1
Изобретение относится к технологическому оборудованию для переработки арматурной стержневой стали на предприятиях железобетонного судостроения и строительной индустрии, для изготовления монолитов и изделий типа судовых секций, колонн, тлит и банок.
Известно устройство для псиатучного отделения и вьадачи из пакета длинномерных изделий, преимущественно стержней, содержащее последовательно установленные на общей раме механизм поштучного отделения изделий и механизм их выдачи, выполненный в виде двух подающих роликов Г}
Недостатком известного устройства является то, что отделение одного изделия из пачки осуществляется клещевым захватом, манипуляции которым осуществляются вручную. Кроме того, фиксированное положение приводного ролика и подвижная конструкция прижимного ролика приводят к отклонению оси подачи при различных диаметрах подаваемых стержней.
Цель изобретения - повышение производительности устройства.
Указанная цель достигается тем, что механизм поштучного отделения
изделий содержит установленные на раме качающуюся от привода в вертикальной плоскости вилку с закрепленными на ней отсекателями и неподвижную секторную пластину с вертикальным пазом, при этом устройство снабжено датчиком контроля отделенных изделий от пакета, а подающие ролики выполнены приводными и снаб0жены синхронизатором их работы,причем датчик контроля содержит подпружиненный рычаг и взаимодействующий с ним бесконтактный выключатель.
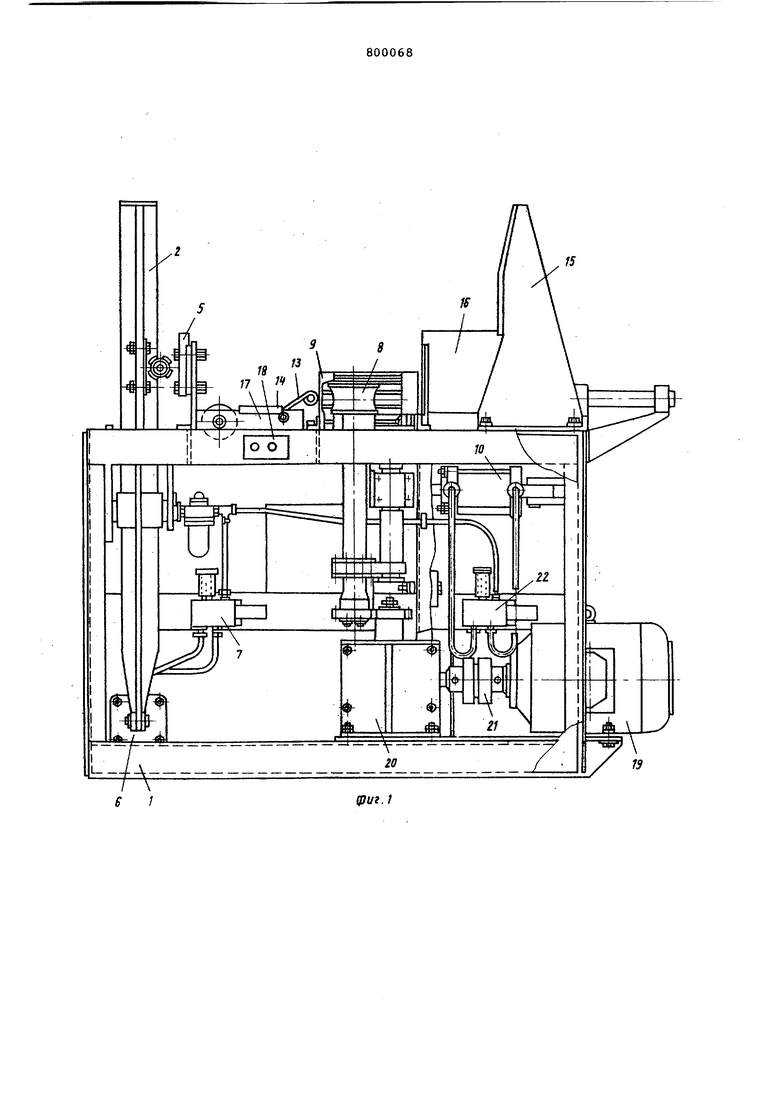
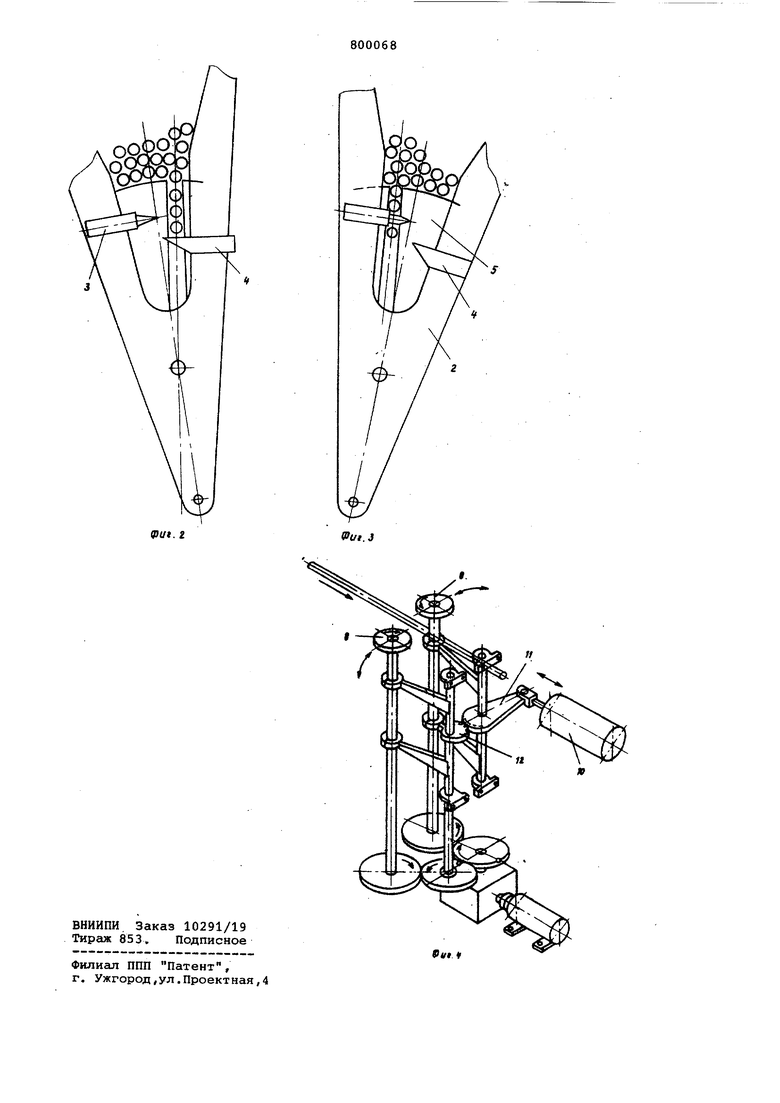
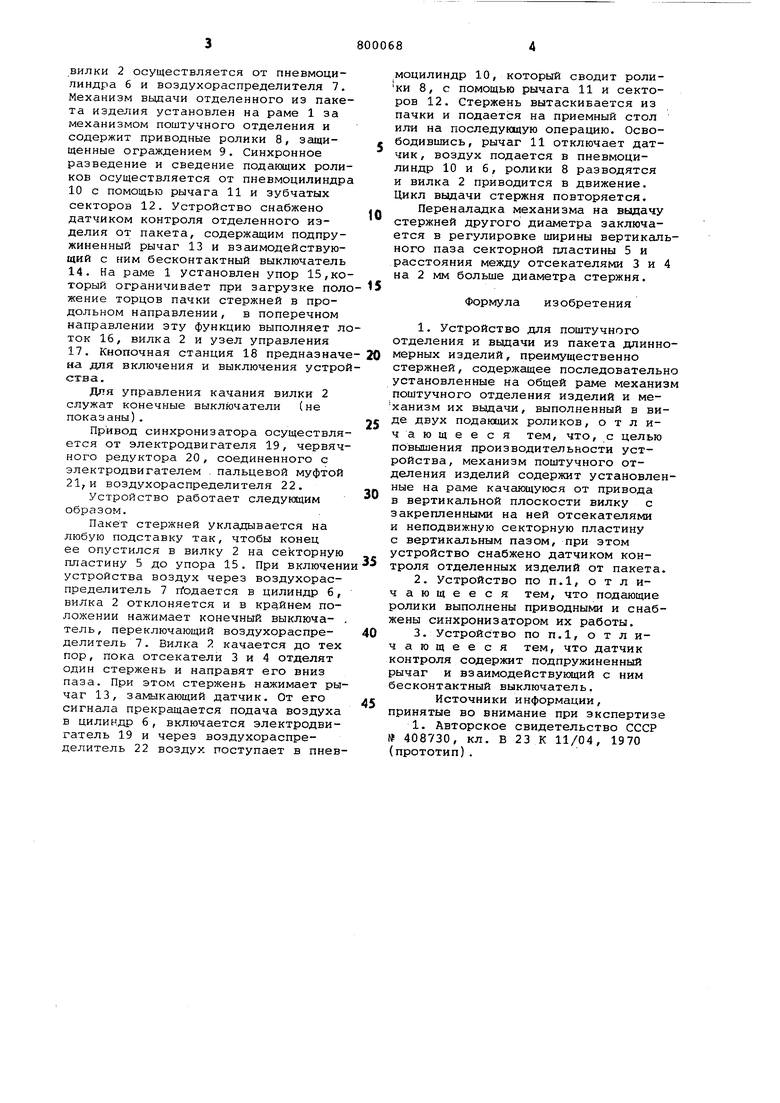
На фиг. 1 схематически изображено 5 устройство, общий вид; на фиг. 2 поворотная вилка, исходное положение; на фиг. 3 - момент отделения одного изделия; на фиг. 4 - кинематическая схема механизма выдачи.
