I
Изобретение относится к питейному про изводству и может быть использовано в частности при запивке игопьно-олатиновых иадепий трикотажных машин в ппитки для удаления литника.
Известно устройство для отделения литника и прибылей от отливок, которое представляет собой барабан, на внутренней поверхности которого вдоль образующей устансжлены несколько порогов ЗГ.
Недостатком данного устройства является то, что оно работает независимо от пресс-формы. Поэтому процесс отрезки литника представляет собой самостоятельною технологическую операцию, которая требует дополнительных механиалов для извлечения плитки из пресс-формы, подачи ее на отрезку, установку и т. д.
Известен также механизм отрезки и сброса литника, представляющий собой основание с отверстием, в котором установлен поворотный относительно своей оси вкладыш с продольным пазом. В паэу вкладь1ша размешен подвижный стап.киватель литника. Нижние поверхности вкладыша и сталкивателя лежат в одной плоскости и сопр51жены с плоскостью верхнего обреза пресс-формы. Для свободного выпадения отрезанного питника в основании имеется сквозное отверстие. Передняя торцовая пежерхность сталкивателя и наклонные стенки паза вкладыша образуют заливочную воронку 2,
Однако вследствие большой поверхности соприкосновения литника и передней торцсеой стенки сталкивателя возможно их слипание, поэтому в момент удаления отрезанный питник не отделится от стапкивателя, а вернется вместе с ним в ис« ходное положение, перекрьшая при этом литейную полость пресс-формы и нарушая норь альный технологический процесс. Для удаления этого приходится останавливать машину и вручную удалять литник из заливочной воронки, что приводит к значительным простоям оборудования:. Кроме того, наклонные боковые поверхности сталкивателя должны быть строго сопряжены с наклонными боковыми стенками гшза вкладыша, а нижние псеерхнос- ти вкладыши и сталкивателя должны пе жвть в одной плоскости, эти требования значительно усложняют и удорожают из.готоБление устройства. При этом продольный паз снижает жесткость вкладыша, что способствует увеличению остаточных деформаций вкладыша в области паза, во& никаюших под действием достаточно бопь ших усилий отрезки, что нарзтиает сопрянсэние бокЬвых поверхностей наза и стаякивателя и вызьтает необходимость в частой замене вкладыша, Цель кзобретеш-ш - повышение надежности в работе и упрощение конструкции. Поставленная цель достигается тем, что сталкиватепь литнкка выполнен в виде д)зух стержней, жестко связа1тоых меяс ду собой, причек стержни установлены в сквозных .о-гаерстиях, выполненных во вкладыше в плоскости осп заливочной воронки, гтри этом нргжний стержень по Отношению к нижней поверхности вкладыига расположен ниже ми1ш;мальной высоты литника, а нёредние торцовые повер хности стержней в исходном положении размещены в плоскости задней стешси за ливочной воронки. Дня гарантированного отделения литника от сталкивателя в зоне отверстия для удаления литника установлен поднружине(1ный упор, На ф1гг, 1 изображен вид устро ства, вкд сверху на фиг, 2 -разрез АНи фиг, 1; на фиг, 3 - В1Щ по стрелке Б на фш-, 2, Устройство содерядат основание 1 с от верстием 2 для-удаления литника. На ос Еовш«ш 1 уст.анавливается поворотно сво ей оси цилиндрический вкладыш 3 с запивочной воронкой 4, Во вкладыше 3 в радиальной плоскости с выходом в запиЕочную воронку 4 выполнены два сквозвык оаверстея, в которые устанавливает са стапкиватепь литника, представляющий собой два жестко связанные друг с другом стержня, нижний стержень 5 и верхний стержень 6, В исходном положе нии передние торцовые поверхности стер ней 5 и 6 лежат в одной плоскости с задней стенкой заливочной.