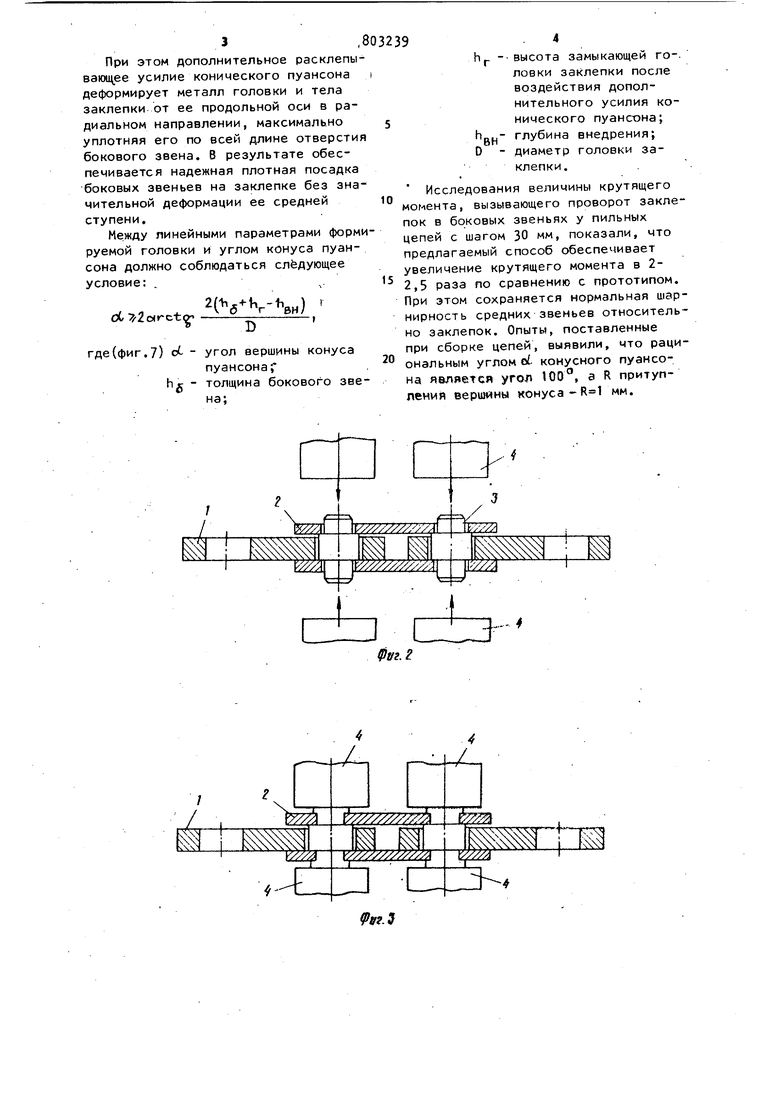
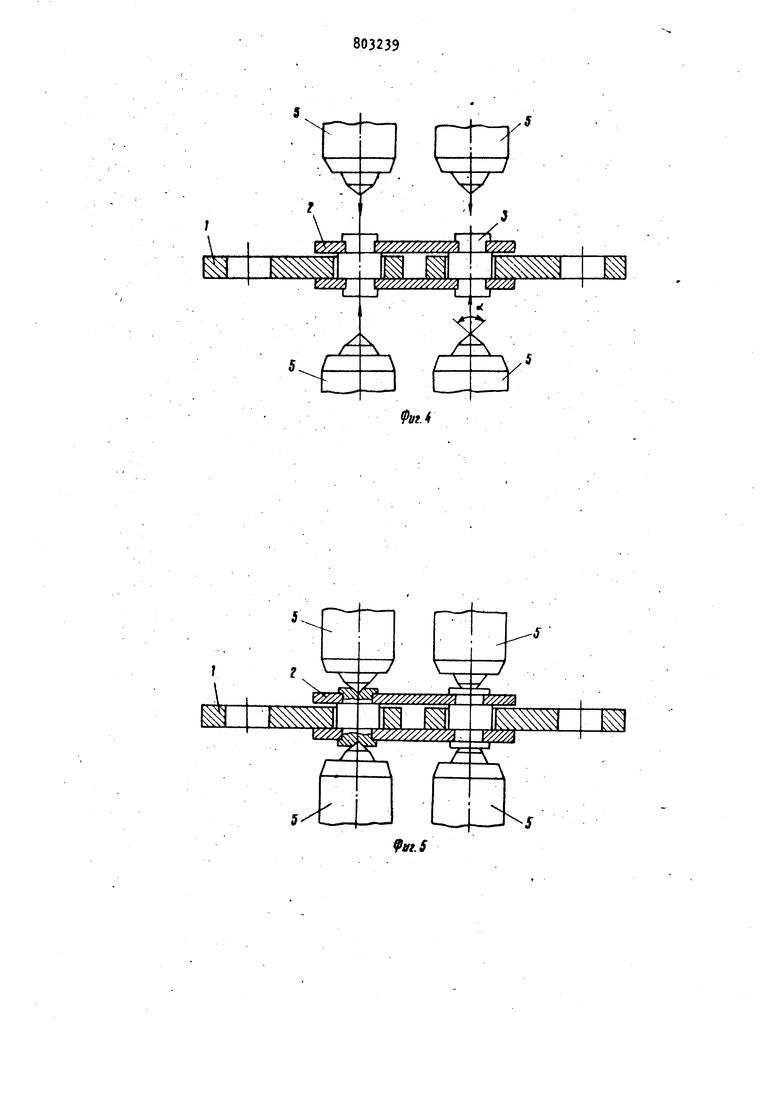
А«/ Изобретение относится к клепке, в частности к способам клепки преимущественно трехрядных пильных цепей. Известен способ соединения деталей клепкой, заключающийся в том, что в отверстие собираемых деталей танавливают ступенчатую заклепку-и воздействуют на торцы заклепки одновременно с двух сторон деформирующим усилием для образования замыкающих плоских головок 1. Однако изве стный способ не обеспечивает плотной посадки деталей на заклепке одних деталей при свободной посадке других деталей. Кроме того, для образования плоских замыкающих головок требуется значительн расклепывающее деформирующее усилие, которое деформацирует весь сте жень заклепки по его длине, что нар шает шарнирность соединения. Целью изобретения является обесп чение качественной клепки звеньев цепи путем прочного соединения край .них звеньев и сохранения шарнирного соединения средних звеньев. Поставленная цель- достигается тем, что на полученные замыкающие плоские головки заклепки воздейству ют дополнительным расклепывающим усилием конических пуансонов, а деформирующее усилие равно S Р. .. Р деф .ср.сг S где Рдеф деформирующее усилие дл образования замыкающей головки; Р деф.ср.ст усилие, обеспечивающее деформацию средней ступ ни заклепки; площадь поперечного сечения торцов крайних ст пеней заклепки; площадь топеречного сеер.ст чения средней;ступени з клепки. На фиг. 1 изображены собираемые детали, например звенья трехрядной цепи; на фиг. 2 - исходное положени деталей перед формированием замыкающих головок заклепок; на фиг. 3 то же, формирование замыкающих голо вок заклепок с двух сторон; на фиг. соединение деталей перед воздействи ем дополнительным