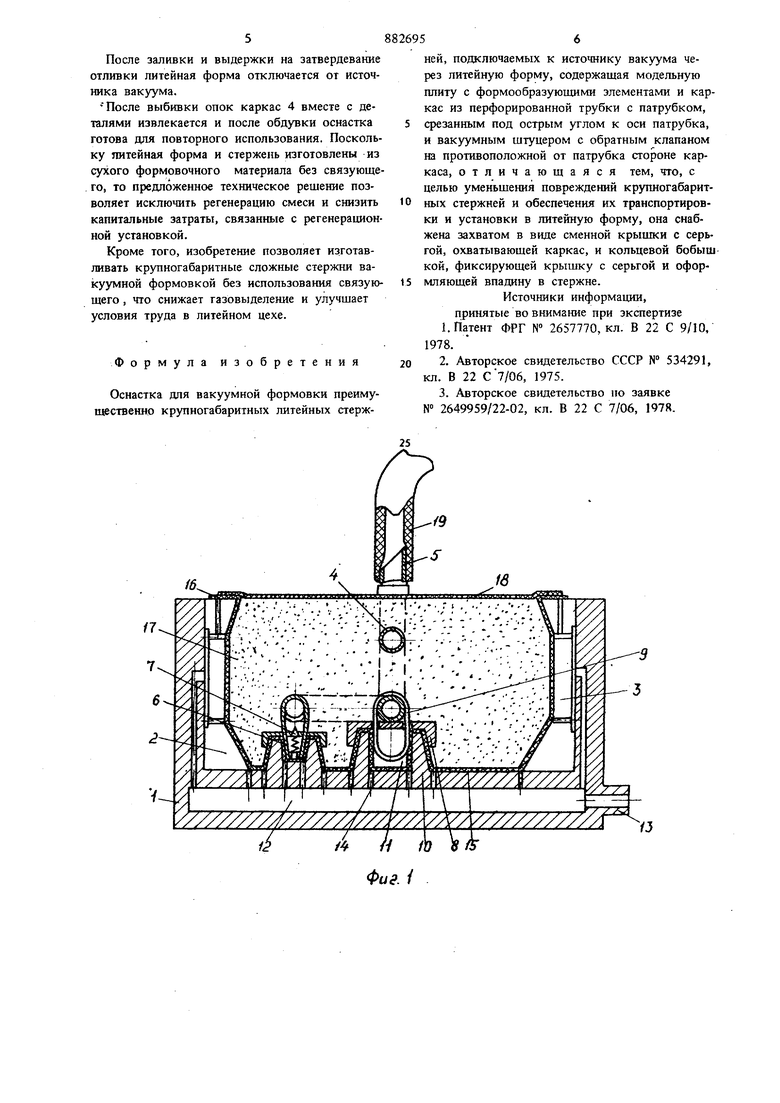
Изобретение относится к области литейного производства и может быть использовано в оснастках для вакуумной формовки преимущественно литейных стержней, подключаемых к источнику вакуума через литейную форму. Известна оснастка, реализующая способ изго товления стержней вакуумной формовкой, содержащая каркас из перфорированной трубки Известна также оснастка для изготовления стержней вакуумно-пленочной формовкой, содержащая разъемный корпус и перфорированную трубку, подключенную к источнику вакуума, при зтом перфорированная трубка расположена в плоскости разъема корпуса по центральной его оси, кроме того, оснастка снабжена сменными стенками, установленными на тор цах перфорированной трубки между частями корпуса, перпендикулярно плоскости разъема, а одна из сменных стенок выполнена с окнаМи для заполнения оснастки смесью 2. Наиболее близкой к предлагаемой -по технической сущности и достигаемому эффекту является литейная оснастка, содержащая модельную плиту с формообразующими элементами И каркас из перфорированной трубки с патрубком, срезанным под острым углом к оси патрубка, и вакуумным штуцером с обратным клапаном на противоположной от патрубка стороне каркаса 3. Недостатки известных оснасток для вакуумной формовки - повреждение крупногабаритных стержней, изготовленных вакуумной формовкой, при их транспортировании при помощи стропов; трудность установки крупногабаритных стержней в литейную форму из-за отсутствия каких-либо захватов. Цель изобретения - уменьшение повреждений крупногабаритных стержней и обеспечение их транспортировки и установки в литейную форму. Поставленная цель достигается тем, что оснастка, содержащая модельную плиту с формообразующими элементами и каркас из перфо{жровашюй трубки с патрубком, срезаннь1м под острым углом к оси патрубка, и вакуумным штуцером с обратным клапаном на противоположной от патрубка стороне каркаса, снабжена захватом в виде сменной крышки с серьгой, охватьтающей каркас, и кольцевой бобышкой, фиксирующей крышку с серьгой и оформляющей впадину в стержне. На фиг. 1 изображена оснастка для вакуумной формовки; на фиг. 2 - литейная форма и стержень перед сборкой; на фиг. 3 и 4 - литейная форма в сборе. Оснастка для вакуумной формовки преимущественно крупногабаритных стержней, подключаемых к источнику вакуума через литейную форму, содержит модельную плиту 1 с формообразующими элементами 2 и 3, каркас 4 из перфорированной трубки с патрубком 5, срезанным под острым углом к оси патрубка, и вакуумным штуцером 6 с обратным клапаном 7 на противоположной от патрубка 5 стороне каркаса, захват в виде сменной крышки 8 с . серьгой 9, охватывающей каркас, при этом модельная плита 9 выполнена с кольцевой бобышкой 10, оформляющей впадину 11 в стерж не. Кроме того, в модельной плите 1 имеется герметичная полость 12, которая при помощи патрубка 13 подключается к источнику вакуум или сообщается с атмосферой, при этом полост 12 связана через отсасывающее отверстие 14 с оформляющей поверхностью, облицованной син