Изобретение относится к трубопрокатному производству и касается производства труб на установках с пилигримовьм или автоматическим ста ном . По основному авт. св.. № 169049 известен способ производства труб на трубопрокатной установке с пилигримовым станом, включающий обкатку переднего конца гильзы холостыми роликами, установленными на столе прошивного стана/ во время прошивки заготовки 13. Недостатком известного способа является межочаговая деформация гильз, возникающая за счет разницы осевых скоростей в приводных валках и холостых роликах. Цель изобретения - повышение ка чества поверхности гильзы путем сн жения осевого подпори. Поставленная цель достигается тем, что в способе после обкатки 0,2-0,5 длины обжимаемого конца гил зы неподвижными холостыми роликами остальную часть конца обкатывают пр нудительно перемещаемыми в осевом направлении с переменной скоростью роликами, увеличивая величину скорости монотонно до 0,1-0,5 осевой скорости гильзы. Снижение подпора на гильзу и соответственно межочаговой деформации обеспечивается за счет уменьшения обжатия переднего конца гильзы за один ее оборот (частного обжатия) в результате снижения осевой скорости металла относительно подвижных в осевом направлении холостых роликов. Выбор пределов изменения скорости перемещения холостых роликов в пределах 0,1-0,5 осевой скорости гильзы .обусловлен следующим: увеличение скорости свыше половины осевой скорости гильзы нецелесообразно, так как в этомслучае значительно увеличивается время процесса обкатки,увеличивается длина оправки и перемещение холостых роликов; снижение скорости перемещения ниже 0,1 осевой скорости нецелесообразно, так как в этом случае увеличивается осевой подпор на гильзу и ухудшается ее качество. За счет того, что перемещение холостых роликов начинают не сразу после начала обкатки гильзы, а с выдержкой времени, после того, как продефо ируется ,5 длины обжимаемого конца, достигается уменьшение длины пути холостых роликов в осевом- направлении, что уменьшает длину межочагового участка гильзы, а следовательно, повышается его устойчивость к воздействию усилий. В результате этого обеспечивается повышение качества гильз, а именно предотвращается появление вздутия и скручивания. Нецелесообразно устанавливать длину первоначально обкатываемого участка менее 0,2 его общей длины, так как это приводит к, необходимости увеличения перемещений холостых роликов, что в свою очередь приводит к увеличению длины межочагового участка рильзы, а следовательно, к снижению его устойчивости и ух-удшенйю качества гильз. При слишком большой величине первоначального участка, большей 0,5 его общей длины, происходит значительное увеличение осевого подпора на гильзу со стороны холостых роликов и ухудшение качества гильзы вследствие увеличения полного давления металла на холостые ролики из-за чрезмерного роста контактной поверхности.
Способ осуществляется следующим образом.
Нагретую до температуры прокатки сплошную заготовку прошивают в гильзу рабочими валками на оЬравке на косовалковом прошивном стане. ПередНИИ конец гильзы, выходящий из вал-ков прошивного стана, обжимают по диаметру и толщине стенки сначала неподвижными холостыми роликами на . цилиндрической оправке. После обжатия части конца, длиной 0,2-0,5, холостые ролики перемещают в направлении осевого движения гильзы с переменной скоростью, увеличивающейся до 0,1-0,5 осевой скорости гильзы. Критическая величина подпора на гильзу в процессе заострения создается не сразу, а после деформации определенной длины переднего конца гильзы, поэтому и перемещение холостых роликов начинают не сразу, а после обкатки участка длиной 0,20,5 протяженности всего обжимаемого участка.
V, м/с I О 1 0,0095 0,019 Го,057 1 0,095 1 0,104 iDj., мм 10 8 6.4 3 3
Анализ полученных данных показывает, что оптимальными величинами осевой скорости роликов являются V (0,1-0,5)V или. V 0,0190,095 м/с, при которой наблюдается минимальное значение дОр. При этом, как следует из полученных данных.
Перемещение холостых роликов после обкатки первоначального участка уменьшает время процесса заострения гильзы, что снижает длину межочаговрго участка гильзы и способствует повышению его устойчивости к осевому подпору.
На фиг.1 - 3 схематично показана последовательность операций.