расклепывающим ус лием конических пуансонов; на фиг.5 2 то же, момент дополнительного расклепывания заклепок дополнительным силием конических пунасонов; на иг. 6 - эпюра напряжений в головке заклепки от действия дополнительных силий конических пуансонов; на иг. 7 собранная трехрядная цепь (отрезок). Предлагаемый способ заключается в следующем. Боковые звенья цепи 1 и 2 своими тверстиями устанавливаются в соответствующие ступени ступенчатых заклепок 3- Затем плоскими пуансонами 4 осаживаются головки заклепок 3 образуя плоские замыкающие головки. Деформирующее усилие имеет такую величину, при которой происходит пластическая деформация концов крайних ступеней заклепок, а средняя ступень заклепки (буртик)не подвергаемся пластической деформации. Величина деформирующего усилия определяется следующей формулой: Р - Р - . деФ деФ.ср.ст S ср.ст деформирующее усилие для образования замыкающей головки; усилие, обеспечивающее деф. ср.ст деформацию средней ступени заклепки; площадь поперечного сечения торцов крайних ступеней заклепки; площадь поперечного сеср.ст чения средней ступени заклепки. При этом зазор междузаклепкой и отверстием бокового звена заполняется металло 1, но деформирующего усилия нeдocтatoчнo для возникновения пластической деформации на средней ступени заклепки (бурт),поэтому сохраняется нормальная шарнирность между средней ступенью заклепки и средним звеном цепи. Однако металл заполняет зазоры неравномерно: плотность заполнения меньше на концах заклепки и в местах перехода к средней .ступени заклепки. Для устранения этого недостатка дополнительно расклепывают пблученные головки, для чего в головки заклепок на определенную величину внедряют конические пуансоны 5| которые окончательно формируют головки.
