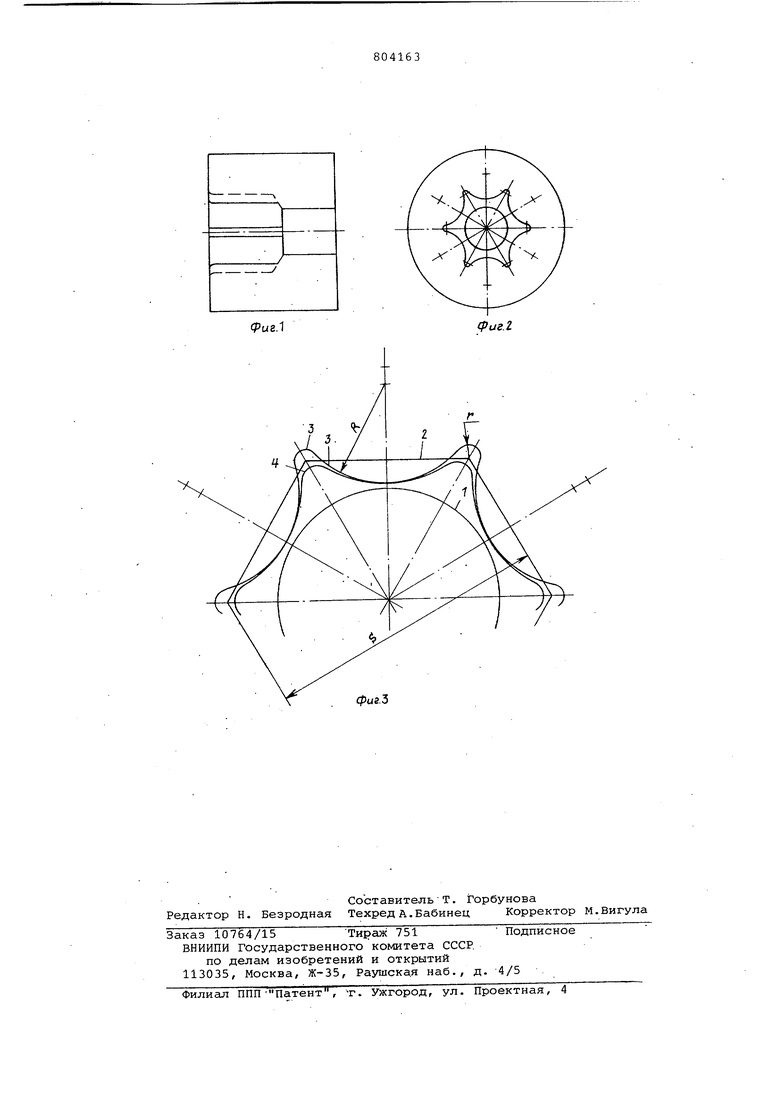
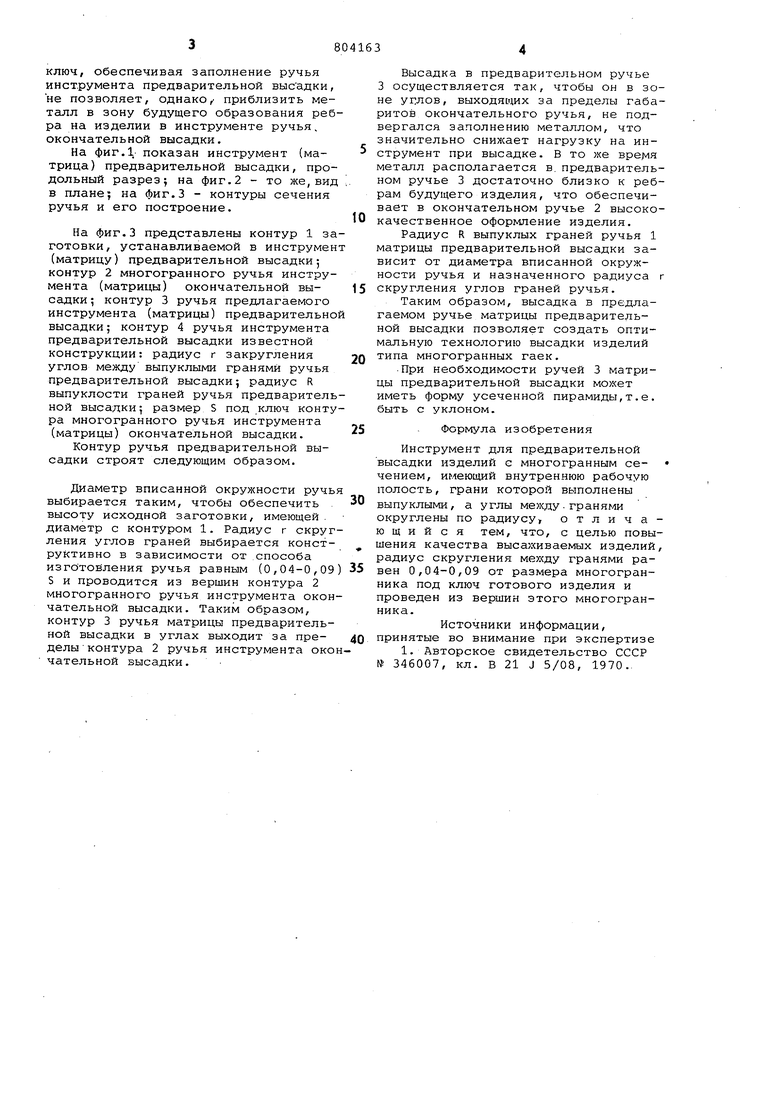
(54) ИНСТРУМЕНТ ДЛЯ ПРЕДВАРИТЕЛЬНОЙ ВЫСАДКИ ИЗДЕЛИЙ С МНОГОГРАННЬШ СЕЧЕНИЕМ ключ, обеспечивая заполнение ручья инструмента предварительной высадки, не позволяет, однако/ приблизить металл в зону будущего образования реб ра на изделии в инструменте ручья, окончательной высадки. На фиг.1- показан инструмент (матрица) предварительной высадки, продольный разрез; на фиг.2 - то же, вид в плане; на фиг.З - контуры сечения ручья и его построение. На фиг.З представлены контур 1 за готовки, устанавливаемой в инструмен (матрицу) предварительной высадки; контур 2 многогранного ручья инструмента (матрицы) окончательной высадки; контур 3 ручья предлагаемого инструмента (матрицы) предварительно высадки; контур 4 ручья инструмента предварительной высадки известной конструкции: радиус г закругления углов между выпуклыми гранями ручья предварительной высадки; радиус R выпуклости граней ручья предваритель ной высадки; размер S под ключ конту ра многогранного ручья инструмента (матрицы) окончательной высадки. Контур ручья предварительной высадки строят следующим образом. Диаметр вписанной окружности ручь выбирается таким, чтобы обеспечить высоту исходной заготовки, имеющей, диаметр с контуром 1. Радиус г скруг ления углов граней выбирается конструктивно в зависимости от способа изгС1ТОВления ручья равным (0,04-0,09 S и проводится из вершин контура 2 многогранного ручья инструмента окон чательной высадки. Таким