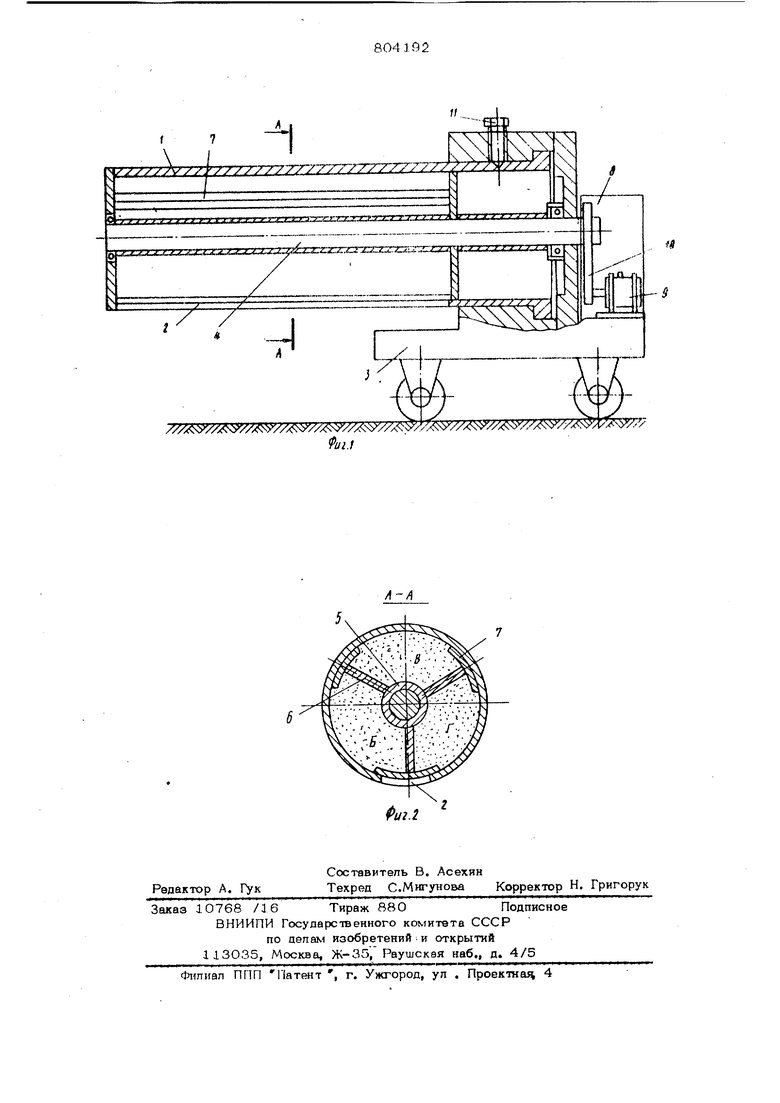
лей для уменьшения пригара применяют засыпки (1-2 мм) пылевидного циркона на основной спой кварцевого песка. Uenb изобретения - повьпиение эффективности работы устройства и расширени его технологических возмо-жностей. Поставленная цепь достигается тем, что в устройстве для нанесения покрытий на внутреннюю поверхность изложницы центробежной машины консольный телевой мерный желоб снабжен штоком с ус тановленной на нем по продольной оси двук и более секционной насадкой и механизмом для последовательного открыти секций. На фиг. 1 показано устройство, общий вид; на фиг. 2 - сечение А-А на фиг.1 {щеле1зой желоб, состо$ппий из трех сек ций Б, В и Г). Устройство состоит из консольного мерного желоба 1, с щелдаым окном 2 вдоль его продольной оси. Желоб одним концом укреплен на тележке 3, имеющей механизмы перемещения ее и поворота желоба вокруг продольной оси. На штоке 4 установлена секционная насадка 5 с укрепленными на ней перегородками. 6, которые образуют секции желоба вдоль его продольной оси с клапанами 7 для перекрытия щелевого окна. Вращение шт ка 4 с перегородками и клапанами осуществляют механизмом 8, состоящим из электропривода 9 и редуктора 1О. Для фиксации положения щелевого окна выполнен винт 11. Устройство работает следующим обра зом. В положении загрузки желоб устанавливают щепжым окном 2 вверх и фи сируют его винтом 11. Вращением штока 4 с помощью механизма 8 осуществляют последовательное перемещение сек ций Б, В и Г над щелевым окном. В положении разгрузки вводят во вращающуюся изложничг тележкой 3, устанавливают щелевым окном вниз, фиксиру ют винтом 11 и, последовательно перемещая секшш Б, В .и Г механизмом 8, осуществляют разгрузку желоба.Предлагаемое устройство сокращает время нанесения многослойной футеровки в 2-3 раза. Например, для производства 24 одной дентробежнолитой заготовки на машине ЦМ-ЮО с нанесением трехслойного покрытия известным устройством затрачи вается 120 мин машинного времени, включая время нанесения покрытия, составляющее мин. С применением предлагаемого устройства на это требуется всего 95-100 мин, а время футерования изложницы сокращается до 8-10 мин. что увеличивает производительность машины 11М-100 на 2О-25%. Сокращение времени нанесения многослойного .