0
Устройство для петитучного отделения и выдачи из пакета длинномерных изделий, преимущественно стержней, содержит последовательно установленный на общей раме 1 механизм поштуч5ного отделения изделий, включающий качающуюся в вертикальной плоскости вилку 2 с закрепленными на ней отсекателями 3 и 4. За вилкой 2 установлена неподвижная секторная пласти0на 5 с вертикальным пазом. Привод
вилки 2 осуществляется от пневмоцилиндра 6 и воздухораспределителя 7. Механизм вьщачи отделенного из пакета изделия установлен на раме 1 за механизмом поштучного отделения и содержит приводные ролики 8, защищенные ограждением 9. Синхронное разведение и сведение подаквдих роликов осуществляется от пневмоцилиндра 10 с помощью рычага 11 и зубчатых секторов 12. Устройство снабжено датчиком контроля отделенного изделия от пакета, содержащим подпружиненный рычаг 13 и взаимодействующий с ним бесконтактный выключатель 14. На раме 1 установлен упор 15,который ограничивает при загрузке положение торцов пачки стержней в продольном направлении, в поперечном направлении эту функцию выполняет лоток 16, вилка 2 и узел управления 17. Кнопочная станция 18 предназначена для включения и выключения устройства.
Для управления качания вилки 2 служат конечные выключатели (не показаны).
Привод синхронизатора осуществляется от электродвигателя 19, червячного редуктора 20, соединенного с электродвигателем пальцевой муфтой 21, и воздухораспределителя 22.
Устройство работает следующим образом.
Пакет стержней укладывается на любую подставку так, чтобы конец ее опустился в вилку 2 на секторную пластину 5 до упора 15. При включени устройства воздух через воздухораспределитель 7 глодается в цилиндр 6, вилка 2 отклоняется и в крайнем положении нажимает конечный выключатель, переключающий воздухораспределитель 7. Вилка 2 качается до тех пор, пока отсекатели 3 и 4 отделят один стержень и направят его вниз паза. При этом стержень нажимает рычаг 13, замыкающий датчик. От его сигнала прекращается подача воздуха в цилиндр 6, включается электродвигатель 19 и через воздухораспределитель 22 воздух поступает в пневмоцилиндр 10, который сводит ролики 8, с помощью рычага 11 и секторов 12. Стержень вытаскивается из пачки и подается на приемный стол или на последукщую операцию. Освободившись, рычаг 11 отключает датчик, воздух подается в пневмоцилиндр 10 и 6, ролики 8 разводятся и вилка 2 приводится в движение. Цикл выдачи стержня повторяется.
Переналадка механизма на вьвдачу стержней другого диаметра заключается в регулировке ширины вертикалного паза секторной пластины 5 и расстояния между отсекателями 3 и на 2 мм больше диаметра стержня.
Формула изобретения
1.Устройство для поштучного отделения и вьщачи из пакета длиннмерных изделий, преимущественно стержней, содержащее последователь установленные на общей раме механи поштучного отделения изделий и механизм их выдачи, выполненный в виде двух подающих роликов, отличающееся тем, что, с целью повышения производительности устройства, механизм поштучного отделения изделий содержит установленые на раме качаклцуюся от привода в вертикальной плоскости вилку с закрепленными на ней отсекателями и неподвижную секторную пластину с вертикальным пазом, при этом устройство снабжено датчиком контроля отделенных изделий от пакета
2.Устройство по П.1, о т л ичающееся тем, что подающие ролики выполнены приводными и снабжены синхронизатором их работы.