тетической пленкой 15 с отогнутым краем 16. Стержень изготавливается из сухого формовочного материала 17 без связующего и изолирован от окружающей атмосферы при цомощи синтетической пленки 18, перекрывающей край 16. Для подключения стержня к источнику вакуума служит гибкий вакуум- привод 19. На фиг. 2 показана литейная форма, изготовленная вакуумной формовкой из сухого форм вочного материала 20 в опоке 21 с фильтрующей оболочкой 22 и патрубком 23 для подключения к вакуумной (жстеме герметизирующим элементом 24, синтетической пленкой 25 образующей полость формы 26 с углублением 27. Стержень связан с гаком 28 грузоподъемного устройства при помощи разрезного кольца 29 со скосом 30. Работа оснастки осуществляется следующим образом. На модельную плиту 1 устанавливаются смен ные формообразующие элементы 2 и 3, выпол ненные, например из дерева, которые облицовываются вместе с модельной плитой, нагретой терМЪпластичной синтетической пленкой 15 с отогнутыми краями 16 при подключении штуцера 13 к полости 12 к источнику- вакуума. Затем на пленку наносят противопригарную краску, а внутрь оснастки устанавливается кар кас 4 с крышкой 8 и серьгой 9, которая входит внутрь кольцевой бобышки 10, фиксирующей крышку 8 с серьгой 9 во впаднне 11, при зтом вакуумный штуцер 6 также устанавливается в соответствующей впадине модельной плиты 1. После подачи и уплотнения сухого формовочного материала 17 и наложения синтетической пленки 18, на патрубок 5 надевается гибкий вакуум-провод 19, который подключается к источнику вакуума (на чертеже не показан), при этом патрубок 13 отключается от источника вакуума и сообщается с атмосферой. После этого синтетическая пленка 18 приваривается путем ее нагревания по периметру к отогнутому краю 16, образуя герметичный шов. После кантования оснастки стержень извлекается из нее вместе с формообразующими элементами 2 и 3, которые легко отделяются. Затем к вакуумному штуцеру 6 после удаления, например путем срезания с торца синтетической пленки, подключается второй гибкий вакуум-провод 19, связанный также с источником вакуума. Только после этого гибкий вакуум-провод отсоединяется от патрубка 5 и стержень устанавливается в литейную форму. Наличие открытого патрубка 5, сообщенного с атмосферрй, хотя и приводит к некоторому увеличению натекания в полость стержня, но позволяет сохранить конфигурацию и размеры в период установки стержня в литейную форму. Стержень наве.шивается на гак 28 при помощи разрезного кольца 29 с косым срезом 30, прорезающим синтетическую пленку в зоне серьги. При опускании стержня вниз патрубок 5 входит в углубление 27, прорезая синтетическую пленку 25, а затем стержень фиксируется в литейной форме знаковой части. В результате того, что патрубок 23 подключен к источнику вакуума, стержень подключается к источнику вакуума через литейную форму, сохраняя, кроме того, временно прежнее подключение при помощи гибкого вакуум-провода 19, штуцера б и обратного клапана 7 к источнику вакуума. После этого гибкий вакуум-провод 19 отключается от источника