Изобретение относится к литейному производству и может быть использовано в оснастках для литья в формы, изготовленные по методу вакуумной фор.мовки из сухих формовочных материалов.
Известен способ охлаждения отливок в формах, изготовленных методом вакуумной формовки, включающий подачу в форму жидкого испаряемого хладагента и откачку его паров из формы 1 j.
Оснастка для осуществления способа содержит литейную форму, установленную на холодильнике, имеющем полость для циркуляции хладагента и патрубки для его подвода и отвода, при этом внутренняя сторона стенки холодильника, обращенная к литейной форме, облицована пористы.м материало у1, а в полости холодильника установлена изогнутая перегородка, образующая с пористым материалом полость, связанную патрубком для подвода в нее хладагента, причем патрубок для отвода хладагента установлен в нижней части холодильника и связан с вакуумным насосом, а изогнутая перегородка установлена по внутреннему периметру боковых стенок холодильника.
Недостатком указанного-способа является невозможность точного регулирования теплиитвода при охлаждении отливок, которое зав:-сит от количества подводимого .ладаге: та.
Повышенное количество .хладагента, подводимое к отливке, вызывает увеличение парообразования, что приводит к повыщению давления в форме и к возможности ее разрущения.
Напротив, пониженное ксГличество хладагента приводит к увеличению продолжительности охлаждения отливок и снижению оборачиваемости опок, т. е. к увеличению требуемого ко.личества опок для обеспечения необходимого выпуска отливок.
Цель изобретения - исключение разрущения формы.
Поставленная цель достигается тем, что жидкий испаряемый хладагент подают в форму из источника, на выходе из которого в хладагенте поддерживают давление вы0 ще величины рабочего давления в форме и ниже величины давления разрушения формы.
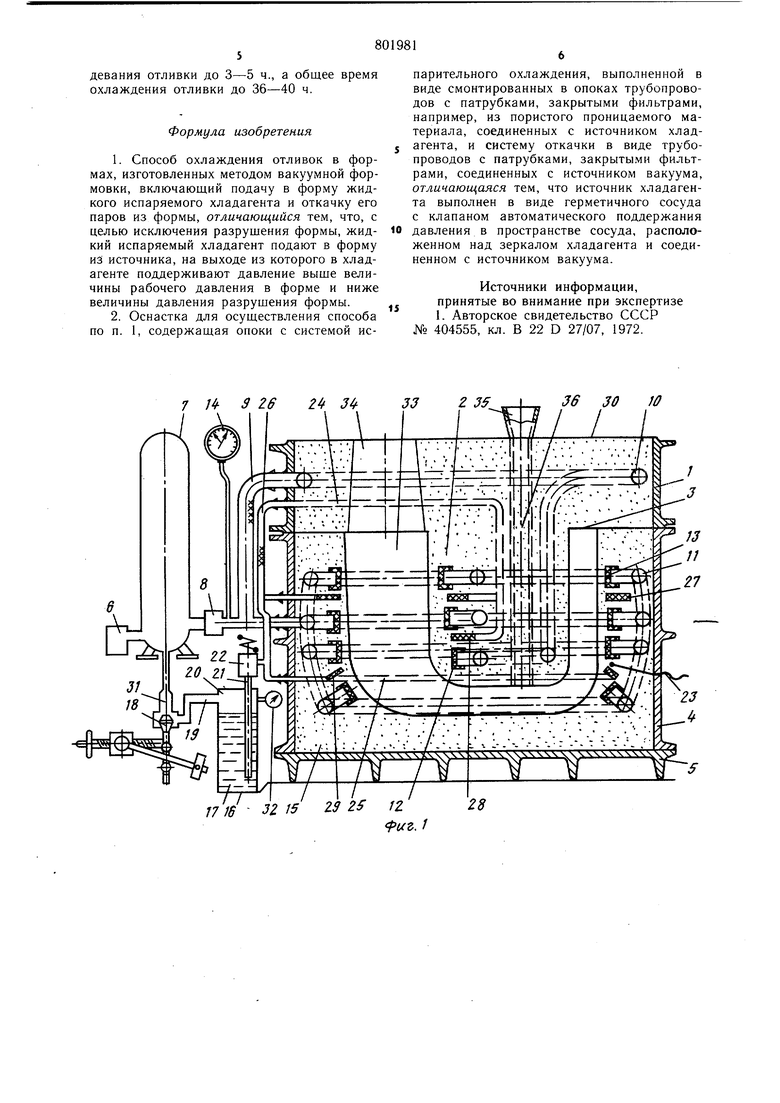
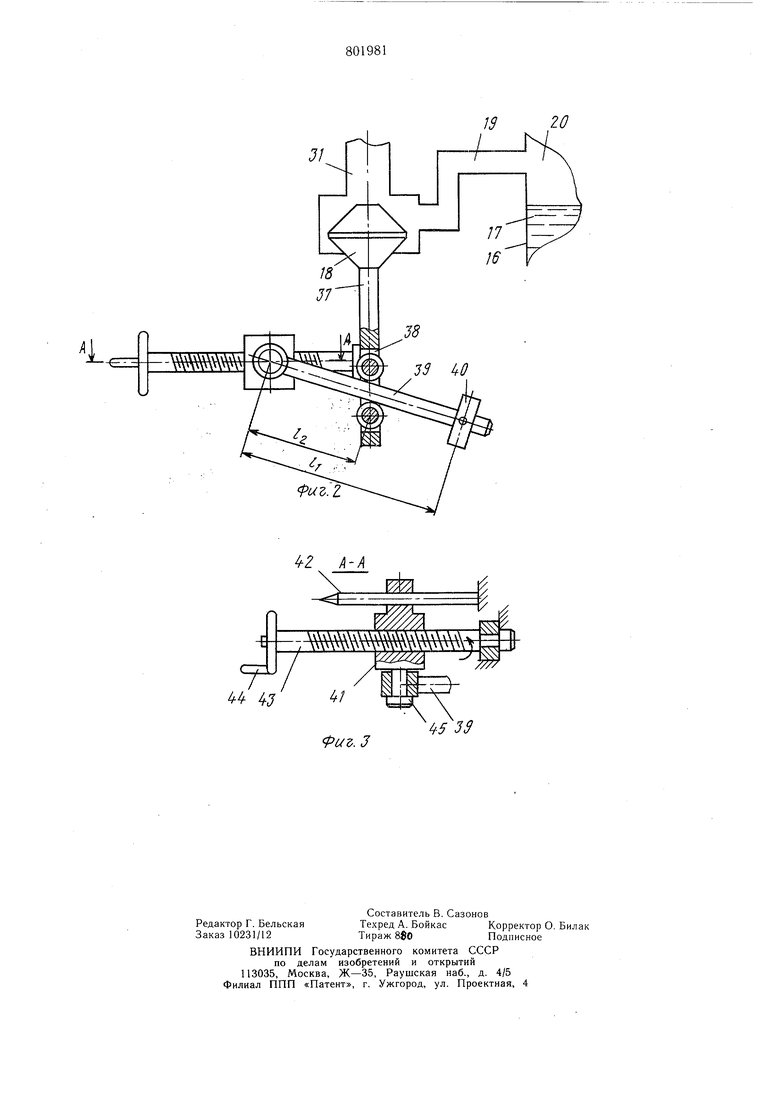
Отличие оснастки, позволяющей реализовать предложенный способ, заключается В том, что источник хладагента вь-полнен в виде герметичного сосуда, снабженного клапаном автоматического поддержания давления в пространстве сосуда, расположенном над зеркалом хладагента и соединенном с источником вакуума. На фиг. 1 показана оснастка для осуществления предлагаемого способа; на фиг. 2 - автоматический клапан; на фиг. 3разрез А-А фиг. 2. . Оснастка для осуществления предлагае.мого способа включает в себя верхнюю опоку 1 с болваном 2, облицованным синтетической пленкой 3, нижнюю опоку 4, поддон 5, источник вакуума, состоящий из вакуумного насоса 6, вакуумного аккумулятора 7 с вакуумным затвором 8, связанный при помощи гибкого трубопровода 9 с кольцевыми отсасывающими патрубками 10 и 11 с фильтрами 12 и 13 из пористого проницаемого материала. Для контроля разрежения в отсасывающих трубопроводах установлен электр о контактны и вакуумметр 14, контролирующий наибольщее значение давления в формовочно.