным
5
10
4843906
роликам 35. Как только штанги 33 перекроют карман 29, отключается электродвигатель 49 и одновременно включается электродвигатель 12 поперечного транспортера и электродвигатель 22 механизма поштучной загрузки. Цепями 11 трубы сбрасываются на штанги 33, выключаются электродвигатели 22 и 12, включается электродвигатель 60. От электродвигателя 60 движение передается через редуктор 61, вал 59, звездочки 57 на бесконечные цепи 56. От верхних ветвей
15 бесконечных цепей 56 перемещаются штанги 51 по неподвижным направляющим 52 и сталкивают трубу со штанг 33 в карман 30. После этого включается реверс электродвигателя 60 и
2о штанги 51 возвращаются в исходное положение. При подходе штанг 51 в исходное положение происходит контактирование флажка, закрепленного снизу на верхней ветви бесконечной
25 цепи 56 с контактами 64 соответствующего датчика 62, и выдается сигнал на выключение электродвигателя 60 привода штанг 51. Затем одновременно включаются электродвигатель 12
30 привода цепей 11 и электродвигатель 22 привода дисков 17 и 18. При поступлении трубы, отмеченной для прав5
0
ки, выключаются электродвигатели 22 и 12, включается электродвигатель 49 и штанги 33 аналогичным образом перекрывают карманы 29 и 30. При подходе штанг 33 в переднее положение происходит контактирование флажка, закрепленного снизу на верхней ветви бесконечной цепи 42, с контактами 64 соответствующего датчика 62 и выдается сигнал на выключение электродвигателя 49 привода штанг 33. Далее включаются одновременно электс родвигатель 12 привода цепей 11 и электродвигатель 22 привода дисков 17 и 18. Посредством цепей 11 труба,
помеченная для правки, будет сброшена на штанги 33, одновременно выключаются электродвигатели 22 и 12, вклю -i чается электродвигатель 60 привода штанг 51. Штанги 51 перемещаются и сбрасывают трубу со штанг 33 в карман 31. Затем включается реверс электродвигателей 49 и 60 и штанги 33 и 51 возвращаются в исходное положение. Устройство готово к приему очередной партии или отдельных квадратных- труб.
0
5
При необходимости передачи труб со стола 2 на цепи 11 поперечнбго транспортера подается импульс на включение пневмоцилиндра 8. Шток 7 пневмоцилиндра 8 передает усилие через короткие рычаги 5 и поворотный вал 4 на удлиненные рычаги 6. Посредством рычагов 6 осуществляется комбинированное движение прямоугольных труб, которое состоит из передвижения в продольном направлении и одновременного подъема.
Формула изобретения
1. Устройство для сортировки труб прямоугольного сечения, содержащее установленные на раме приемный механизм, механизм поштучной загрузки, механизм сортировки, карманы для рассортированных труб и датчики путевого контроля, о тличающе- е с я тем, что, с целью расширения технологических возможностей и сни- жения энергоемкости, оно снабжено поперечным цепным транспортером, смонтированным между приемным механизмом и карманами для рассортированных труб, и механизмом кантования, раз- неценным под поперечным цепным транспортером и состоящим из по меньшей мере одного приводного посредством цепного привода вала, на концах которого смонтированы рабочие диски с
расположенными по периферии открытыми пазами, приемный механизм состоит из приемного стола, установленного под ним вала с закрепленными на нем по менвшей мере двумя фигурными рычагами и пневмоцилиндра, шток которого шарнирно соединен с фигурными рычагами, установленными с возможностью подъема выше уровня приемного стола в момент передачи труб, механизм сортировки состоит из смонтированных в горизонтальных направляющих с возможностью возвратно-поступательного перемещения по меньшей мере двух поддерживающих штанг и двух сбрасывающих штанг, двух автономных цепных реверсивных приводов и смонтированных на раме стоек с закрепленными на них осями, на которых свободно установлены ролики, расположенные на траектории перемещения поддерживающих штанг, при этом в нижней стенке направляющих штанг выполнены продольные сквозные пазы, а штанги связаны с цепями соответствующих приводов с помощью пластин, размещенных в пазах направляющих.
2. Устройство по п. 1, отличающееся тем, что каждая сбрасывающая штанга снабжена толкателем, закрепленным на конце штанги, а концы поддерживающих штанг выполнены с эаходным скосом для взаимодей-; ствия с роликами.