Нагретую До температуры деформации заготовку 1 прошивают в гильзу на двухвалковом прошивном стане в рабочих валках 2 на оправке 3. Передний конец гильзы по мере выхода из рабочих валков поступает во второй очаг деформации, образованный четырьмя холостыми роликами 4 и оправкой 5 (фиг.1). Осевая скорость гильзы определяется параметрами косовалкового стана (числом оборотов 0 валков, углом подачи валков) и сос|Тавляет-величину V,, 0,19 м/с.
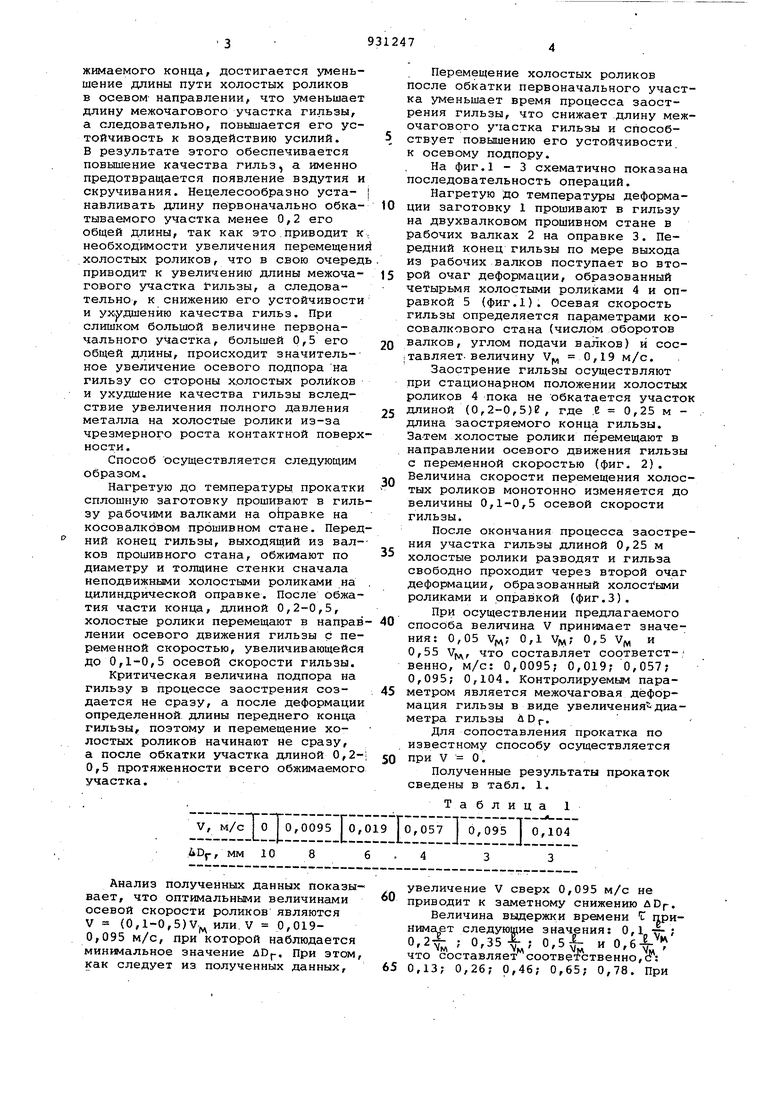
Заострение гильзы осуществляют при стационарном положении холостых роликов 4 пока не обкатается участок 5 длиной (0,2-0,5)8, где .6 0,25 м длина заостряемого конца гильзы. Затем холостые ролики перемещают в направлении осевого движения гильзы с переменной скоростью (фиг. 2). -j Величина скорости перемещения холостых роликов монотонно изменяется до величины 0,1-0,5 осевой скорости гильзы.
