Изобретение отлоситсн к литейному проичнодстпу и М(тжет быть испол1,:к)на- но npfi изг(1то1злеиии отлинок в ггесча- ных разовых формах способом вакуумно формовки.
Цель изобретения - иовышение производительности .
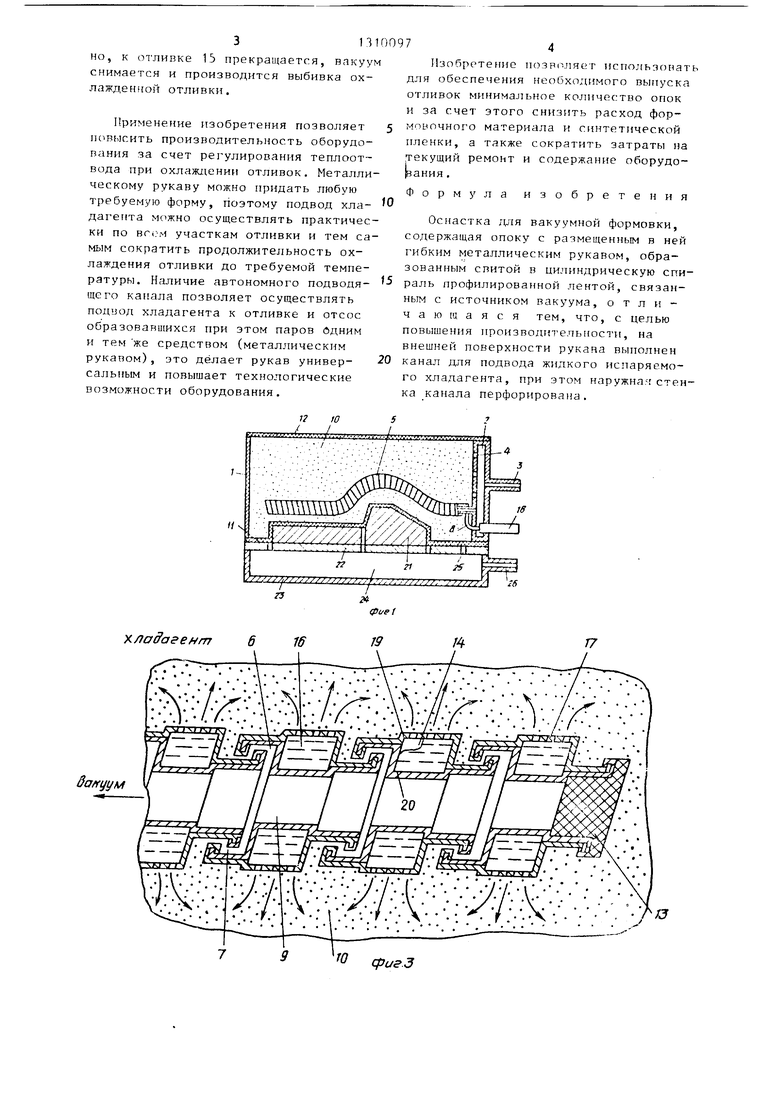
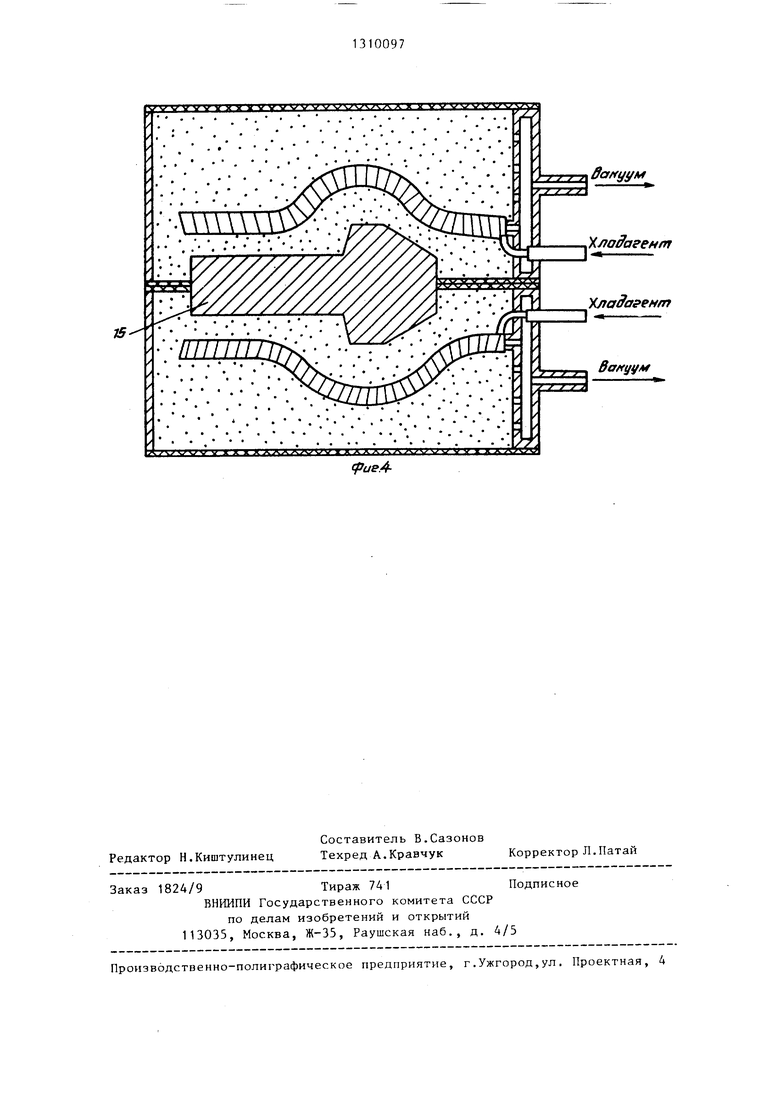
На фиг,1 представлено оборудование для вакуумноГ формовки (изготовление полуформы), разрез; на фиг.2 - гибкий металлический рукан с автономным каналом, разрез; на фи1 ,3 - вариант исполнения гибкого металлического рукава с автономным каналом, разрез; на фиг.4 - форма в сборе, разрез.
Оборудование (фиг.1 и 2) содержит опоку 1 , в стенках которой выг1олнер1а вакуумная камера 2, соединенная патрубком 3 с источником вакуума (не гюказан) . Внутренние стенки вакуумной камеры перфорированы отверстиями 4. Внутри опоки размещен гибкий металлический рукав 5 с подвижным фильтрующим элементом в виде щелей 6 и 7 между витками профилированной ленты 8 из KOTOpoii вьнюлнен гибкий металличес кий рукав (гибких металлических рукавов может быть несколько) . Витки npt)- филированной ленты 8 образуют в металлическом рукаве отсасывающую полость 9, соединенную nocpejicTBOM