1
Изобретение относится к обработке металлов давлением и может быть использовано при поперечной и винтовой прокатке сплошных и полых профилей.
Известен инструмент для поперечной прокатки изделий, содержащий валки с выгнутыми деформируюш,ими поверхностями, выполненные в виде сегментов, оси врашения которых смещены по обе стороны от оси прокатки на равные от нее расстояния 1.
Несмотря на широкие технологические возможности, применение известного инструмента ограничено из-за трудностей его конструктивного выполнения. Кроме того, хотя инструмент и прост в конструктивном и технологическом отношении, он имеет ограниченные технологические возможности вследствие того, что непригоден для накатывания шлицевых и зубчатых профилей, а также резьб и ступенчатых изделий с утолщениями на концах.
Кроме того, известный инструмент не позволяет реализовать принцип дробности деформации для снижения нагрузок на вал
KJ}.
Цель изобретения - расширение технологических возможностей инструмента.
Поставленная цель достигается тем, что каждый валок выполнен по меньшей мере с одним торцовым секторным выступом, имеющим внутреннюю вогнутую деформирующую поверхность, при этом каж- дая точка секторного выступа одного валка расположена симметрично относительно оси прокатки соответствующей ей точке секторного выступа .другого валка, а ширина каждого секторного выступа равна хорде, стягивающей точки пересечения двух окружностей, образованных продолжением внутренних поверхностей секторных выступов.
Такое выполнение инструмента позволяет придать деформирующим поверхностям ту или иную конфигурацию в зависимости
5 от вида накатываемого профиля (шлицевого, зубчатого, резьбового или гладкого), а также легко реализовать принцип дробности деформации для снижения нагрузок на валки за счет наличия нескольких выступов
и возможности выполнения их внутренних деформируюших поверхностей с различными радиусами.
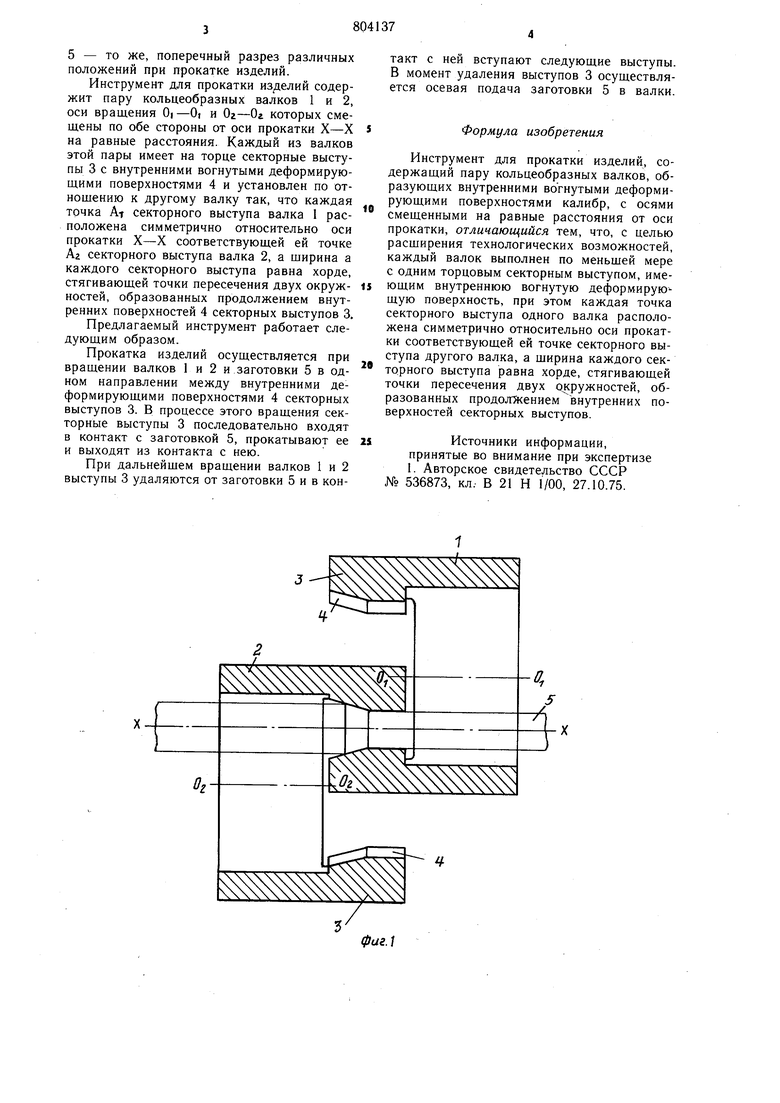
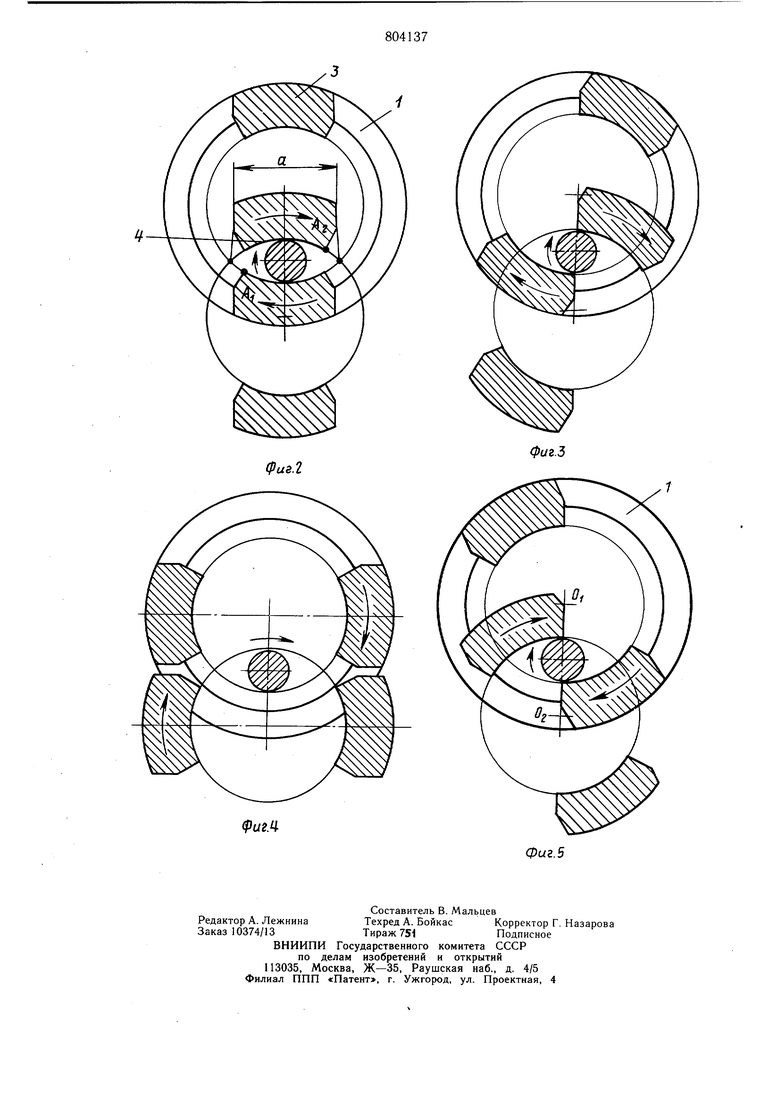
На фиг. 1 представлен предлагаемый инструмент, разрез по оси прокатки; на фиг. 25 - то же, поперечный разрез различных положений при прокатке изделий. Инструмент для прокатки изделий содержит пару кольцеобразных валков 1 и 2, оси вращения 0|-Oi и Ог-Ог которых смещены по обе стороны от оси прокатки X-X на равные расстояния. Каждый из валков этой пары имеет на торце секторные выступы 3 с внутренними вогнутыми деформирующими поверхностями 4 и установлен по отношению к другому валку так, что каждая точка At секторного выступа валка 1 расположена симметрично относительно