Изобретение -относится к области прокатного производства, а именно к прокатке сортовых профилей в совмещенных многоручьевых калибрах с продольным разделением.
Известна система калибров для многоручьевой диагональной прокатки квадратных профилей с их одновременным постепенным разделением гребнями калибров, в которой угол наклона боковых стенок ручьев увеличивается в ка)хдом следующем по ходу прокатки подготовительном калибре 1.
Недостатком такой калибровки является невозможность смежного размещения двух последовательно расположенных подготовительных калибров в горизонтах клети трио, а при их шахматном размещении соответственно уменьшается количество калибров, которые можно разместить на бочках валков, и увеличивается парк валков.
Цель изобретения - увеличение возможного числа калибров.
Цель достигается тем, что углы наклона верхних и нижньх боковых стенок ручьев Б каждом из последовательно расположенных по ходу прокатки калибров, выполнены различной величины, причем угол наклона боковых стенок ручья одного из крайних валков больше, а другого крайнего валка меньше, чем у смежного с ними ручья среднего валка.
Это позволяет применить смежное расположение ручьев в клетях трио, в полной мере использовать длину бочек валков и сократить их парк.
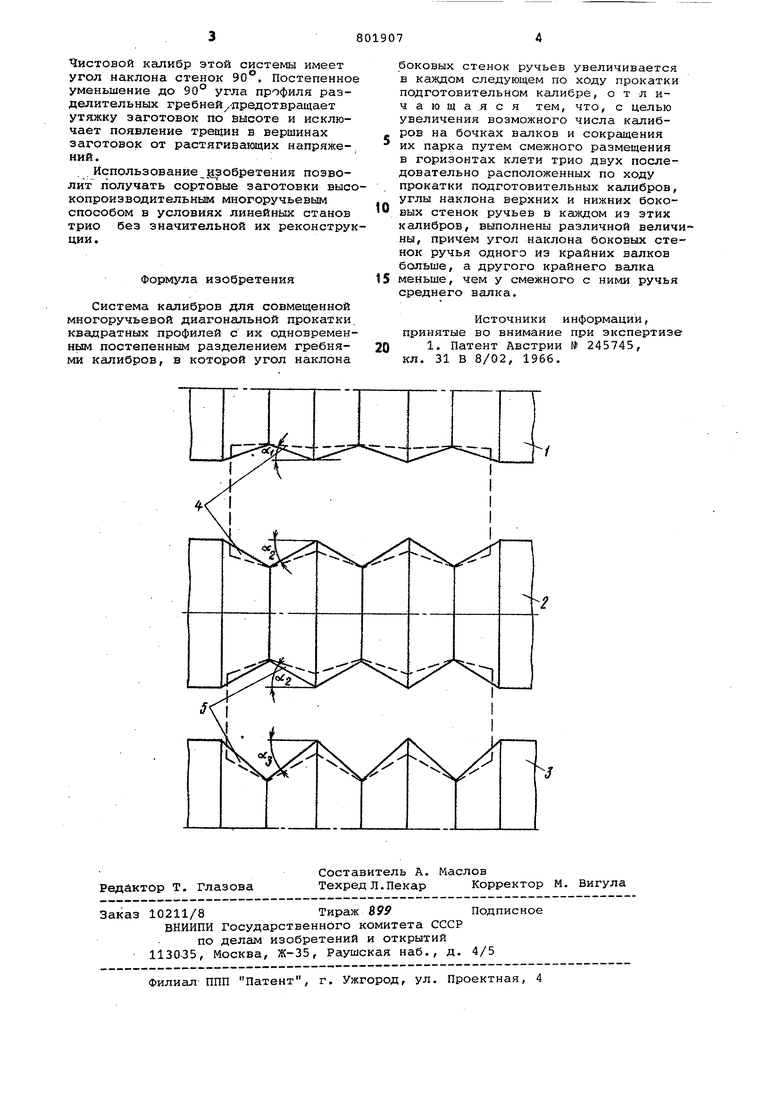
Изобретение поясняется чертежом,
o где представлена схема системы многоручьевых калибров.
В валках 1, 2 и 3 стана трио врезаны сопряженные калибры 4 и 5, причем углы наклона стенок ручьев d. 5 этих калибров различны. Для калибра 4 а для калибра 5 сС. cCj. При этом углы наклона стенок нижних ручьев калибра 4 и верхних ручьев калибра 5 равны oC-j.
0
Соответственно задаче прокатки в калибрах с постепенньм увеличением угла наклона боковых стенок, калибр 4 служит в качестве предааествуивдего, а калибр 5 - последуницего по ходу
5 прокатки калибра. На бочках одного комплекта валков может быть нарезано несколько пар таких смежно расположенных калибров. Система калибров предназначена для проката квадрат0ных профилей из плоских заготовок.
Чистовой калибр этой системы имеет угол наклона стенок 90. Постепенное уменьшение до 90° угла профиля разделительных гребней -предотвращает утяжку заготовок по высоте и исключает появление треадан в вершинах заготовок от растягивающих напряжеНИИ.
Использовавие йзобретения позволит получать сортовые заготовки высокопроизводительным многоручьевьм способом в условиях линейных станов трио без значительной их реконструкции.
Формула изобретения
Система калибров для совмещенной многоручьевой диагональной прокатки, квадратных профилей с их одновременным постепенным разделением гребнями калибров, в которой угол наклона
боковых стенок ручьев увеличивается в каждом следующем по ходу прокатки подготовительном калибре, о т л ичающа.яся тем, что, с целью увеличения возможного числа калибров на бочках валков и сокращения их парка путем смежного размещения в горизонтах клети трио двух последовательно расположенных по ходу прокатки подготовительных калибров, углы наклона верхних и нижних боковых стенок ручьев а каждом из этих калибров, выполнены различной величины, причем угол наклона боковых стенок ручья одного из крайних валков больше, а другого крайнего валка 5 меньше, чем у смежного с ними ручья среднего валка.
Источники информации, принятые во внимание при экспертизе 0 1. Патент Австрии № 245745, кл. 31 В 8/02, 1966,
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ многоручьевой прокатки | 1982 |
|
SU1018730A1 |
| Способ прокатки заготовок | 1979 |
|
SU816582A1 |
| Способ прокатки круглой стали в клетях трио | 1989 |
|
SU1690867A1 |
| Способ многоручьевой прокатки заготовок | 1980 |
|
SU899169A1 |
| Система калибров валков для многоручьевой прокатки заготовок | 1978 |
|
SU685367A1 |
| УСТРОЙСТВО МНОГОРУЧЬЕВОЙ ПРОКАТКИ СОРТОВОГО ПРОКАТА | 2001 |
|
RU2201817C1 |
| Прокатный стан для производства сортового металла и катанки | 1981 |
|
SU961807A1 |
| УСТРОЙСТВО МНОГОРУЧЬЕВОЙ ПРОКАТКИ СОРТОВЫХ ЗАГОТОВОК | 1992 |
|
RU2036743C1 |
| СПОСОБ ПРОДОЛЬНОГО РАЗДЕЛЕНИЯ СЛЯБОВ ПРИ ПРОКАТКЕ | 2000 |
|
RU2179485C2 |
| Способ калибровки прокатных валков | 1975 |
|
SU533406A1 |