покрытия (до.. 8-10 мшО создает дополнительные возможности использования компонентов многослойного покрытия из материалов, значительно отличающихся между собой по физико-химическим свойс-гаам, и обеспечивает более высокое качество многослойной футеровки из разнородных по составу и плотности материалов. Последнее связано с тем, что при длительном нахождении покрытий во вращающейся изложнице за счет центробежных сил происходит перераспределение легких и тяжелых слоев по толщине покрытия, снижая эффект от применения многослойного покрытия. Более высокое качество футеровки позволяет снизить припуск под механическую обработку в 1,5-2 раза. Формула изобретения Устройство ДЛЯ нанесения покрытий на внутреннюю поверхность изложницы цент робежной машины, содержащее тележку, несущую консольный щелевой желоб и механизмы перемещения ее и поворота желоба, от ли ч а ющеес я тем, что, с Целью повышения эффективности работы устройС1ва и расширения его технологических возможностей, щеле вой желоб снабжен штоком с установленной на нем по продольной оси двух и более секционной насЕщкой, расположенной внутри желоба, и механизмом для последовательного открытия секций. Источники информации, принятые во внимание при экспертизе 1. Небогатов Ю. Д., Тамаровский В. И. Специальные виды литья. М., Машиностроение, 1975, с. 137, рис. 85. 2. Пищев В. М. Изложницы для центробежного литья труб. М., Металлургиздат 1961, с. 18. ///(, 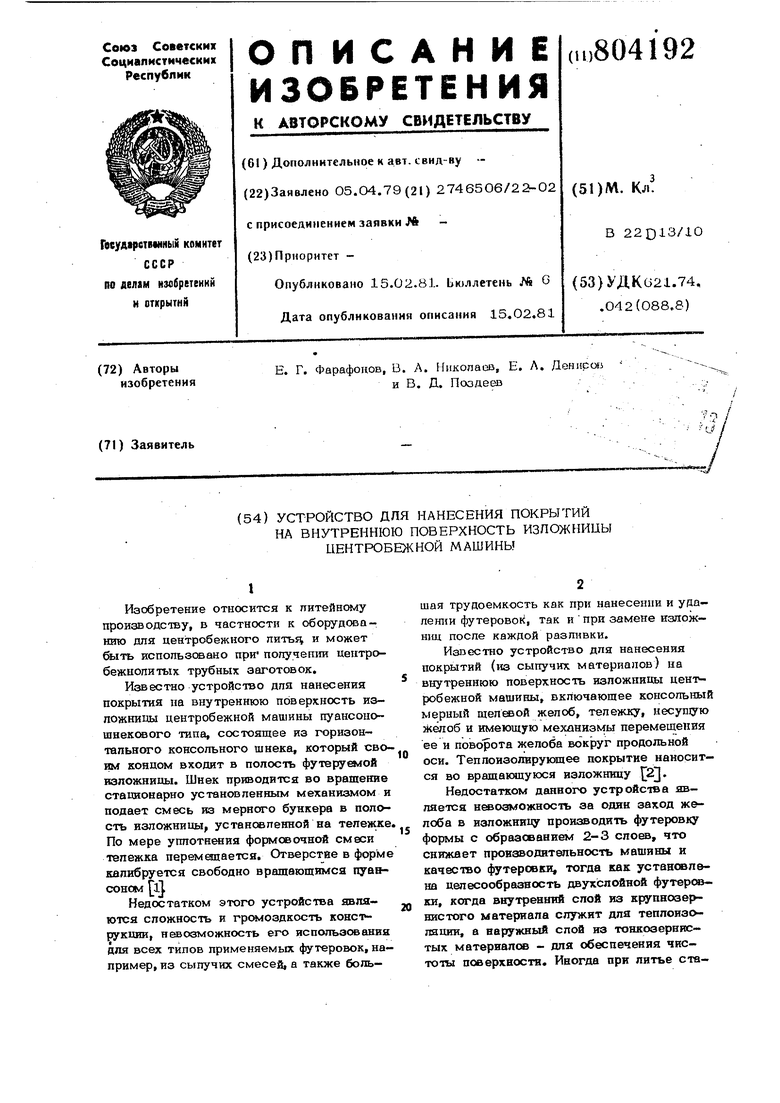
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для футеровки изложниц центробежных машин | 1982 |
|
SU1060301A1 |
| Устройство для нанесения покрытия изложницы центробежной машины | 1981 |
|
SU973227A1 |
| Установка для обслуживания центробежных машин | 1975 |
|
SU548365A1 |
| Способ футеровки изложниц для центробежного литья | 1981 |
|
SU980944A1 |
| Устройство для нанесения покрытия на внутреннюю поверхность формы центробежного литья | 1980 |
|
SU917902A1 |
| Устройство для нанесения покрытия на внутреннюю поверхность изложницы центробежной машины | 1974 |
|
SU464377A1 |
| Роторная наклонная печь | 2020 |
|
RU2723854C1 |
| Центробежная машина для отливки длинномерных тел вращения | 1979 |
|
SU869948A1 |
| Устройство для футерования изложницы центробежной машины | 1973 |
|
SU466943A1 |
| Многопозиционная центробежная машина для отливки труб | 1980 |
|
SU917900A1 |