3.Устройство по П.1, о т л ичающееся тем, что датчик контроля содержит подпружиненный рычаг и взаимодействуквдий с ним бесконтактный выключатель.
Источники информации, принятые во внимание при экспертиз
1. Авторское свидетельство СССР № 408730, кл. В 23 К 11/04, 1970 (прототип).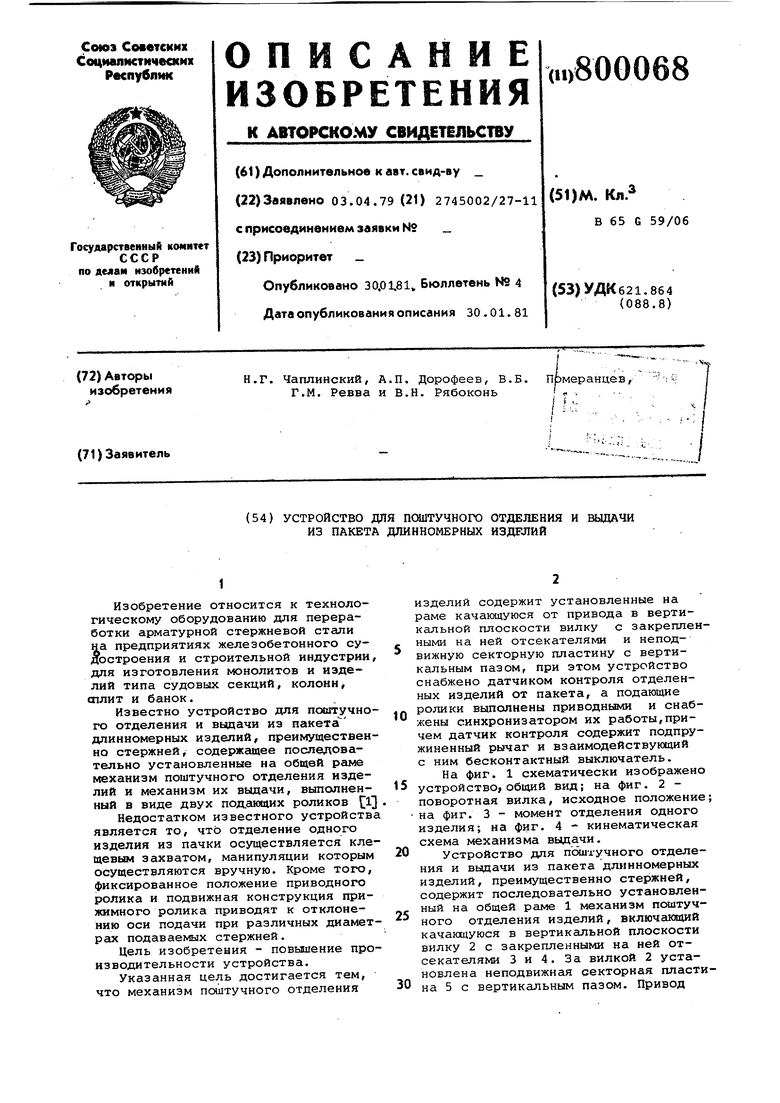
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для разборки пакета длинномерных изделий | 1989 |
|
SU1736874A1 |
| Устройство для поштучной выдачи длинномерных цилиндрических изделий | 1989 |
|
SU1782890A1 |
| Устройство для разборки полых цилиндрических изделий | 1990 |
|
SU1794835A1 |
| Устройство для поштучной выдачи длинномерных цилиндрических изделий из пачки | 1989 |
|
SU1787910A1 |
| Автоматизированная установка для ультразвукового контроля изделий | 1989 |
|
SU1767410A1 |
| Устройство для поштучной выдачи цилиндрических изделий | 1988 |
|
SU1546395A1 |
| Устройство для электронагрева арматурных стержней | 1978 |
|
SU767325A1 |
| Пакеторазборная машина для длинномерных изделий | 1983 |
|
SU1127828A1 |
| Установка для сборки пакетов | 1982 |
|
SU1106792A1 |
| Устройство для заготовки и натяжения арматурных стержней | 1986 |
|
SU1411415A1 |