I
Изобретение относится к различным технологическим процессам и может быть использовано для вальцовки и протяжки биметаллической ленты.
По основному авт. св. № 573233 известно лентопротяжное устройство, содержащее станину, на которой закреплены четыре винта, нижние опорные валки и фасонная балка с верхними подъемными валками. Для фиксации ленты от смещения в поперечном направлении в пазах станины установлены сухари. На винтах размещены поджатые к балке гайками сферические щайбы. Оба винта, расположенные в зоне последних валков, снабжены упругими элементами. На концах валков посажены щестерни. Одна пара валков соединена с приводом протяжки ленты, а остальные пары валков связаны с первой через паразитные шестерни 1.
Однако известное лентопротяжное устройство не всегда позволяет производить протяжку ленты без проскальзывания, т. е. не обеспечивает надежного поджатия всех валков к обрабатываемой ленте. Это происходит, например, в случае неточного изготовления элементов устройства.
Цель изобретения - повышение надежности протяжки ленты без проскальзывания.
Указанная цель достигается тем, что лентопротяжное устройство снабжено промежуточными парами валков, каждый из которых выполнен с выступами на одной из торцовых поверхностей и снабжен бандажом, выполненным в виде стакана со сквозными пазами в дне, эластичной втулкой, размешенной между ним и бандажом, и звездочкой из упругого материала, укрепленной 0 на валке с возможностью взаимодействия с пазами стакана и выступами валка.
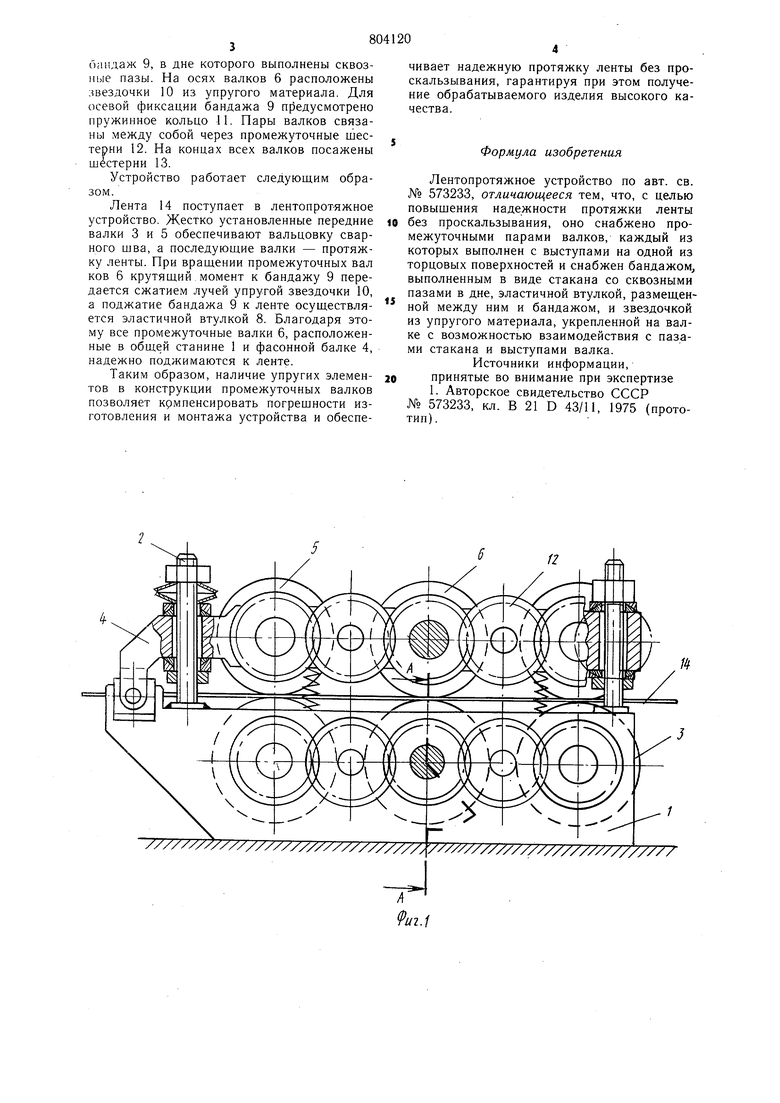
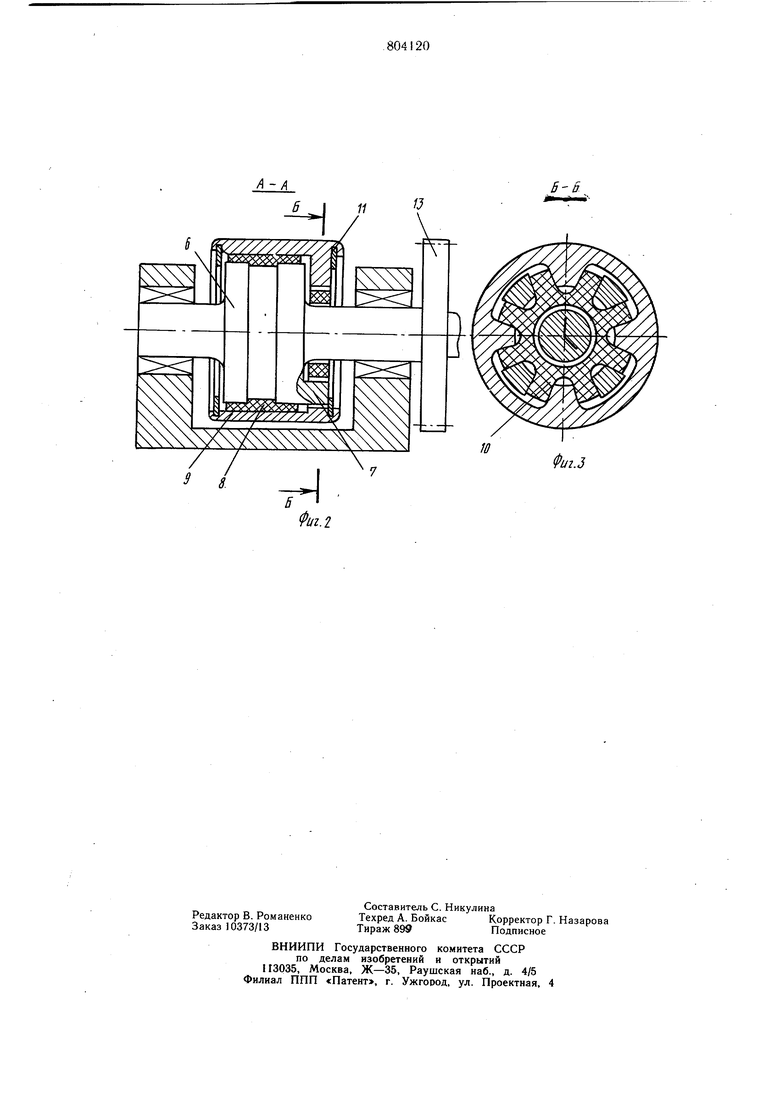
На фнг. 1 изображено предлагаемое лентопротяжное устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2.
Лентопротяжное устройство содержит станину 1, на которой закреплены четыре винта 2, нижние опорные валки 3 и фасонная балка 4 с верхними подъемными валками 5. На станине 1 и фасонной балке 4 закреплены промежуточные валки 6, каждый из которых имеет торцовые выступы 7, эластичную (например, резиновую) втулку 8, насаженную на цилиндрическую поверхность валка 6, и надетый на втулку 8 стальной
оандаж 9, в дне которого выполнены сквозные пазы. На осях валков 6 расположены звездочки 10 из упругого материала. Для осевой фиксации бандажа 9 предусмотрено пружинное кольцо И. Пары валков связаны между собой через промежуточные шестерни 12. На концах всех валков посажены шестерни 13.