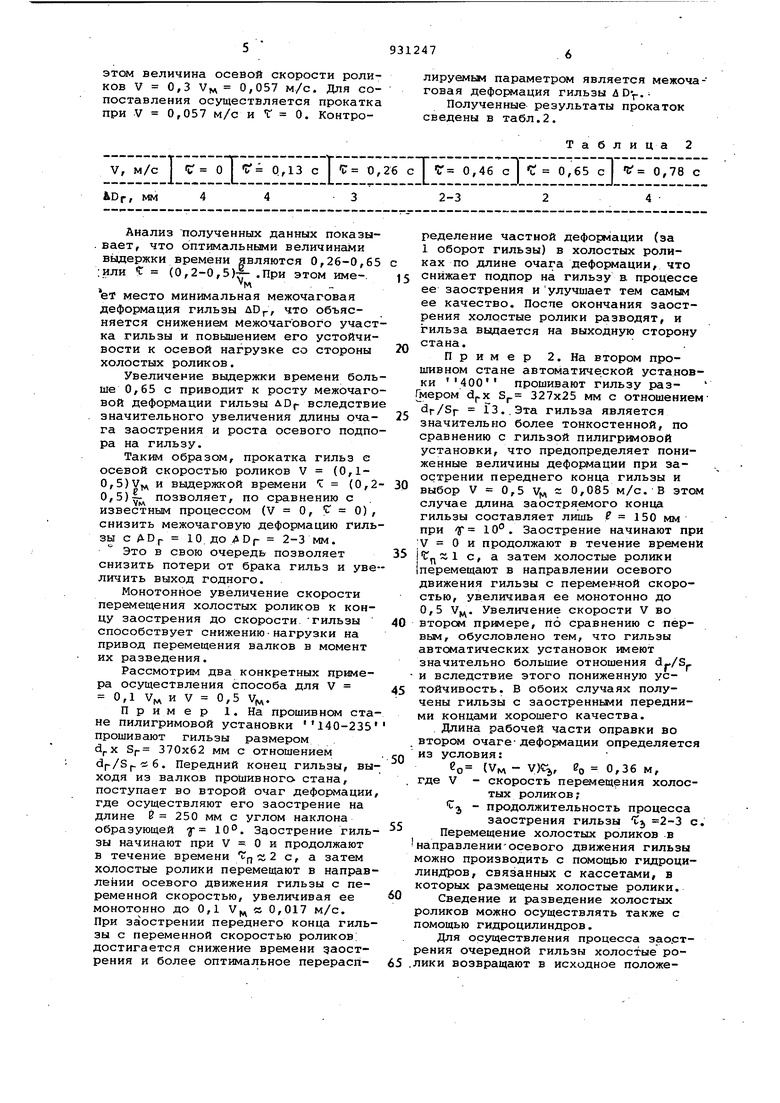
После окончания процесса заострения участка гильзы длиной 0,25 м холостые ролики разводят и гильза свободно проходит через второй очаг деформации, образованный холосоыми роликами и оправкой (фиг.З).
При осуществлении предлагаемого 0 способа величина V принимает значения: 0,05 0,1 V,; 0,5 Vf и 0,55 V, что составляет соответст- венно, м/с: 0,0095; 0,019; 0,057; 0,095; 0,104. Контролируемым параметром является межочаговая деформация гильзы в виде увеличения диаметра гильзы uDf-.
Для сопоставления прокатка по известному способу осуществляется 0 при V 0.
Полученные результаты прокаток сведены в табл. 1.
Таблица 1
увеличение V сверх 0,095 м/с не
приводит к заметному снижению uDp.
