(54) ТРАФАРЕТ ДЛЯ ПРОБИВКИ ОТВЕРСТИЙ В ДЕТАЛЯХ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения координатной сетки на детали | 1988 |
|
SU1575093A1 |
| Способ последовательной штамповки | 1988 |
|
SU1627301A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ С ОТБОРТОВАННЫМ ОТВЕРСТИЕМ В ДОННОЙ ЧАСТИ ИЗ ЛИСТОВОГО МАТЕРИАЛА | 1998 |
|
RU2136427C1 |
| Автомат для изготовления деталей из ленты | 1991 |
|
SU1803301A1 |
| Способ установки деталей в зону печати трафаретной машины | 1988 |
|
SU1708645A1 |
| Устройство для обработки листового материала | 1988 |
|
SU1542674A1 |
| Способ параллельной штамповки деталей из листового материала и штамп для его осуществления | 1974 |
|
SU1129002A1 |
| Способ лазерной обработки и устройство для его осуществления | 1983 |
|
SU1763128A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ УЗОРА НА ЛИСТОВОЕ ИЗДЕЛИЕ | 1991 |
|
RU2031803C1 |
| Штамп последовательного действия | 1990 |
|
SU1808444A1 |
1
Изобретение относится к обработке металлов давлением и может быть использовано для пробивки отверстий в крупногабаритных деталях.
Известен трафарет для пробивки отверстий в деталях, который выполнен в виде пластины и имеет отверстие, соответствующее по меньшей мере части пробиваемого отверстия.
Недостатком известного трафарета является то, что при обработке деталей из немагнитных материалов трафарет нельзя зафиксировать на детали по нанесенному на ней контуру отверстия.
Цель изобретения - осуществление фиксации трафарета по нанесенному на детали контуру отверстия при обработке деталей из немагнитных металлов.
Цель достигается тем, что трафарет снабжен элементами крепления, выполненными в виде вакуумных присосов.
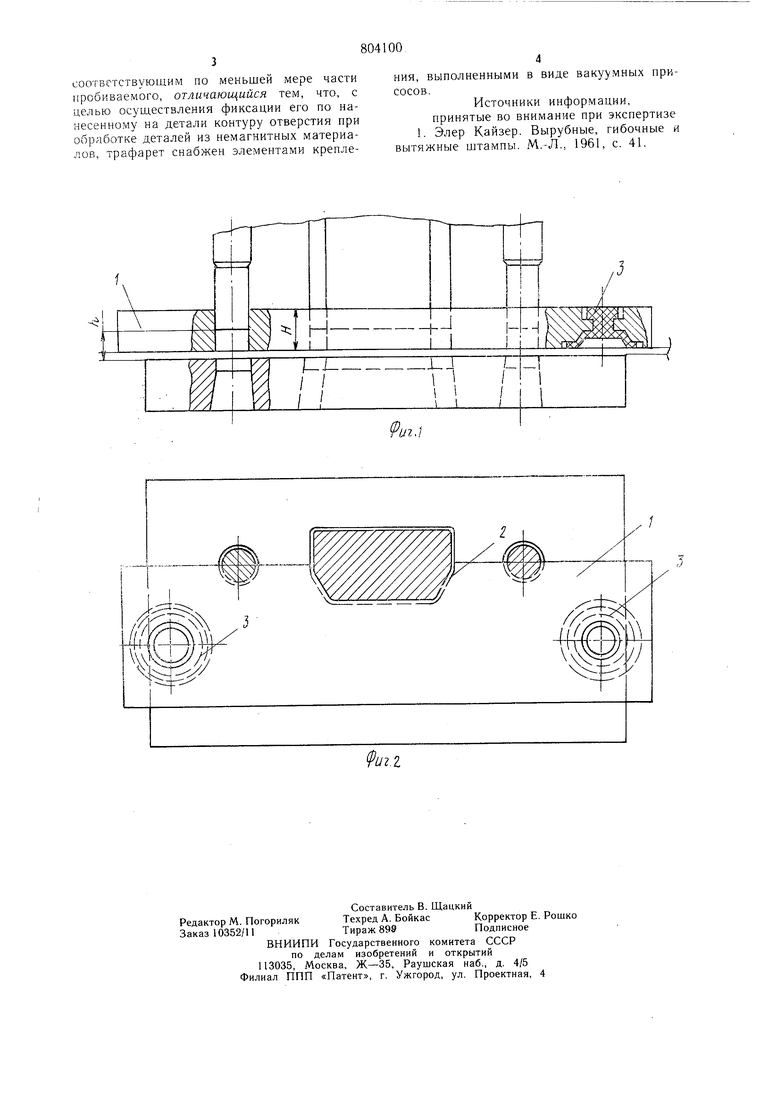
На фиг. 1 показаны трафарет и обрабатываемая деталь, вид спереди; на фиг. 2- то же, вид сверху.
Трафарет представляет собой пластину 1, имеющую выемку 2, совпадающую с ястью контура пробиваемого отверстия в детали.
На трафарете размещены вакуумные присосы 3.
Трафарет работает следующим образом.
На детали из немагнитного материала наносят контур пробиваемого отверстия любым известным методом, например фотоконтактным. По нанесенному контуру устанавливается трафарет, после чего его прижимают к заготовке. Затем деталь с трафаретом переносят на позицию обработки, где трафарет фиксируется по боковой поверхности пуансона. Количество вакуумных присосов выбирается из условия предотвращения сдвига трафарета по поверхности детали при ориентации на позиции обработки.
Трафарет эффективен при обработке крупногабаритных деталей из материала, ухудшающего условия труда при его обработке резанием.
20Формула изобретения
Трафарет для пробивки отверстий в деталях, преимущественно крупногабаритных, выполненный в виде пластины с отверстием. соответствующим по меньшей мере части пробиваемого, отличающийся тем, что, с целью осуществления фиксации его по нанесенному на детали контуру отверстия при обработке деталей из немагнитных материалов, трафарет снабжен элементами крепле804100 ния, выполненными в виде вакуумных нрисосов. Источники информации, принятые во внимание при экспертизе 1. Элер Кайзер. Вырубные, гибочные и вытяжные штампы. М.-Л., 1961, с. 41,