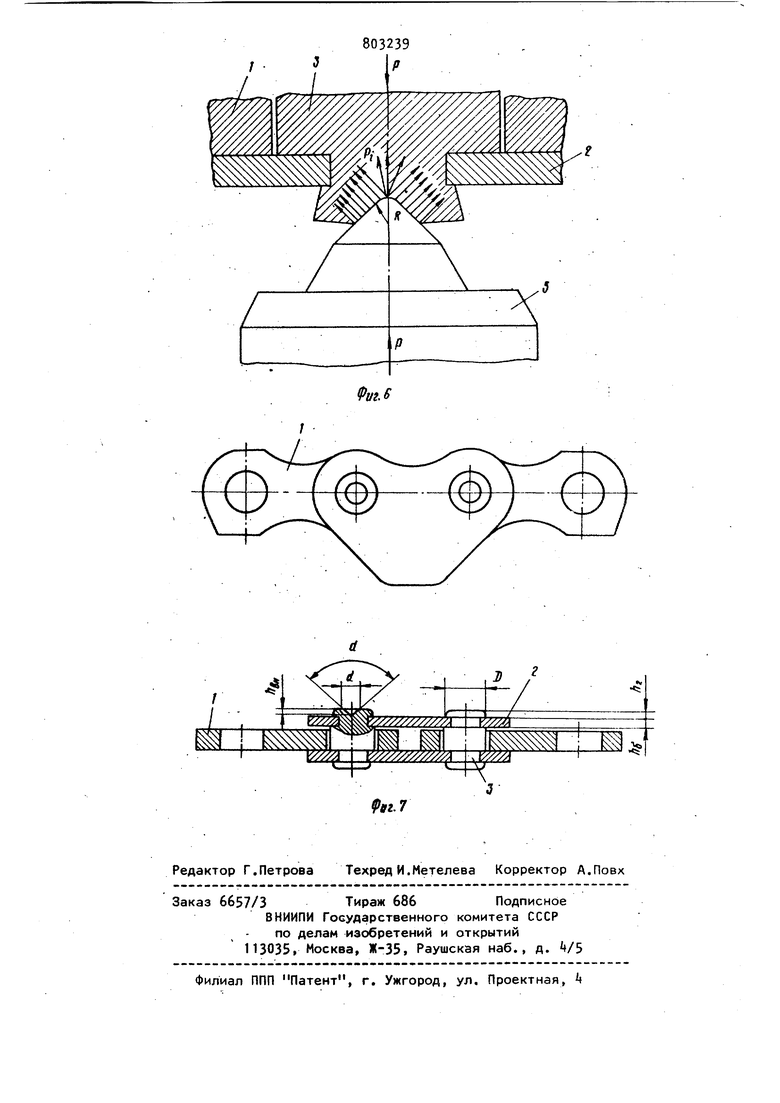
При этом дополнительное расклепываюцее усилие конического пуансона деформирует металл головки и тела заклепки от ее продольной оси в радиальном направлении, максимально уплотняя его по всей длине отверстия бокового звена. В результате обеспечивается надежная плотная посадка боковых звеньев на заклепке без значительной деформации ее средней ступени.
Между линейными параметрами формируемой головки и углом конуса пуансона должно соблюдаться следующее условие: .