Величина выдержки времени Т принима т следующие значения: 0,1 гг-; 0,2 ; 0, 0,5 и 0.6 что составляет соответственно,сг: 0,13; 0,26; 0,46; 0,65; 0,78. При
этом величина осевой скорости роликов V 0,3 VM 0,057 м/с. Для сопоставления осуществляется прокатка при V 0,057 м/с и Т 0. КонтроV, м/с I С О Т1 0,13 с ГС: 0,26 4Dr, мм443 Анализ полученных данных показы . вает, что оптимальными величинами выдержки времени являются 0,26-0,6 :или t (0,2-0,5) .При этом име-. м еТ место минимальная межочаговая деформация гильзы AD, что объясняется снижением межочагового участ ка гильзы и повышением его устойчивости к осевой нагрузке со стороны холостых роликов. Увеличение выдержки времени боль ше 0,65 с приводит к росту межочаго вой деформации гильзы AD)- вследстви значительного увеличения длины очага заострения и роста осевого подпо ра на гильзу. Таким образом, прокатка гильз с осевой скоростью роликов V (0,10,5)Vf и выдержкой времени Т (0,2 0,5) позволяет, по сравнению с известным процессом (V О, 0) снизить межочаговую деформацию гиль зы с ADp 10. до DT 2-3 мм. Это в свою очередь позволяет снизить потери от брака гильз и уве личить выход годного. Монотонное увеличение скорости перемещения холостых роликов к концу заострения до скорости гильзы способствует снижению-нагрузки на привод перемещения валков в момент их разведения. Рассмотрим два конкретных примера осуществления способа для V 0,1 v и V 0,5 V. Пример 1. На прошивном ста не пилигримовой установки 140-235 прошивают гильзы размером Sf. 370x62 мм с отношением d|-/Sp.-s6. Передний конец гильзы, вы ходя из валков прошивного, стана, поступает во второй очаг деформации где осуществляют его заострение на длине В 250 мм с углом наклона образующей f- 10°. Заострение гиль зы начинают при V О и продолжают в течение времени п 2 с, а затем холостые ролики перемещают в направ лении осевого движения гильзы с переменной скоростью, увеличивая ее монотонно до 0,1 V а 0,017 м/с. При заострении переднего конца гиль зы с переменной скоростью роликов: достигается снижение времени заострения и более оптимальное перерасплируемьм параметром является межочаговая деформация гильзы Л D.Полученные результаты прокаток сведены в табл.2. Таблица 2 с Т0 0,46 с | о 0,65 с| V 0,78 с ределение частной деформации (за 1 оборот гильзы) в холостых роликах по длине очага деформации, что снижает подпор на гильзу а процессе ее заострения иулучшает тем Сс1мым ее качество. После окончания заострения холостые ролики разводят, и гильза выдается на выходную сторону стана. Пример 2. На втором прошивном стане автоматической установки 400 прошивают гильзу размером d(.x S 327x25 мм с отношениемdr/Sj- Гз., Эта гильза является значительно более тонкостенной, по сравнению с гильзой пилигримовой установки, что предопределяет пониженные величины деформации при заострении переднего конца гильзы и выбор V 0,5 v, г 0,085 м/с. В этом случае длина заостряемого конца гильзы составляет лишь f 150 мм при - 10°. Заострение начинают при ;V О и продолжают в течение времени 1Г и 1 с, а затем холостые ролики перемещают в направлении осевого движения гильзы с перемендой скоростью, увеличивая ее монотонно до 0,5 V. Увеличение скорости V во втором примере, по сравнению с первьм, обусловлено тем, что гильзы автоматических установок имеют значительно большие отношения dj,/Sj, и вследствие этого пониженную устойчивость. В обоих случаях получены гильзы с заостренньми передними концами хорошего качества. Длина рабочей части оправки во втором очаге-деформации определяется из условия: 0 (VM - V)C,,, BO 0,36 м, где V - скорость перемещения холостых роликов; LJ - продолжительность процесса заострения гильзы uj 2-3 с. Перемещение холостых роликов в направлении-осевого движения гильзы можно производить с помощью гидроцилиндров, связанных с кассетами, в которых размещены холостые ролики. Сведение и разведение холостых роликов можно осуществлять также с помощью гидроцилиндров. Для осуществления процесса заострения очередной гильзы холостые роики возвращают в исходное положение, т.е. перемещают их в направлении приводных валков прошивного ста на и устанавливают на необходимый размер калибра. Снижение осевого подпора на гиль зу и повышение ее качества обеспечи вается за счет уменьшения обжатия переднего конца гильзы за один оборот заготовки и, как следствие,умен шения давления металла на холостые ролики, уменьшения удельных сил трения. В результате этого уменьшается осевая составляющая полного давления металла на холостые ролики, что приводит к уменьшению осевого подпора на гильзу в процессе заострения и к повышению качества гильзы. Предлагаемый способ может быть использован для получения качестве ных гильз с заостренными концами для последующей прокатки их на пили гримовых, автоматических и других станах.