образом, контур 3 ручья матрицы предварительной высадки в углах выходит за пределыконтура 2 ручья инструмента око чательной высадки. Высадка в предварительном ручье 3 осуществляется так, чтобы он в зоне углов, выходящих за пределы габаритов окончательного ручья, не подвергался заполнению металлом, что значительно снижает нагрузку на инструмент при высадке. В то же время металл располагается в. предварительном ручье 3 достаточно близко к ребрам будущего изделия, что обеспечивает в окончательном ручье 2 высококачественное оформление изделия. Радиус R выпуклых граней ручья 1 матрицы предварительной высадки зависит от диаметра вписанной окружности ручья и назначенного радиуса г скругления углов граней ручья. Таким образом, высадка в предлагаемом ручье матрицы предварительной высадки позволяет создать оптимальную технологию высадки изделий типа многогранных гаек, При необходимости ручей 3 матрицы предварительной высадки может иметь форму усеченной пирамиды,т.е. быть с уклоном. Формула изобретения Инструмент для предварительной высадки изделий с многогранным сечением, имеющий внутреннюю рабочую полость, грани которой выполнены выпуклыми, а углы между.гранями округлены по радиусу, отличающийся тем, что, с целью повышения качества высаживаемых изделий, радиус скругления между гранями равен 0,04-0,09 от размера многогранника под ключ готового изделия и проведен из вершин этого многогранника. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 346007, кл. В 21 J 5/08, 1970.