2()
oC 2otrct
D
угол вершины конуса пуансона
толщина бокового звена;
высота замыкающей го-, ловки заклепки после воздействия дополнительного усилия конического пуансона; глубина внедрения;
ВН диаметр головки заклепки.
Исследования величины крутящего момента, вызывающего проворот заклепок в боковых звеньях у пильных цепей с шагом 30 мм, показали, что предлагаемый способ обеспечивает увеличение крутящего момента в 22,5 раза по сравнению с прототипом. При этом сохраняется нормальная шарнирность средних звеньев относительно заклепок. Опыты, поставленные при сборке цепей, выявили, что рациональным углом ot конусного пуансона является угол tOO°, а R притупления вершины конуса-R 1 мм.
f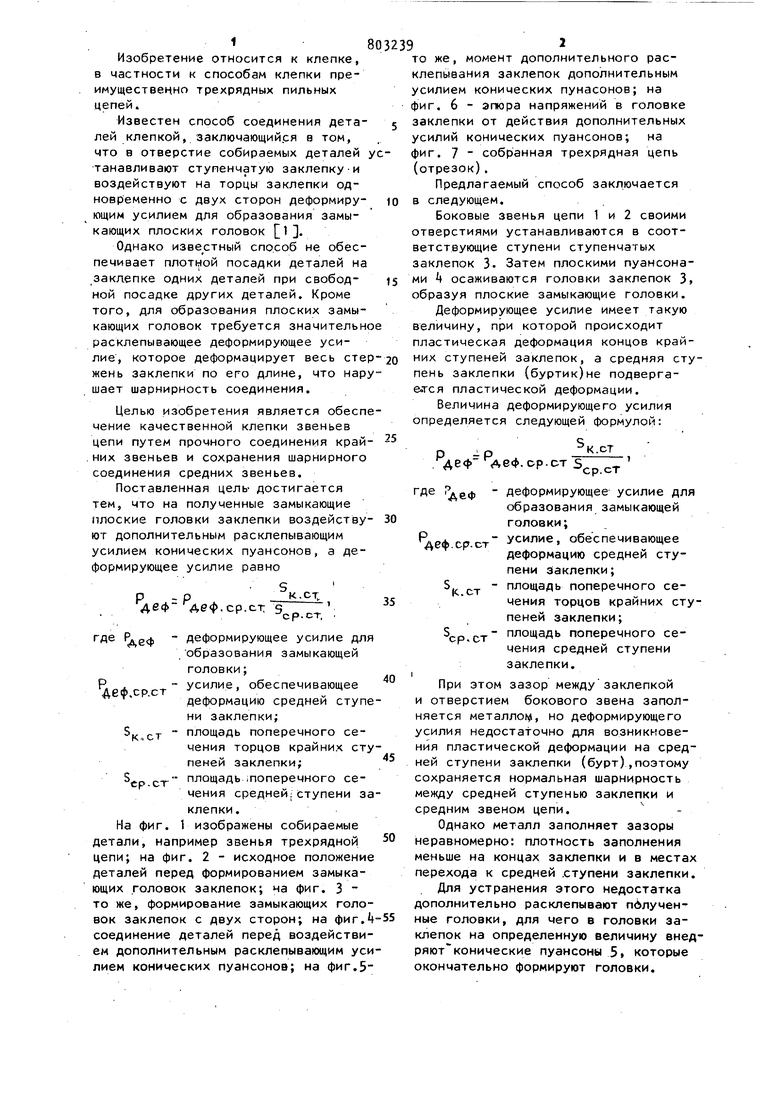
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КЛЕПКИ СМЕШАННЫХ ПАКЕТОВ И УСТРОЙСТВО ДЛЯ ГРУППОВОЙ КЛЕПКИ | 1991 |
|
RU2007251C1 |
| Способ клепки | 1985 |
|
SU1359051A1 |
| Способ клепки и пневматический пресс для его осуществления | 1988 |
|
SU1602603A1 |
| Заклепка | 1988 |
|
SU1620707A1 |
| Способ термоимпульсной клепки | 1980 |
|
SU948519A1 |
| СПОСОБ КЛЕПКИ | 1994 |
|
RU2069118C1 |
