1
Изобретение относится к области обработки металлов давлением, в частности к получению заготовок для сортовых и проволочных станов и средпесортны.х и крупносортных агрегатах, преимущественно линейных станах трио.
Известна система калибров валков для многоручьевой прокатки заготовок на стане трио с увеличением высоты гребней валков по ходу прокатки и с последующим продольным разделением 1.
Недостатком известной системы является то, что использование ее на стане трио приводит к увеличению числа калибров, необходимых для прокатки.
Описываемая система калибров валков для многоручьевой прокатки заготовок на стане трио отличается тем, что смежные ручьев черновых калибров выполнены на расстоянии , равном 0,75-0,98 диагонали ручья чистового калибра, в предчистовом калибре на одном из валков верП1ИНЫ гребней выполнены на этом же расстоянии, а в чистовом калибре крайние ручьи вЬ)П10лнены смещенными относительно среднего вдоль совпадающих сторон на
величину, равную 0,04-1.0 диагонали ручья чистового калибра.
Это сокращает число калибров при одновременном повьиненни качества разделен и я.
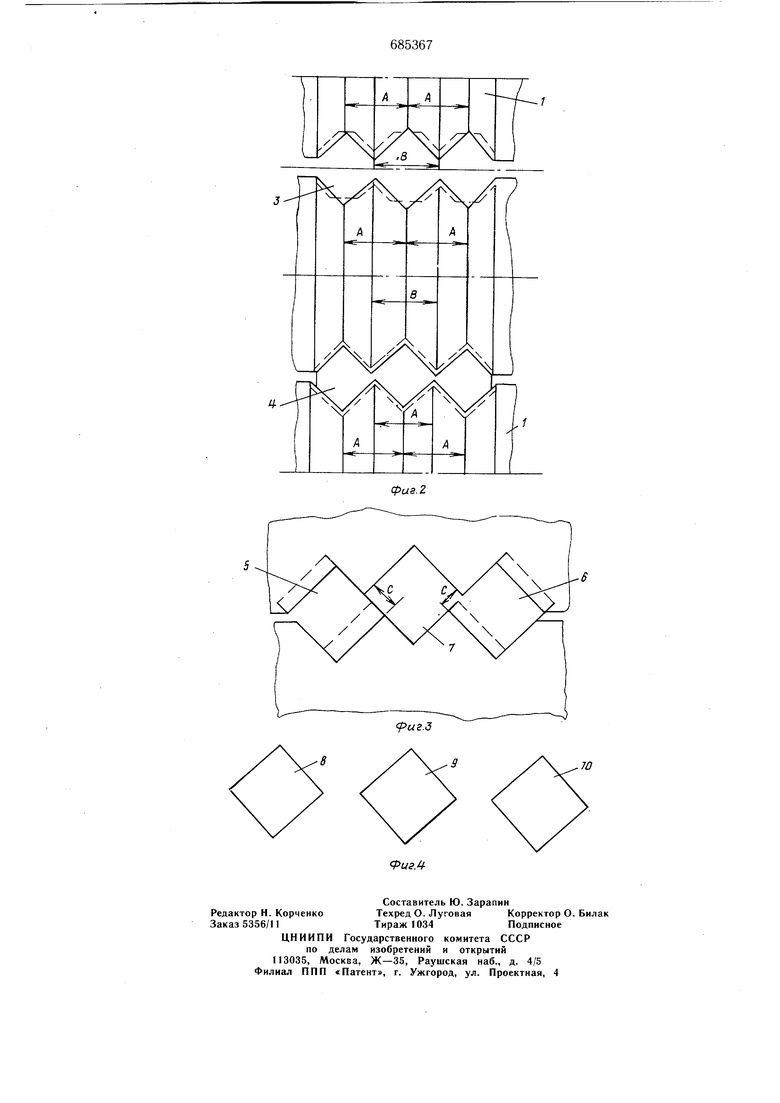
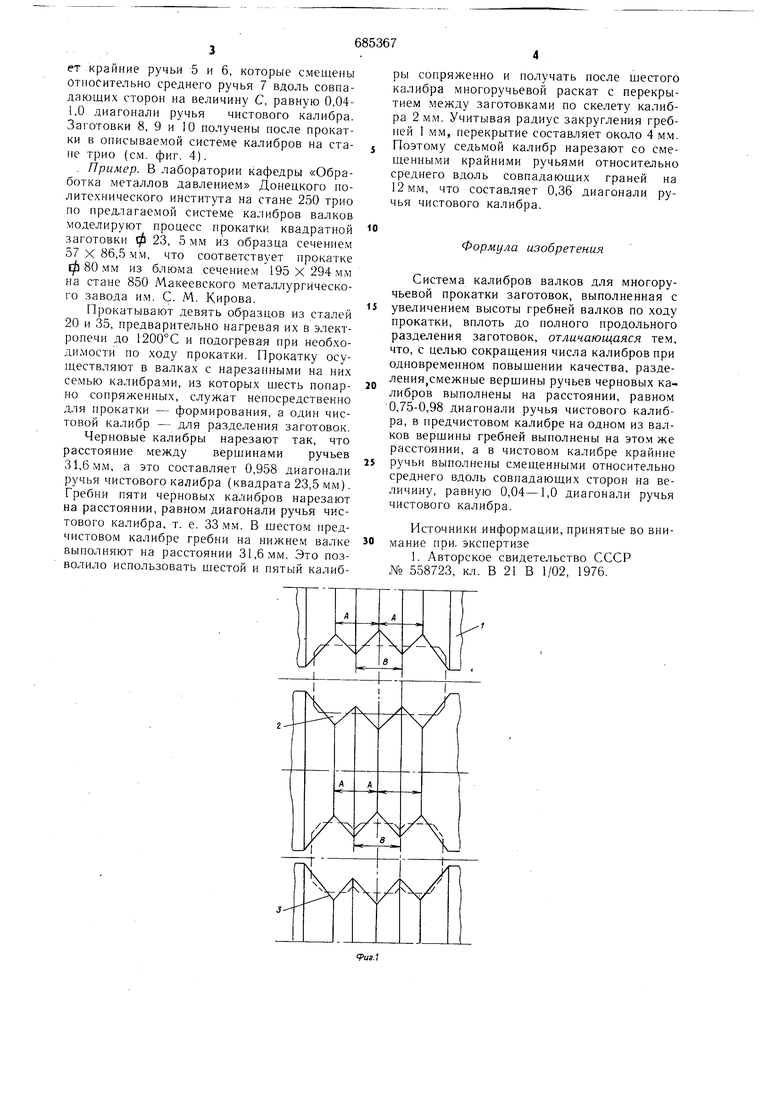
На фиг. 1 изображены валки стана трио с врезанны.ми сопряженными калибрами: на фиг. 2 - два сопряженных калибра; на фиг. 4 - заготовки после прокатки в системе калибров.
В валки 1 стана трио врезаны сопряженные черновые калибры 2 и 3. Пунктиром показан раскат, задавае.мый в калибры; А - расстояние между смежными вергиинами ручьев, равное 0,75-0,98 диагонали ручья чистового калибра; В - расстояние между гребнями калибров, равное диагонали р)чья чистового калибра.
Промежуточные черновые калибры не показаны, поскольку они подобны калибрам 2 и 3. В двух сопряженных калибрах 3 И4 (причем калибр 4 предчистовой) расстояние между гребнями на нижнем валке равно В. т. е. 0,75-0,98 диагонали ручья (см. фиг. 2).