воронки 4. Стержень 5 по отношению к нижней поверхности вкладыша 3 располагается 1шжв минимальной высо-гы литника. К 1ШПИНДрическому вкладышу 3 жестао кре пится хвостовик 7, На хвостовике 7 па оси 8 шарнирно устанавливается рычаг 9, который находится в зацеплении со тержнями 5 и 6, опирается на штифт 10 и подпружинен пружиной 11 , В зоне отверстия для удале1шя ттитника 2 раз.1е- ен подпружиненный упор 12, Устройсто для отрезки и удаления литника устанавливается на пресс-форме так, что Ешжняя псюерхность вкпа,дыша 3 сопрягается с верхним срезс я пресс-формы, а запшзочная воронка 4 в исход11ом положении открывается в литейную полос7Ъ npecc-i ljopMM. УстройС7во работает следующим образом. Через отверстие, образованное основанием 1 и заливочной воронкой, происходит подачав литейную полость прессформы определенной дозы расплава из плавильного тигля. Расплав полностью заполняет литейную полость пресс-формы и частично заливочную воронку 4, где, остьшая, затвердевает. Причем для предотвращения образования раковин в теле :отл1юки необходимо, чтобы вы.сота расплава в заливочной воронке 4, т,е, литника была не меньше строго онределенной величины, зависящей от массы отливки и sKMiraecKoro состава расплава,В дальнейшем через хвостовик 7 осуществляется поворот цилиндрического вкладыша 3 вокруг своей оси, при этом начинается сдвиг затвердевшего в заливочной воронке 4 расплава (литника) относительно тела отливки, т,е, происходит процесс отрез ки литника. При последующем повороте вкладыша 3 отрезанный литник переносится заливочной воронкой 4 в зону отверстия 2 для удаления литника, В этот момент осущесч ляется поворот рычага 9 вокруг оси 8, что приводит к поступательному перемещению стержней 5 и 6, которые при этом отрывают литник от стенок заливочной воронки 4и сталкивают его в отверстие 2, Расположение стержня 5 относительно нижней поверхности вкладыш.й 3 гарантирует выталкивание из заливочной воронки 4 литника любой высоты, а наличие верхнего стержня 6 обеспечивает отрьр от стенок заливочной воронки 4 литника больиюй массы. Сипы сцепления, возникающие в период затвердения расплава между передними торцовыми поверхностями стержней 5 и 6 и литника малы, так относительно мала площадь сечения стержней 5 и 6, Поэтому попадая в зону .отверстия 2 литник отрЬ1вается от стержней 5 н6 под действием собственного веса проваливает- ся в приемный сборник, Рспи даже этого отрыва не произойдет, то при дальней5шем повороте вкладыша 3 питник, находяс еще в зоне отверстия 2, упрется в подпру ишненный упор 12 в резупьтате чего прО исходит отрыв литника от стапкнватепя и сброс eix) в отверстие 2. После этого все эпементпы устройства возвращаются в исходное положение. Использсжание предлагаемого устройства в качестве заливочной маш шд позволяет за счет повышения надежности в работе и, следовательно, уменьшения времени простоев, увеличить произ водительность заливочной машины в среднем на 20%. .РЬпользование :оизобретения в качает ве элемента машины для зашшки нгп принесет годовой экономический- эффект в 6,3 тыс. р. Формула изобретения 1. Устройство для отрезки и удалегшя литника, содержащее основание с отверстием под литник и цилиндрический вкладыш с выполненной в нем заливочной во956роцкой, снабженный подвижным сталк1гоателем литника, отличающееся том, что, с целью псвышецкя надежиоста & работе и упрощения конструюлии, сталкииатель литника выполнен в виде двух стержней, жестко связан Пз1х между собой и горизонтально установленных в сквозных отверстиях, выполненных во вкладыше в радиальной плоскости с возможностью выхода в заливочную воронку, при этом нижний стержень расположен по отношению к нижней поверхностей вкладыша ниже минимальной высоты литника, а пе. редние тордшые поверхности стержней в исходном положении {юзмешены в плоскости задней стенки заливочной воронки. 2, Устройство но п. 3, о т лir ч а- ю щ е е с я тем, что оно снабжено установленным на основании в зоне отверстия под литник подпружиненным упором. Источники информашта, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 130644, кл. В 22О15/04, 1959. 2.Авторское свидетельство СССР № 44О206, кл. В 22 О 15/04, 1973.


| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма | 1973 |
|
SU440206A1 |
| Пресс-форма для литья под давлением | 1982 |
|
SU1036444A1 |
| Пресс-форма для литья под давлением | 1982 |
|
SU1080923A1 |
| Пресс-форма для литья под давлением | 1984 |
|
SU1159718A2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВКИ ПОРШНЯ | 2009 |
|
RU2418651C2 |
| Пресс-форма для литья под давлением | 1983 |
|
SU1117121A1 |
| Способ изготовления сегментных вставок двухслойной обечайки жаровой трубы, литейная форма для его осуществления, литниковопитающая система к литейной форме, способ получения модели сегментных вставок двухслойной обечайки жаровой трубы и пресс-форма для его осуществления | 1990 |
|
SU1774894A3 |
| Способ изготовления литых прутковых заготовок из жаропрочных сплавов на никелевой основе | 2019 |
|
RU2714788C1 |
| Пресс-форма для изготовления выплавляемых моделей | 1976 |
|
SU638424A1 |
| Устройство для изготовления камнелитых изделий | 1987 |
|
SU1444153A1 |
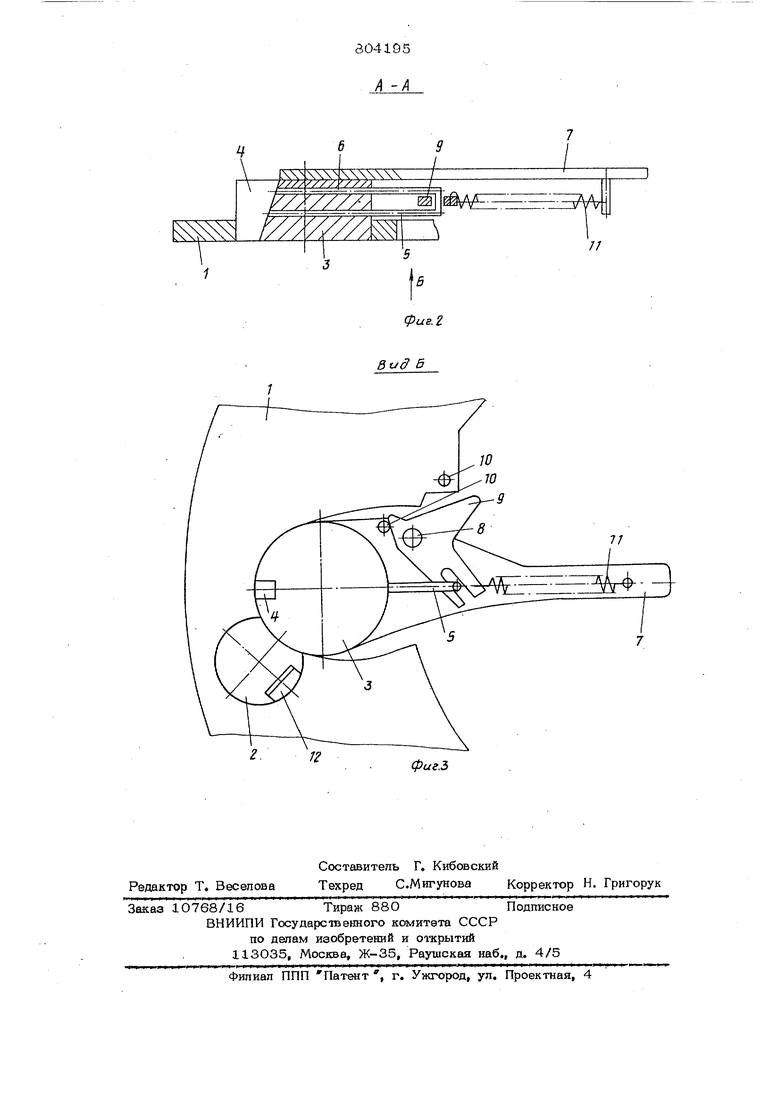
/ -А
BiJd б
фиг.З