отверстий 4, камеры 2 и патрубка 3 с источником вакуума. Отсасывающая полость 9 отделена от сухого формовочного материала 10, герметизированного синтетическими пленками 11 и 12, фильтром 13, например, из проницаемого пористого материала. Гибкий металлический рукав 5 снабжен автономным трубопро1 ол(,1М 14 для подпода к отливке 13 (фиг.4) жидкого испаряемого хладагента 16, например воды. Канал выполнен в профи.Л1рованной ленте 8 по всей ее длине. Наружная стенка канала перфорирована отверстиями 17. Трубопровод 14 посредством патрубка 18 соединен с источником жидког о испаряемого хладагент; и перекрыт на выхс)Х1е фильтрсчм, например, из пористого проницаемого материача (ис1очник хладагента и фильтр не показаны).
Профи/шрованная лентг 8 может быть выполнена из двух частей 19 и 20 (фиг.З), герметично с KptMirieHHi ix мсжлу и образуницих в сечении трубс)- провод 14.
,Чпя из ro i прлс ПИЯ формы применяется модель 2, размещенная на молгч|)
O
5
5
о
10097 Ho;i
плите 22, образующей с поддоном
23полость 24, сс:1единенную отверстиями 25 с поверхностью модельной плиты и моде;и1 и патрубком 26 - с источником вакуума.
Оборудование работает следующим образом.
