(54) ШТАМП ДЛЯ МНОГОПЕРЕХОДНОЙ ВЫТЯЖКИ ЗА ОДИН ХОД ПУАНСОНА
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 1996 |
|
RU2113309C1 |
| СПОСОБ ШТАМПОВКИ ТОНКОСТЕННЫХ ПОЛУСФЕРИЧЕСКИХ ДНИЩ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2392079C1 |
| Штамп для вырубки и многопереходной вытяжки за один ход ползуна пресса | 1980 |
|
SU940929A1 |
| Штамп для ступенчатой вытяжки листовых заготовок | 1984 |
|
SU1196075A1 |
| Способ получения оболочки с переменной толщиной стенки по периметру | 2021 |
|
RU2761569C1 |
| ШТАМП ДЛЯ МНОГОПЕРЕХОДНОЙ ВЫТЯЖКИ | 1971 |
|
SU311685A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ С ДНОМ ИЗ КВАДРАТНОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2001 |
|
RU2217256C2 |
| Штамп для многопереходной вытяжки | 1991 |
|
SU1794543A1 |
| Штамп для двухпереходной вытяжки | 1982 |
|
SU1053929A1 |
| Штамп для многопереходной вытяжки | 1976 |
|
SU593778A1 |
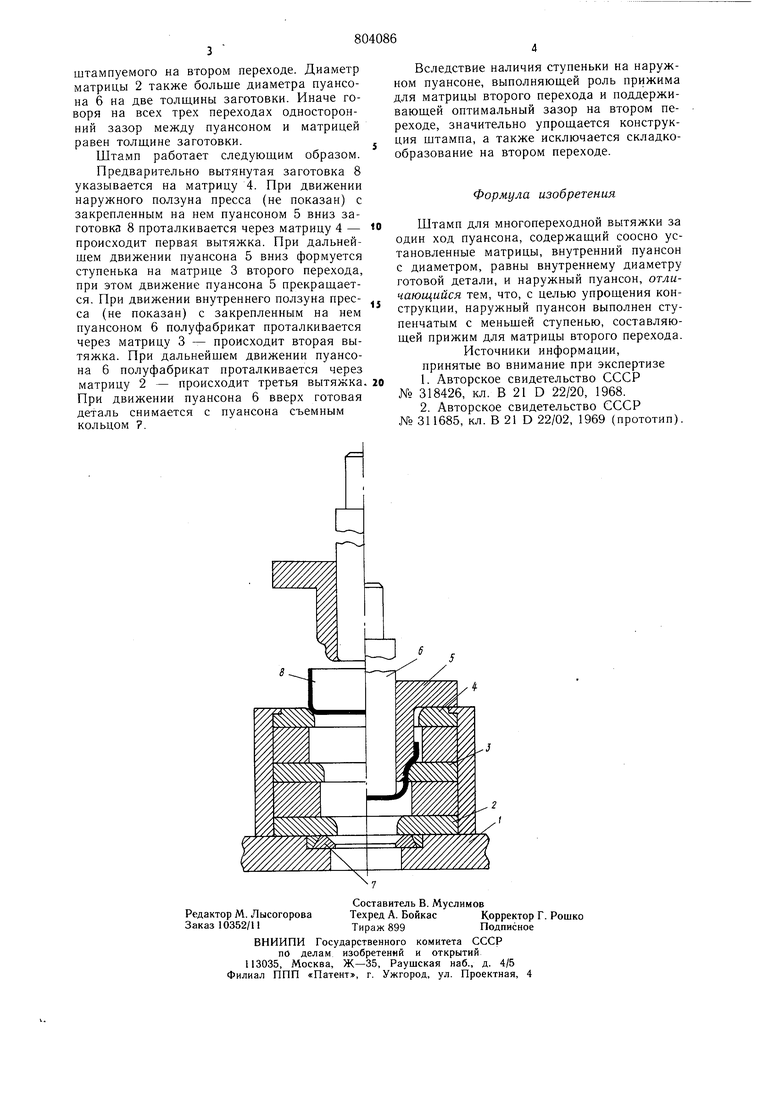
Изобретение относится к обработке металлов давлением, а именно к штампам для многопереходной вытяжки за один ход пуансона. Известен штамп для вытяжки полых деталей, содержаший пуансон, имеющий форму и размеры готовой детали, ступенчатую матрицу и прижим. Заготовку в штампе деформируют за несколько переходов, осуществляемых последовательно в течение одного хода пуансона 1. Недостатком этого штампа является малая степень деформации, достигаемая на каждом переходе, увеличить которую не представляется возможным, так как увеличение диаметра матрицы на данном переходе может служить причиной складкообразования на штампуемой детали из-за увеличенного зазора между матрицей и пуансоном. Наиболее близкий к предлагаемому штамп для многопереходной вытяжки за один ход пуансона содержит соосно установленные матрицы и телескопически установленные пуансоны, диаметр внутреннего из которых равен внутреннему диаметру готовой детали. За один ход пуансона в штампе формуются три перехода вытяжки 2. Недостатком этого устройства является его сложность, обусловленная тем, что использование телескопических пуансонов предусматривает наличие узлов их фиксации и выдвижения. Цель изобретения - упрощение конструкции. Указанная цель достигается тем, что наружный пуансон выполнен ступенчатым с меньшей ступенью, составляющей для матрицы второго перехода прижим. Сущность изобретения иллюстрируется чертежом, на котором изображен общий вид штампа в продольном разрезе. Штамп содержит плиту 1, матрицы 2-4, наружный ступенчатый пуансон 5, внутренний пуансон 6 и съемное кольцо 7. Диаметр матрицы 4 превышает диаметр большей ступени пуансона 5 на две толщины заготовки, матрица 3 имеет диауетр больше диаметра меньшей ступени пуансона 5 также на две толщины заготовки, т. е. диаметр меньшей ступени пуансона 5 равен диа.метру полуфабриката.