Чистовой калибр, служащий для продольного разделения заготовок (см. фиг. 3) нмеет крайние ручьи 5 и 6, которые смещены относительно среднего ручья 7 вдоль совпадающих сторон на величину С, равную 0,04LO диагонали ручья чистового калибра. Заготовки 8, 9 и 10 по.тучены после прокатки в описываемой системе калибров на стане трио (см. фиг. 4).
. Пример. В лаборатории кафедры «Обработка металлов давлением Донецкого политехнического института на стане 250 трио по предлагаемой системе калибров валков моделируют процесс прокатки квадратной заготовки ф 23, 5 мм из образца сечением 57 X 86,5 мм, что соответствует прокатке ЙВОмм из блюма сечением 195x294 мм на стане 850 Макеевского металлургического завода им. С. М. Кирова.
Прокатывают девять образцов из сталей 20 и 35, предварительно нагревая их в электропечи до 1200°С и подогревая при необхоДИЛ10СТИ по ходу прокатки. Прокатку осуществляют в валках с нарезанными на них семью калибрами, из которых щесть попарно сопряженных, служат непосредственно для прокатки - формирования, а один чистовой калибр - для разделения заготовок.
Черновые калибры нарезают так, что расстояние между вершинами ручьев 31,6мм, а это составляет 0,958 диагонали ручья чистового калибра (квадрата 23,5 мм). Гребни пяти черновых калибров нарезают на расстоянии, равном диагонали ручья чистового калибра, т. е. 33 .мм. В шестом предчистовом калибре гребни на нижнем валке выполняют на расстоянии 31,6мм. Это позволило использовать шестой и пятый калибры сопряженно и получать после шестого калибра многоручьевой раскат с перекрытием между заготовками по скелету калибра 2мм. Учитывая радиус закругления гребней 1 мм, перекрытие составляет около 4 мм. Поэтому седьмой калибр нарезают со смещенными крайними ручьями относительно среднего вдоль совпадающих граней на 12мм, что составляет 0,36 диагонали ручья чистового калибра.