м материале 15, для предотвращения разрущения формы. Источник хладагента выполнен в виде герметичного сосуда 16, заполненного хладагентом 17 и снабженного авто.матическим клапаном 18, поддерживающим заданное давление в подключенном при помощи патрубка 19 к источнику вакуума пространстве 20 над зеркалом хладагента. Для подведения хладагента в форму, изготовленную по методу вакуумной формовки, служит труба 21 приводной клапан 22, перекрывающий подачу хладагента до тех пор, пока температура формы не достигнет необходимой величины, и связанный электрически с термопарой 23, установленной в форме. Внутри опок смонтированы подводящие патрубки 24 и 25, связанные гибким трубопроводом 26 с приводным клапаном 22 и снабженные фильтрами 27, 28 и 29 из пористого проницаемого материала, через которые хладагент подается в формовочный .материал. Сверху опока изолирована от атмосферы синтетической пленкой 30. Патрубок 19 при помощи клапана 18 и патрубка 31 связан с вакуумным аккумулятором 7. Настройка автоматического клапана 18 производится по вакуумметру 32. На фиг. 1 показана полость формы 33 с прибылью 34, заливочная воронка 35 и стояк 36. Автоматический клапан 18 выполнен с цилиндрическим хвостовиком 37, имеющим окно 38, при помощи которого клапан связан с рычагом 39, снабженным закрепленным на конце грузом 40, при этом гайка 41 установлена подвижно на стационарно закрепленной колонке 42 и связана нарезкой с ходовым винтом 43, снабженным маховиком 44 для приведения его во вращение. Рычаг 39 установлен подвижно на пальце 45. После изготовления литейной формы по методу вакуумной формовки опоки подключаются к системе принудительного охлаждения, при этом приводной клапан перекрывает подачу хладагента. Автоматический клапан 18 по вакуумметру 32 настраивается, на определенную величину давления в пространстве 20 над зеркалом хладагента. Вращая маховик 44, смещают гайку 41 относительно ходового винта 43, при этом гайка 41 скользит по колонке 42. Вместе с гайкой 41 перемещается рычаг 39 относительно окна 38, скользя между роликами. Усилие, оказываемое грузом 40 на клапан 18 через цилиндрический хвостовик 37, определяется соотнощением плеч (см. фиг. 2) рычага 39. При уменьщении величины давления в пространстве 20 ниже установленного значения клапан 18 поднимается и открывает гнездо для поступления воздуха из атмосферы. При повыщении величины давления в пространстве 20 выще установленного значенея клапан 18 опускается, изолируя пространство 20 от атмосферы. Для предотвращения обвала формы на электроконтактном вакуумметре 14 устанавливается величина давления, определяемая давлением разрущения формы, по достижении которой подается электрический сигнал на закрытие приводного клапана 22, перекрывающего подачу хладагента литейную форму. После заливки расплавленного металла через заливочную воронку 35 в полость формы 33, литейная форма нагревается и, как только температура формовочного материала достигнет в зоне фронта охлаждения заранее установленной величины, от термопары 23 подается электрический сигнал, по которому приводной