На поверхность модельной плиты 22 и модели 21 наносится предварительно нагретая синтетическая пленка 11. Поверхность модели вакуумируется через отверстия 25, в результате чего синтетическая пленка под воздействием внешнего атмосферного давления плотно обжимает модель. Затем на модельную плиту устанавливается опока 1 и засыпается слой формог очного материала 10. Гибкий металлический рукав 5 располагают возле модели, придавая ему форму, близкую к конфигурации модели (отливки 15). Далее опока 1 заполняется формовочным материалом 10 до полного объема, герметизируется второй синтетической пленкой 12 и производится отверждение формовочного материала путем его вакуумирования через щели 6 и 7 металлического рукава 5 и отверстия А камеры 2. Далее полость
24поддона 23 отключается от источника вакуума и готовая полуформа снимается с модельной плиты. При этом синтетическая пленка 11 остается на поверхности формовочного материала, прижатая к ней внешним атмосферным
5 давлением, образуя полость формы и сохраняя конфигурацию модели. Вторая полуформа изготавливается аналогичным образом.
После сборки форма через литнико0 пую систему (не показана) производится заливка формы жидким металлом. После окончания заливки в трубопровод 14 металлического рукава 5 подается хладагент 16, откуда через отверстия 17 в наружной стенке канала хладагент поступает к отливке 15. При контакте хладагента с нагретым формовочным материалом начинается интенсивное его испарение, при этом образовавшиеся пары отсасываются пс) металлическому рукаву через щели 6 и 7 и полость 9. Происходит испарителыкте охлаждение формовочног о материала вокруг отливки и ускоренное (принудительное) ох5 ллжде 1ие отливки.
0
5
0
После охлаждения от.пинки до требуемой температуры подача хладагента 1(5 и трубопровсъд 14 и, соответствен313100974
но, к отливке 15 прекращается, вакуум Изобретение позвг. использонать
для обеспечения необходимого выпуска отливок минимальное количество опок и за счет этого снизить расход фор- 5 мовочного материала и синтетической пленки, а также сократить затраты па текущий ремонт и содержание оборудоснимается и производится выбивка охлажденной отливки.
Применение изобретения позволяет повысить производительность оборудования за счет регулирования теплоот- вода при охлаждении отливок. Металлическому рукаву можно придать любую требуемую форму, поэтому подвод хладагента можно осуществлять практически по вг1:л1 участкам отливки и тем самым сократить продолжительность охлаждения отливки до требуемой температуры. Наличие автономного подводящего канала позволяет осуществлять подвод хладагента к отливке и отсос образовавшихся при этом паров йдним и тем же средством (металлическим рукавом), это делает рукав универсальным и повышает технологические возможности оборудования.
0
рания. Формула
изобретения
Оснастка щя вакуумной формовки, содержащая опоку с размещенным в ней гибким металлическим рукавом, образованным спитой в цилиндрическую спи 5 раль профилированной лентой, связанным с источником вакуума, отличающаяся тем, что, с целью повышения производительности, на внешней поверхности рукава выполнен