вакуума, при этом обратный клапан 7 закрывается, а гибкий вакуумпровод 19 легко снимается с вакуумного штуцера 6. После снятия разрезного кольца 29 с серьги 9 при помощи прорези в кольце 29, последнее удаляется, и на опоку 21 устанавливается верхняя опока. Изобретение позволяет оформить полость в отливке. Для этого впадина в стержне, выполняемая кольцевой бобышкой 10 (фиг. 1), заполняется сухим формовочным материалом и герметизируется дополиительной плейкой, окрашенной противопригарной краской, удерживаемой на торце за счет отсасьтающих отверстий, выполненных в виде каналов в основной плешсе.
После заливки и выдержки на затвердевание отливки литейная форма отключается от источника вакуума.
После выбивки опок каркас 4 вместе с деталями извлекается и после обдувки оснастка готова Для повторного использования. Поскольку 1штейная форма и стержень изготовлены из сухого формовочного материала без связующего, то предложенное техническое решение позволяет исключить регенерацию смеси и снизить капитальные затраты, связанные с регенерационной установкой.
Кроме того, изобретение позволяет изготавливать крупногабаритные сложные стержни вакуумной формовкой без использования связующего , что снижает газовыделение и улучшает условия труда в литейном цехе.
Формула изобретения
Оснастка для вакуумной формовки преимущественно крупногабаритных литейных стержней, подключаемых к источнику вакуума через литейную форму, содержащая модельную пянту с формообразующими злементами и каркас из перфорированной трубки с патрубком, срезанным под острым углом к оси патрубка, и вакуумным штуцером с обратным клапаном m противоположной от патрубка стороне каркаса, отличающаяся тем, что, с целью уменьшения повреждений крупногабаритных стержней и обеспечения их транспортировки и установки в литейиую форму, она снабжена захватом в виде сменной крышки с серьгой, охватывающей каркас, и кольцевой бобышкой, фиксирующей крышку с серьгой и оформляюшей впадину в стержне.
Источники информации, принятые во внимание при экспертизе 1. Патент ФРГ № 2657770, кл. В 22 С 9/10, 1978.
2. Авторское свидетельство СССР N 534291, кл. В 22 С7/06, 1975.
3. Авторское свидетельство по заявке № 2649959/22-02, кл. В 22 С 7/06, 1978.
Фиг. /

| название | год | авторы | номер документа |
|---|---|---|---|
| Оснастка для вакуумной формовки | 1980 |
|
SU952411A2 |
| Оснастка для вакуумной формовки | 1981 |
|
SU996060A2 |
| Способ вакуумной формовки и стержневой ящик для его осуществления | 1981 |
|
SU996061A1 |
| Стержень для вакуумной формовки крупногабаритных литейных форм | 1985 |
|
SU1294454A1 |
| Оснастка для вакуумной формовки | 1981 |
|
SU975176A1 |
| Литейная оснастка | 1978 |
|
SU764835A2 |
| Литейная оснастка для изготовления преимущественно крупногабаритных стержней вакуумно-пленочной формовкой | 1985 |
|
SU1311840A1 |
| Способ вакуумной формовки и оснастка для его осуществления | 1987 |
|
SU1519822A1 |
| Оснастка для вакуумной формовки | 1979 |
|
SU850266A1 |
| Оснастка для вакуумной формовки | 1979 |
|
SU831349A1 |