клапан 22 открывается и хладагент 17 (например, вода) по трубке 21, за счет разности давлений между пространством 20 и формовочным материалом, поступает в формовочный материал через фильтры 27, 28 и 29. При этом происходит испарительное охлаждение литейной формы и непрерывное отсасывание образовавщихся паров через фильтры 12 и 13 патрубков, связанных с источником вакуума. Чем больще образуется пара в формовочном материале, тем больще в нем при этом давление. Поскольку количество хладагента, подаваемого в формовочный материал, зависит от перепада давлений между источником хладагента, сосудом 16, и формовочным материалом литейной формы, то поступление хладагента автоматически снижается. Таким образом, получается автоматическое регулирование подачи хладагента в зависимости от количества выделяк: щегося тепла, отводимого от формовочного материала за счет испарения хладагента. Предложенное техническое решение позволяет сократить продолжительность затвердевания отливки до 3-5 ч., а общее время охлаждения отливки до 36-40 ч. Формула изобретения 1. Способ охлаждения отливок в формах, изготовленных методом вакуумной формовки, включающий подачу в форму жидкого испаряемого хладагента и откачку его паров из формы, отличающийся тем, что, с целью исключения разрушения формы, жидкий испаряемый хладагент подают в форму из источника, на выходе из которого в хладагенте поддерживают давление выше величины рабочего давления в форме и ниже величины давления разрушения формы. 2. Оснастка для осуществления способа по п. 1, содержащая опоки с системой испарительного охлаждения, выполненной в виде смонтированных в опоках трубопроводов с патрубками, закрытыми фильтрами, например, из пористого проницаемого материала, соединенных с источником хладагента, и систему откачки в виде трубопроводов с патрубками, закрытыми фильтрами, соединенных с источником вакуума, отличающаяся тем, что источник хладагента выполнен в виде герметичного сосуда с клапаном автоматического поддержания давления в пространстве сосуда, расположенном над зеркалом хладагента и соединенном с источником вакуума. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 404555, кл. В 22 D 27/07, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Оснастка для охлаждения отливок в формах,изготовленных методом вакуумной формовки | 1981 |
|
SU984662A2 |
| Оснастка для литья в формы из сухих формовочных материалов | 1976 |
|
SU612752A1 |
| Способ изготовления литейных форм вакуумной формовкой и оснастка для его осуществления | 1989 |
|
SU1662739A1 |
| Оснастка | 1976 |
|
SU582886A1 |
| Оснастка для вакуумной формовки литейных форм | 1978 |
|
SU774773A1 |
| Оснастка для вакуумной формовки | 1981 |
|
SU975176A1 |
| Оснастка для вакуумной формовки | 1980 |
|
SU882695A1 |
| Установка для вакуумной формовки | 1978 |
|
SU814553A1 |
| Оснастка для вакуумной формовки | 1985 |
|
SU1310097A1 |
| Оснастка для вакуумной формовки | 1980 |
|
SU952411A2 |
7 / 2ff 2 И-Ч/ 1716 32 15 29 25 П Z 35,
puz.Z
4 A-A
44 4J
uz.3
5 39