20 канал для подвода жидкого испаряемого хладагента, при этом наружная стенка канала перфорирована.
0
рания. Формула
изобретения
Оснастка щя вакуумной формовки, содержащая опоку с размещенным в ней гибким металлическим рукавом, образованным спитой в цилиндрическую спираль профилированной лентой, связанным с источником вакуума, отличающаяся тем, что, с целью повышения производительности, на внешней поверхности рукава выполнен
канал для подвода жидкого испаряемого хладагента, при этом наружная стенка канала перфорирована.
У-Ладагент
16
daffyyM
/
13
0 сриг.З
i , дамуум
Y.лoffaгeнm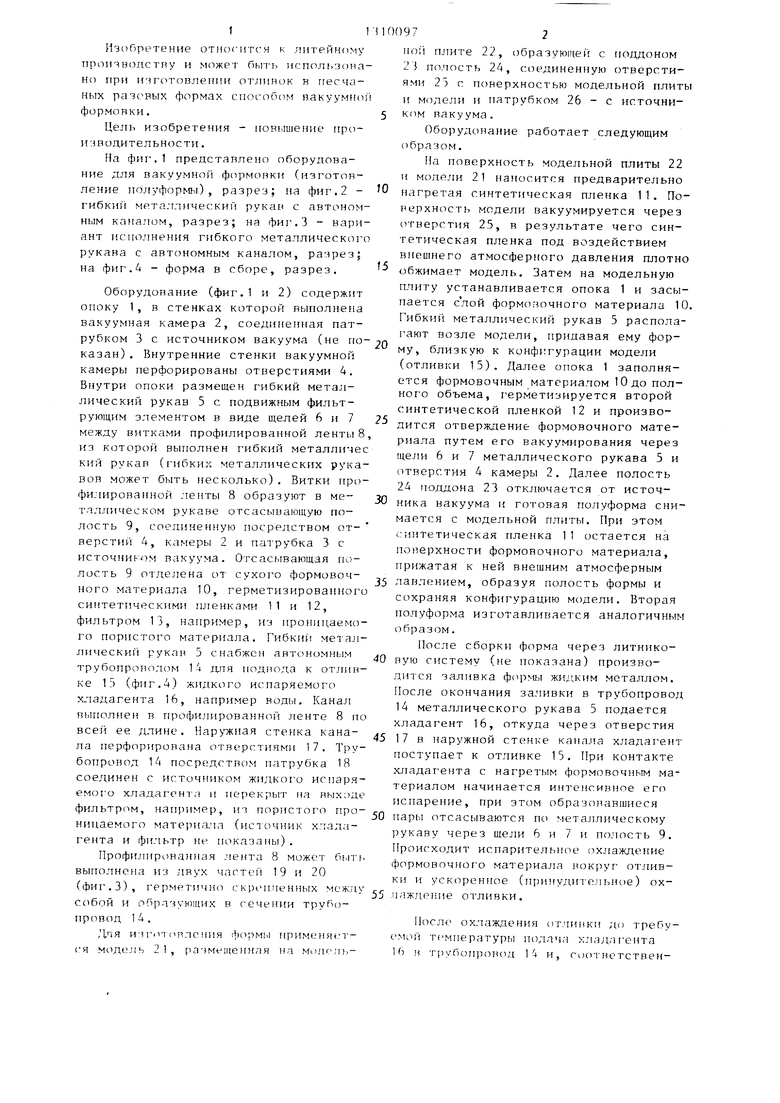
| название | год | авторы | номер документа |
|---|---|---|---|
| Оснастка для вакуумной формовки | 1981 |
|
SU975176A1 |
| Автомат для литья в вакуумно-пленочные формы | 1985 |
|
SU1247151A1 |
| Способ вакуумной формовки и оснастка для его осуществления | 1987 |
|
SU1519822A1 |
| Способ вакуумной формовки и оснастка для его осуществления | 1982 |
|
SU1052312A1 |
| Способ изготовления форм вакуумной формовки | 1987 |
|
SU1463378A1 |
| Оснастка для вакуумной формовки | 1980 |
|
SU900939A1 |
| Способ охлаждения отливок в формах,изгОТОВлЕННыХ МЕТОдОМ ВАКууМНОй фОР-МОВКи, и OCHACTKA для ЕгО ОСущЕСТВлЕНия | 1978 |
|
SU801981A1 |
| Оснастка для вакуумной формовки | 1978 |
|
SU774772A1 |
| Опока для вакуумной формовки | 1979 |
|
SU1102656A1 |
| Оснастка для вакуумной формовки | 1980 |
|
SU952411A2 |
Изобретение относится к литейному производству и может быть использовано при изготовлении отливок в песчаных разовых формах способом вакуумной формовкр. Цель изобретения - повьшение производительности. Оборудование содержит размещенный в опоке гибкий металлический рукав (ГМР) с подвижным фильтрующим элементом в виде щелей 6 и 7 между витками профилированной ленты 8, из которой выполнен ГМР. Витки ленты 8 образуют в ГМР полость 9, соединенную с источ- imKOM вакуума. Полость 9 отделена от сухого формовочного материала (СФМ) 10 фильтром 13. IT1P снабжен автономным каналом (АК) 14 для подвода к отливке жидкого испаряемого хладагента 16.АК выполнен в ленте 8; наружная стенка АК перфорирована отверстиями 17.ГМР располагают в СФМ возле отливки. После заливки в АК подается хладагент, откуда через отверстия 17 хладагент поступает в СФМ возле отливки. Происходит испарительное охлаждение СФМ вокруг отливки и ускоренное (принудительное) охлаждение отливки. Образовавшиеся пары отсасываются по ГМР через щели 6 и 7 и полость 9.Приведен вариант исполнения ГМР в виде профилированной ленты, состоящей из двух скрепленных частей. 4 ил. & (Л
Редактор Н.Киштулинец
Составитель В.Сазонов
Техред А.Кравчук Корректор Л.Патай
Заказ 1824/9Тираж 741Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
...,„,«.-.. - . - ---- - - - - - - ..-.- -
Производственно-полиграфическое предприятие, г.Ужгород,ул. Проектная, 4
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Устройство для выпрямления многофазного тока | 1923 |
|
SU50A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