9О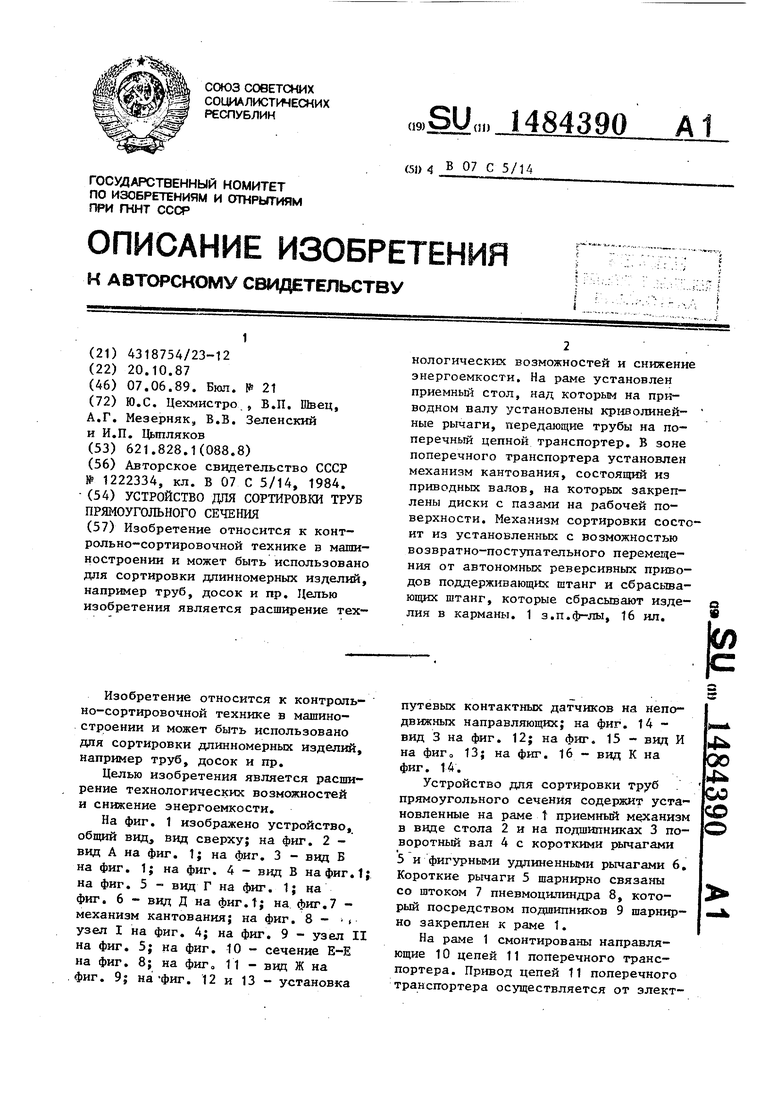



| название | год | авторы | номер документа |
|---|---|---|---|
| Перегрузочное устройство | 1987 |
|
SU1602833A1 |
| УСТРОЙСТВО для УКЛАДКИ в СТОПУ плоских | 1973 |
|
SU393177A1 |
| Машина для печатания тканей | 1975 |
|
SU562444A1 |
| Машина для печатания тканей | 1976 |
|
SU674936A1 |
| Установка для формирования настилов полотен эластичного материала | 1982 |
|
SU1079577A1 |
| Машина для печатания тканей | 1977 |
|
SU802091A1 |
| Линия для производства формового хлеба | 1980 |
|
SU938878A1 |
| Машина для удаления растений | 1988 |
|
SU1628875A1 |
| Установка для съема кирпича-сырца со стола револьверного пресса и перемещения его на полочную вагонетку | 1960 |
|
SU139590A1 |
| Устройство для транспортировки материала в виде кирпича для огнеупорной облицовки резервуара с отверстием и выступом | 1978 |
|
SU1176824A3 |



Изобретение относится к контрольно-сортировочной технике в машиностроении и может быть использовано для сортировки длинномерных изделий, например труб, досок и пр. Целью изобретения является расширение технологических возможностей и снижение энергоемкости. На раме установлен приемный стол, над которым на приводном валу установлены криволинейные рычаги, передающие трубы на поперечный цепной транспортер. В зоне поперечного транспорета установлен механизм кантования, состоящий из приводных валов, на которых закреплены диски с пазами на рабочей поверхности. Механизм сортировки состоит из установленных с возможностью возвратно-поступательного перемещения от автономных реверсивных приводов поддерживающих штанг и сбрасывающих штанг, которые сбрасывают изделия в карманы. 1 з п.ф-лы, 16 ил.
Јi 3 5
ON
1Ј 0Ј 6Z
$Ј
Ч лг бг
5Ј &
Si
Of 61
( ow/)MJ9gotJ)
2 ™ФSI U I
№Пф
Я
ЈЖФ
vm
61
9 2ПсЬ
(ou/faddgouj tfgng
5 2Лф 0Ј 62
06CV8VI
&
9S
J6ng
Ж
56
Е-Е
Фиг.Ю
33
фиг.й
51
Фиг.9
вид
фиг. 11
Ш
3
61
LJ
Ц)иг.п
Вид Ј
67
r
1
и
63
i
«
LJ
Фиг. 13
Вид: И
Фиг. 15
вид Ц
фиг. 16
| Устройство для сортировки пиломатериалов | 1984 |
|
SU1222334A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