Формула изобретения
Система калибров валков для многоручьевой прокатки заготовок, выполненная с увеличением высоты гребней валков по ходу прокатки, вплоть до полного продольного разделения заготовок, отличающаяся тем, что, с целью сокращения числа калибров при одновременном повышении качества, разделения,смежные вершины ручьев черновых калибров выполнены на расстоянии, равном 0,75-0,98 диагонали ручья чистового калибра, в предчистовом калибре на одном из валков вершины гребней выполнены на это.м же расстоянии, а в чистовом калибре крайние ручьи выполнены смещенными относительно среднего вдоль совпадающих сторон на величину, равную 0,04-1,0 диагонали ручья чистового калибра.
Источники информации, принятые во внимание при. экспертизе
1 Авторское свидетельство СССР № 558723, кл. В 21 В 1/02, 1976.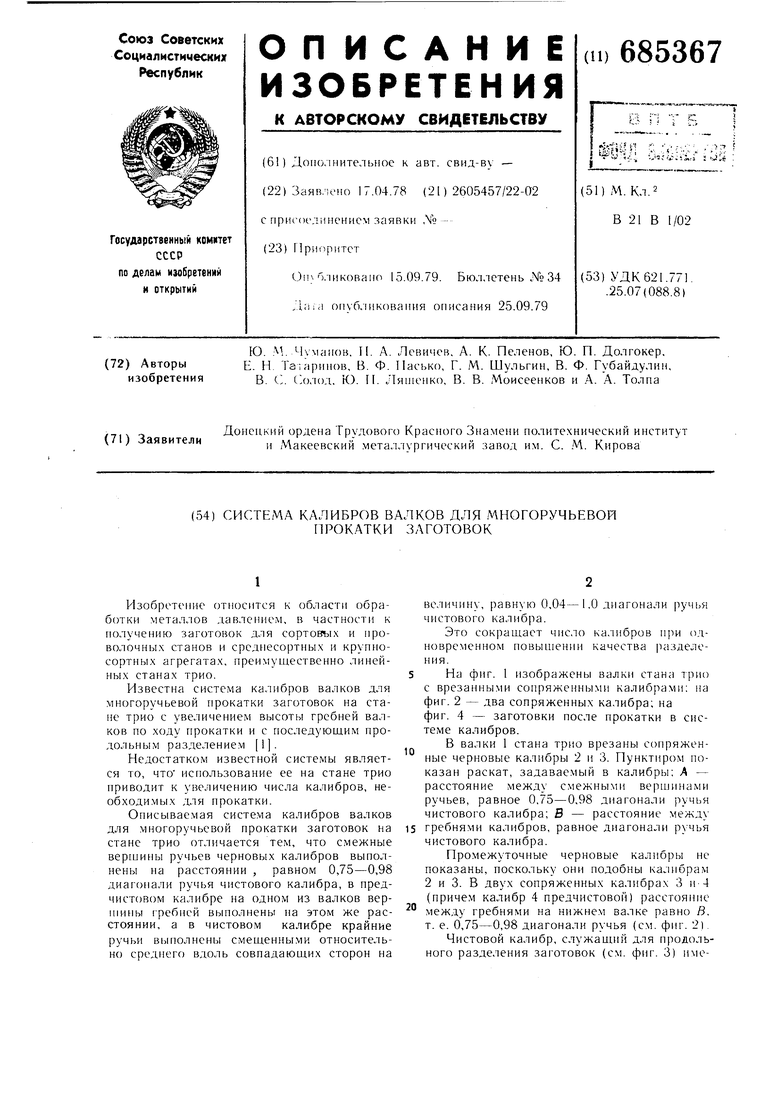
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки заготовок | 1976 |
|
SU740312A1 |
| Способ многоручьевой прокатки заготовок | 1980 |
|
SU899169A1 |
| СПОСОБ ПРОДОЛЬНОГО РАЗДЕЛЕНИЯ СЛЯБОВ ПРИ ПРОКАТКЕ | 2000 |
|
RU2179485C2 |
| Способ прокатки | 1977 |
|
SU738695A1 |
| Система калибров для прокатки полосовых профилей с гребнями | 1981 |
|
SU997861A1 |
| Способ прокатки углового асимметричного профиля | 2022 |
|
RU2785426C1 |
| СПОСОБ ДВУХРУЧЬЕВОЙ ПРОКАТКИ АРМАТУРНОЙ СТАЛИ | 2006 |
|
RU2327537C2 |
| Система калибров для прокатки угловых профилей | 1981 |
|
SU1041181A1 |
| Способ многоручьевой прокатки | 1982 |
|
SU1018730A1 |
| СИСТЕМА КАЛИБРОВ ВАЛКОВ ПРОКАТНОГО СТАНА | 2003 |
|
RU2255819C2 |