фиг.5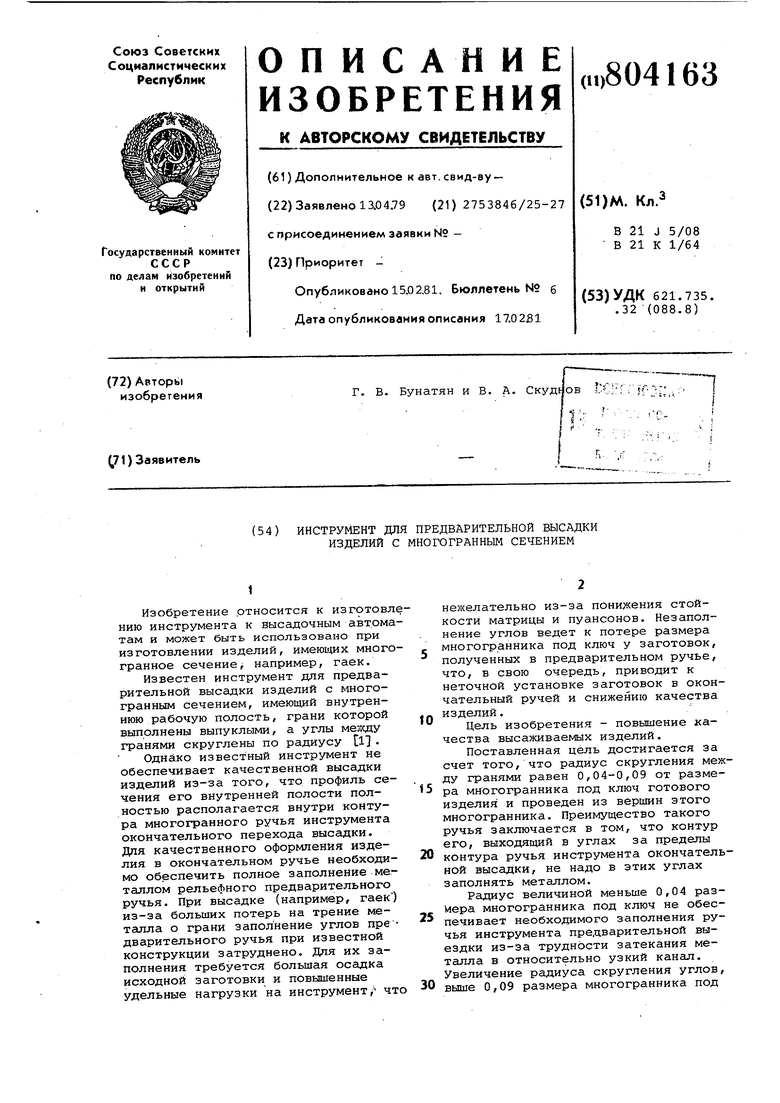
| название | год | авторы | номер документа |
|---|---|---|---|
| Пуансон для предварительной высадки многогранной головки болта | 1974 |
|
SU536876A1 |
| Штамп для высадки болтов | 1985 |
|
SU1488098A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТОВ | 2001 |
|
RU2203157C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ, ИМЕЮЩИХ МНОГОГРАННОЕ СЕЧЕНИЕ | 2001 |
|
RU2200642C2 |
| Способ изготовления стержневых изделий с многогранной головкой и мертвой шайбой | 1972 |
|
SU464374A1 |
| Способ высадки гаек | 1990 |
|
SU1750843A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ ПРЕИМУЩЕСТВЕННО СО СЛОЖНОЙ ФОРМОЙ ГОЛОВКИ, ИМЕЮЩЕЙ ГРАНИ | 2005 |
|
RU2321472C2 |
| Способ изготовления крепежных деталей с многогранным стержнем | 1990 |
|
SU1759517A1 |
| Способ изготовления многогранных гаек с выпукло-вогнутой боковой поверхностью и фланцем | 1990 |
|
SU1804367A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С ФИГУРНЫМ ПРОФИЛЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2271893C2 |