| Заклепка | 1988 |
|
SU1545013A1 |
| Устройство к прессу для групповой клепки изделий с криволинейной поверхностью | 1991 |
|
SU1792786A1 |
| Станок для клепки накладок к тормозным колодкам | 1981 |
|
SU1034827A1 |
| Устройство для сборки и клепки | 1981 |
|
SU996041A1 |
СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ КЛЕПКОЙ, заключающийся в том, что в отверстие собираемых деталей устанавливают ступенчатую, заклепку и воздействуют на торцы заклепки одновременно с двух сторон деформирующим усилием для образования замыкающих плоских головок, о т л и -где Рдеф - деформирующее усилие для образования замыкащей головки;j'^e<}>&.ср.от;-усилие, обеспечивающеедеформацию средней ступени заклепки;площадь поперечного сечения торцов крайних ступеней заклепки; площадь поперечного сечения средней ступени заклепки.'^к. ст.ор. ст.§(Л СМ'ое оОдISDоо<D. = Рк. ст.;'АеФ''Чеф.ср.ст S^p.cT.'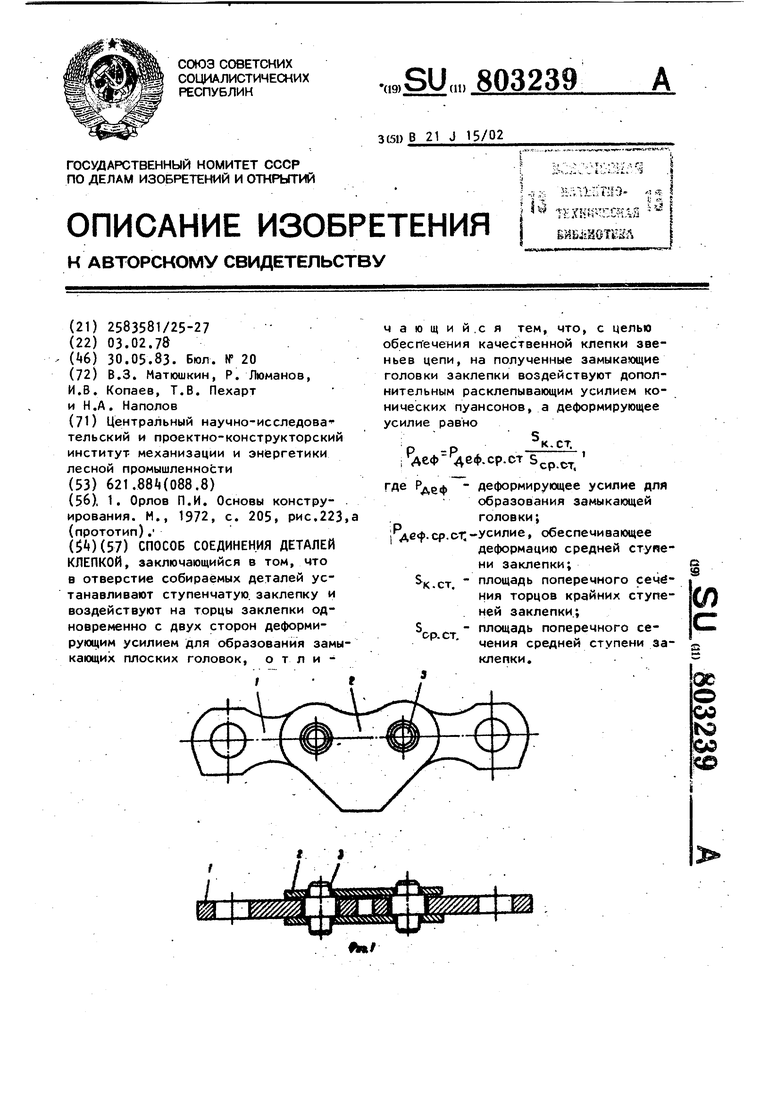
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Орлов П.И | |||
| Основы констру- | |||
| ирования | |||
| М., 1972, с | |||
| Автоматическая акустическая блокировка | 1921 |
|
SU205A1 |