TZZZZZZZ//
J
/////////////////
Фиг.1
±
фиг. 2 Экономический эффект от внедрения по предварительному расчету составляет 159 тыс.руб. Формула изобретения Способ производства труб по авт. св. № 169049, о-т л и ч а ющ и и с я тем, что, с целью повышения качества поверхности гильзы путем снижения осевого подпора, после обкатки 0,2-0,5 длины обжимаемого конца гильзы неподвижными холостыми роликами остальную часть конца обкатывают принудительно перемещаемыми в осевом направлении с переменной скоростью роликами, увеличивая величину скорости монотонно до 0,1-0,5 осевой скорости гильзы. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 169049, кл. В 21 В 19/04, 1964.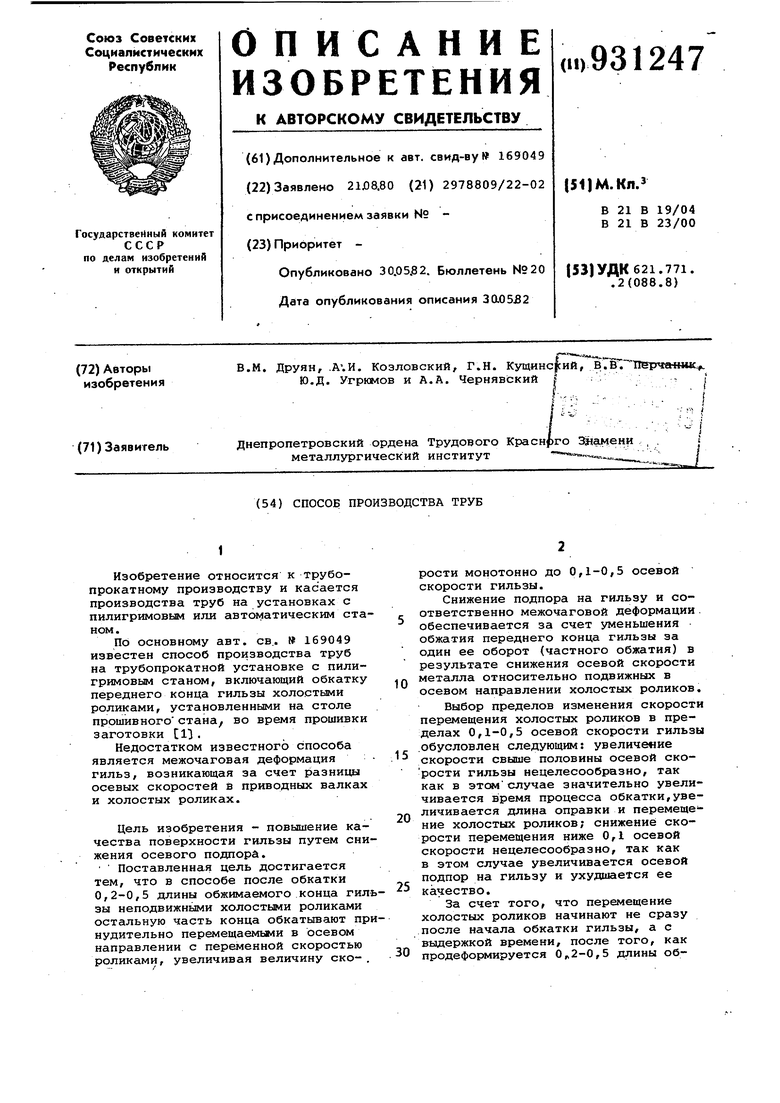
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства гильз на косовалковом стане | 1989 |
|
SU1650316A1 |
| Способ производства гильз на косовалковом стане | 1975 |
|
SU559743A1 |
| Способ производства гильз на косо-ВАлКОВОМ CTAHE | 1979 |
|
SU804022A1 |
| Способ прессвалковой прошивки | 1991 |
|
SU1821251A1 |
| Клеть косовалкового стана | 1975 |
|
SU541514A1 |
| Устройство для установки оправки трубопрокатного стана | 1980 |
|
SU884752A1 |
| Валок для винтовой прошивки | 1980 |
|
SU900891A1 |
| СПОСОБ ПРОШИВКИ СЛИТКОВ И ЗАГОТОВОК МАССОЙ ОТ 3 ДО 10 ТОНН В ГИЛЬЗЫ В СТАНЕ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2012 |
|
RU2523402C1 |
| Технологический инструмент прошивного стана | 1985 |
|
SU1321493A1 |
| Заготовка для винтовой прошивки | 1978 |
|
SU741968A1 |
