I
Изобретение относится к промышленности строительных материалов и може быть использовано для производства, например, малогабаритных гипсовых перегородочных плит на заводах промстройматериалов.
Известна установка для изготовления строительных изделий, содержащая конвейеры горизонтальные и боковые, образующие форму для заливки ее.гипсобетонной массрй .
Наиболее близким к изобретению техническим решением является установка для непрерывного изготовления строительных изделий, преимущественно из быстросхватывакяцихся масс,состоящая из формующего устройства, установленного за ним отрезного, выполненного в виде параллельно установленных друг относительно друга систем, содержащих верхние, нижние и обводные звездочки с натянутыми на них гибкими рабочими органами с закрепленными режущими струнами, и приемного ленточного транспортера 2.
Недостатком известных установок является большая их энергоемкость, связанная с большим количеством
приводов.
Цель изобретения - снижение энер-. гоемкости установки путем использования гравитации формующей массы.
Это достигается тем, что в установке для непрерывного изготовления строительных изделий, состоящей из формующего устройства, установленного за ним отрезного, выполненного в виде параллельно установленных друг относительно друга систем, содержащих верхние, нижние и обводные звездочки с натянутыми на них гибкими рабочими органами с закрепленными
режущими струнами, и приемного ленточного транспортера, формующее и отрезное устройства устанавливаются в вертикальном положении над приемным транспортером, причем формующее устройство состоит из четырех попарно расположенных под прямым углом транспортеров с формующими лентами, охватывающими верхние и нижние барабаны и образующими в сечении профиль изделия, при этом приводом верхних звездочек отрезного устройства являются нижние барабаны одной из пар формующих транспортеров, а приводом приемного транспортера - нижние звездочки отрезного устройства.
Кроме того, данная установка отличается тем, что привод отрезного устройства снабжен диф ферснциальным механизмом, а приводном приемного конвейера является мальтийский механизм.
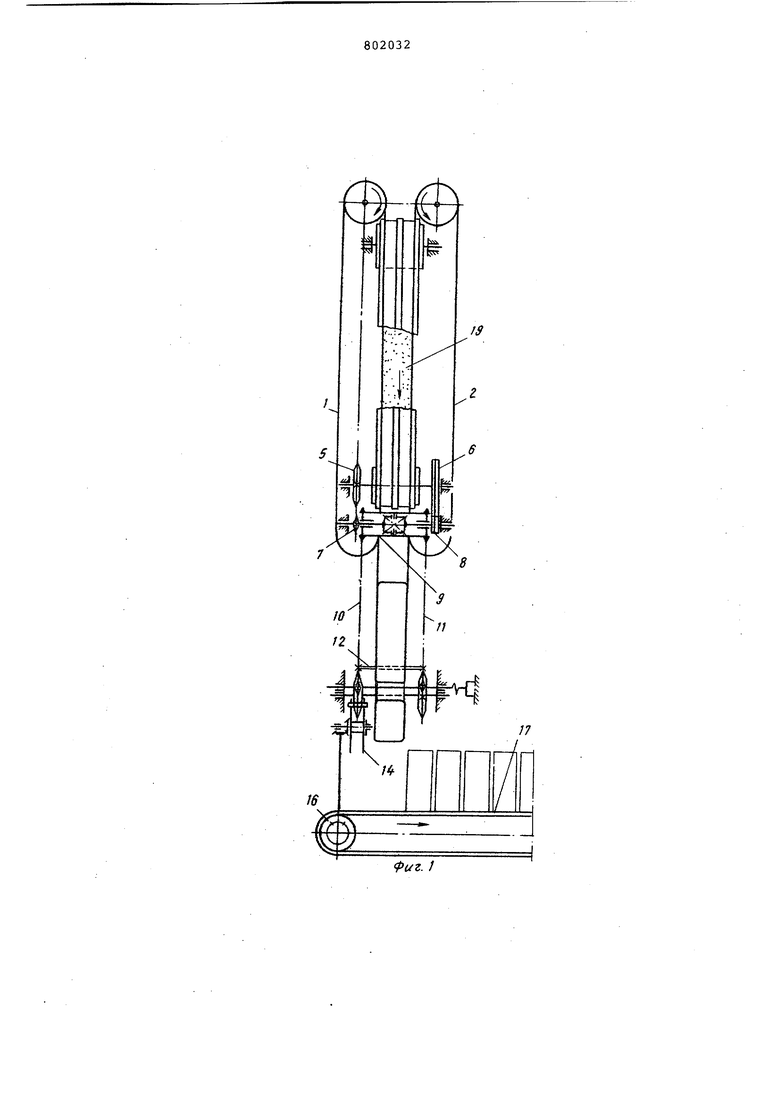
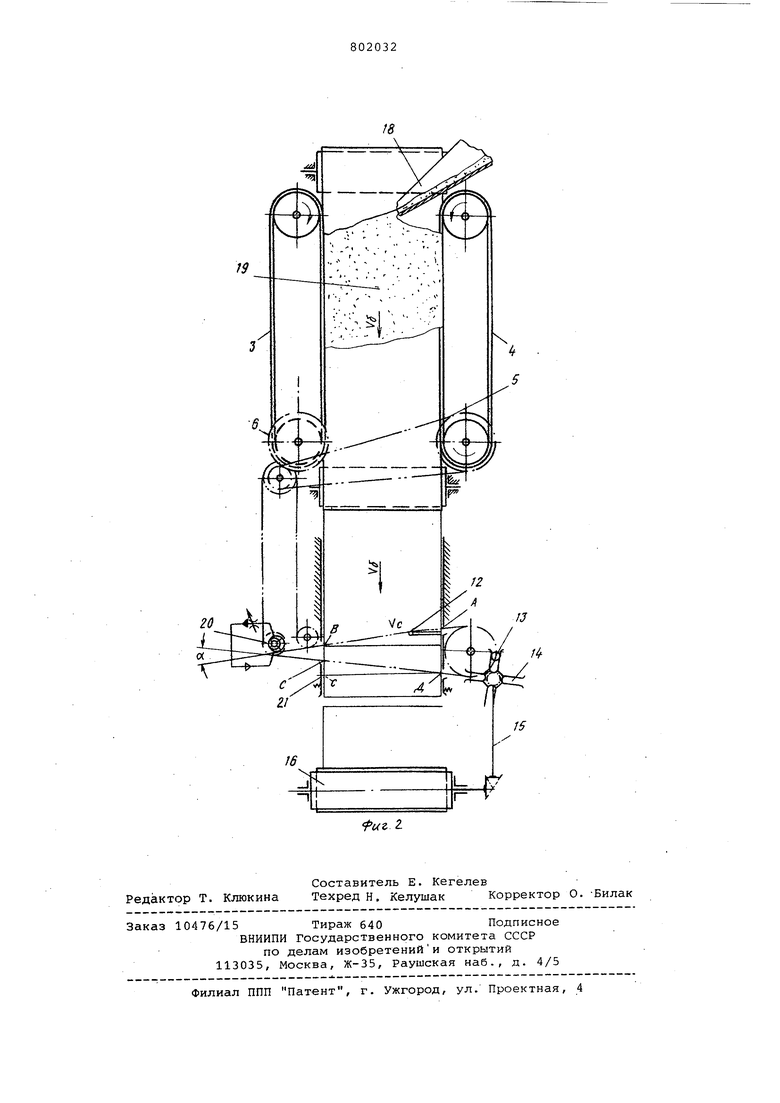
На фиг. 1 изображена установка, прюдольный профиль; на фиг. 2 - то же, поперечный профиль.
Устройство содержит два гладких формообразующих транспортера 1 и 2 и два профилированных траспортера 3 и 4. На осях барабанов последних установлены ведущая звездочка 5 и ведущая шестерня 6, находящиеся в зацеплении со звездочкой 7 и шестерней 8-дифференциального компенсирующего механизма 9, являющегося приводом отрезного устройства и несущего две бесконечных цепи 10 и 11, на которых установлены отрезная струна 12 и палец 13, вьшолненный с возможностью взаимодействия с мальтийским приводом 14, связанным через зубчатую коническую передачу 15 с ведущим барабаном 16 приемного транспортера накопителя 17. Устройство снабжено лотком 18, служащим для заливки гипса в формовочную полость 19.