оси прокатки X-X соответствующей ей точке AZ секторного выступа валка 2, а щирина а каждого секторного выступа равна хорде, стягивающей точки пересечения двух окружностей, образованных продолжением внутренних поверхностей 4 секторных выступов 3. Предлагаемый инструмент работает следующим образом. Прокатка изделий осуществляется при вращении валков 1 и 2 и заготовки 5 в одном направлении между внутренними деформирующими поверхностями 4 секторных выступов 3. В процессе этого вращения секторные выступы 3 последовательно входят в контакт с заготовкой 5, прокатывают ее и выходят из контакта с нею. При дальнейшем вращении валков 1 и 2 выступы 3 удаляются от заготовки бив контакт с ней вступают следующие выступы. В момент удаления выступов 3 осуществляется осевая подача заготовки 5 в валки. Формула изобретения Инструмент для прокатки изделий, содержащий пару кольцеобразных валков, образующих внутренними вогнутыми деформирующими поверхностями калибр, с осями смещенными на равные расстояния от оси прокатки, отличающийся тем, что, с целью расширения технологических возможностей, каждый валок выполнен по меньшей мере с одним торцовым секторным выступом, имеющим внутреннюю вогнутую деформирующую поверхность, при этом каждая точка секторного выступа одного валка расположена симметрично относительно оси прокатки соответствующей ей точке секторного выступа другого валка, а щирина каждого секторного выступа равна хорде, стягивающей точки пересечения двух окружностей, образованных продолжением внутренних поверхностей секторных выступов. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 536873, кл. В 21 Н 1/00, 27.10.75.
| название | год | авторы | номер документа |
|---|---|---|---|
| БИБЛИОТЕКА I | 1972 |
|
SU357700A1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ КРУГЛЫХ ПРОФИЛЕЙ | 1994 |
|
RU2073572C1 |
| СПОСОБ ГИБКИ ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2095174C1 |
| СПОСОБ ПРОКАТКИ ДЕТАЛЕЙ С КРИВОЛИНЕЙНОЙ ПОВЕРХНОСТЬЮ | 2016 |
|
RU2623567C1 |
| Технологический инструмент прошивного стана (варианты) | 2018 |
|
RU2705189C1 |
| Устройство для прокатки цилиндрических изделий | 1980 |
|
SU889241A1 |
| СПОСОБ И УСТРОЙСТВО ЛИТЬЯ С ГОРЯЧЕЙ ОБРАБОТКОЙ МЕТАЛЛА ДАВЛЕНИЕМ - "СЕКТОРНОЕ ПРЕССОВАНИЕ" | 2003 |
|
RU2323791C2 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2041751C1 |
| Способ прокатки труб на редукционном стане и технологический инструмент для его осуществления | 1988 |
|
SU1523201A1 |
| Технологический инструмент стана винтовой прокатки | 1980 |
|
SU931246A1 |
ь-х
(pus.2
фиг.З
фигЛ