Устройство работает следующим образом.
Лента 14 поступает в лентопротяжное устройство. Жестко установленные передние валки 3 и 5 обеспечивают вальцовку сварного шва, а последующие валки - протяжку ленты. При вращении промежуточных вал ков 6 крутящий момент к бандажу 9 передается сжатием лучей упругой звездочки 10, а поджатие бандажа 9 к ленте осуществляется эластичной втулкой 8. Благодаря этому все промежуточные валки б, расположенные в общей станине 1 и фасонной балке 4, надежно поджимаются к ленте.
Таким образом, наличие упругих элементов в конструкции промежуточных валков позволяет крмпенсировать погрешности изготовления и монтажа устройства и обеспечивает надежную протяжку ленты без проскальзывания, гарантируя при этом получение обрабатываемого изделия высокого качества.
Формула изобретения
Лентопротяжное устройство по авт. св. № 573233, отличающееся тем, что, с целью повышения надежности протяжки ленты
без проскальзывания, оно снабжено промежуточными парами валков, каждый из которых выполнен с выступами на одной из торцовых поверхностей и снабжен бандажом, выполненным в виде стакана со сквозными пазами в дне, эластичной втулкой, размещенной между ним и бандажом, и звездочкой из упругого материала, укрепленной на валке с возможностью взаимодействия с пазами стакана и выступами валка.
Источники информации,
принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 573233, кл. В 21 D 43/11, 1975 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Лентопротяжное устройство | 1975 |
|
SU573233A1 |
| Устройство для штамповки деталей | 1978 |
|
SU742000A2 |
| ПРОКАТНАЯ КЛЕТЬ | 1999 |
|
RU2166393C2 |
| Рабочая клеть прокатного стана | 1990 |
|
SU1713700A1 |
| Станок для надрезания гибких неметаллических лент с двух сторон | 1990 |
|
SU1750945A1 |
| Рабочая клеть прокатного стана | 1988 |
|
SU1667960A2 |
| СПОСОБ ОБРАБОТКИ РУЧЬЕВ И КАНАВОК НА ВАЛКАХ ИЛИ ШАЙБАХ | 1993 |
|
RU2121908C1 |
| Универсальная прокатная клеть | 1986 |
|
SU1382513A2 |
| УСТРОЙСТВО ДЛЯ ОСЕВОЙ РЕГУЛИРОВКИ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ | 1993 |
|
RU2066576C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
V7//////7//7//////////////////