Устройство работает по непрерывному циклу, т.е. гипс из гипсомешалки (на чертеже не показана) через лоток 18- непрерывно заливается в полость 19 образуя бесконечный гипсовый брус, который, опускаясь под действием собственного веса, приводит во вращение транспортеры 1, 2, 3 и 4, которые через посредство звездочки 5, шестерни 6 и дифференциального механизма 9, приводят в движение цепи 10 и 11 с режущей струной 12, обеспечивая эпизодическую отрезку изделий то по направлению АВ, то по направлению СД. Скорость работы зависит от времени схватывания гипса и регулируется гидротормозом 20, установленным на одном из .валов отрезного устройства, После выхода очередного изделия из щечек 21 изделия опускаются на транспортер 17, который совершает шаг при взаимодействии пальца 13 с крестом 14
Отличительной особенностью описанного устройства, по сравнению с известным, является то, что оно дополнительно содержит четвертый транспортер и отрезное устройство, а также характеризуется новизной вертикального расположения формообразующих транспортеров, наличием кинематических связей между транспортерами и отрезным устройством и выполнения связей - через дифференциальное компенсирующее устройство.
Такое конструктивное решевие устройства обеспечивает высокое качество, изделий (так как все пузырьки и пена остаются сверху, вне изделий), непрерывность процесса, автоматический отбор готовых изделий и резкое уменьшение занимаемых производственных площадей, что позволит изготавливать модули сравнительно невысокой производительности и из них комплектовать производственные установки заданной производительности.
Формула изобретения
1.Установка для непрерывного изготовления строительных изделий, преимущественно из быстросхватывающихся масс, состоящая из формующего устройства, установленного за ним отрезног выполненного в виде параллельно установленных друг относительно друга систем, содержащих верхние, нижние
и обводные звездочки с натянутыми на них гибкими рабочими органами с за-г: крепленными режущими струнами, и приемного ленточного транспортера, о тличающаяся тем, что, с цель снижения энергоемкости установки путем использования гравитации формующей массы, формующее и отрезное устройства установлены в вертикальном положении над приемным транспортером, причем формующее устройство состоит из четырех попарно расположенных под прямьзм углом транспортеров с формующими лентами, охватывающими верхние и нижние барабаны и образующими в сечении профиль изделия, при зтом приводом верхних звездочек отрезного устройства являются нижние барабаны одной из пар формующих транспортеров, а приводом приемного транспортера - нижние звездочки отрезного устройства.
2.Установка поп.1, отличающаяся тем, что, с целью повышения надежности работы, привод отрезного устройства снабжен дифференциальным механизмом.
3.Установка поп.1, отлич ающа я с я тем, что приводом приемного конвейера является мальтийский механизм.
Источники информации,принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 83192, кл. В 28 В 7/06, 1949.
2.Авторское свидетельство СССР № 302242, кл. В 28 В 11/14, 1969.
Фиг. /
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для производства строительного кирпича | 1990 |
|
SU1768398A1 |
| Способ резания глиняного бруса наиздЕлия и уСТРОйСТВО для ЕгО ОСу-щЕСТВлЕНия | 1979 |
|
SU837883A1 |
| Способ изготовления строительных деталей из армированного растительными волокнами гипса | 1949 |
|
SU85937A1 |
| Автоматизированная линия для изготовления мелкоштучных строительных изделий | 1981 |
|
SU1033338A1 |
| Устройство для резки мерного бруса | 1987 |
|
SU1502344A1 |
| Установка для нанесения покрытия на изделия методом окунания | 1982 |
|
SU1144733A1 |
| Автомат для окраски посуды пульверизацией через трафареты | 1938 |
|
SU55208A1 |
| ТЕЛЕСКОПИЧЕСКИЙ КОНВЕЙЕР | 1973 |
|
SU389994A1 |
| Устройство для резки глиняного бруса | 1990 |
|
SU1756160A1 |
| Устройство для укладки экструдируемых панелей на поддоны | 1981 |
|
SU992207A1 |