(54) ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ВЫПЛАВЛЯЕМЫХ МОДЕЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для изготовления выплав-ляЕМыХ МОдЕлЕй | 1979 |
|
SU829332A2 |
| Пресс-форма для изготовления выплавляемых моделей | 1983 |
|
SU1080914A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1983 |
|
SU1156813A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1985 |
|
SU1304971A1 |
| Пресс-форма для литья под давлением | 1982 |
|
SU1036444A1 |
| Пресс-форма для литья под давлением | 1982 |
|
SU1080923A1 |
| Пресс-форма | 1990 |
|
SU1775304A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1987 |
|
SU1444054A1 |
| Пресс-форма для литья под давлением | 1983 |
|
SU1117121A1 |
| НАБОРНАЯ ПРЕСС-ФОРМА | 2016 |
|
RU2639162C2 |
Изобретение относится к пресс-формам для получения модельных звеньев на автоматах с небольшим цикловым временем запрессовки и при замешивании в модельный состав воздуха цля сокращения усадочных явлений в процессе затвердения,
Известны пресс-формы, в которых отсутствует механизм перекрытия модельной массы после запрессовки и отвода шприца от загрузочной воронки пресо-формы l.
Недостаток известной пресо-формы в Том, что ; после отвода шприца от загрузочной воронки пресс-формы замешанный в модельном составе сжатый воздух выдавливает этот состав из полости прессформы, а последующая усадка его искажает геометрию моделей.
Известна также конструкция пресоформы, которая частично устраняет эти недостатки 2. Пресс-форма содержит поавижную и неподвижную матрицы и снаб« жена устройством для предотвращения вытекания модельной массы из пресс ормы за счет перекрывания литниковых каналов загрузочной воронки. Устройство вьь полнено в Виде шиберного механизма.
Оанако указанная конструкция сложна, не обеспечивает автоматизированного удаления застывшей модельной массы из заливочного канала с помощью известных средств, а также надежного и быстрого перекрытия выходного отверстия без вь хода моцельной массы по подвижным и сопрягаемым поверхностям,
Целью изобретения является предотвращение вытекания модельной массы из пресс-формы и упрощение- ее конструкции.
Это достигается тем, что устройство для предотвращения вытекания модельной
5 массы выполнено в виде подвижной загрузочной воронки и подпружиненного цен-. трального стержня, которые имеют равные диаметры у контактирующих торцов и возможность совместного перемещения в
0 собранной пресс-форме на величину перекрытия литейных каналов.
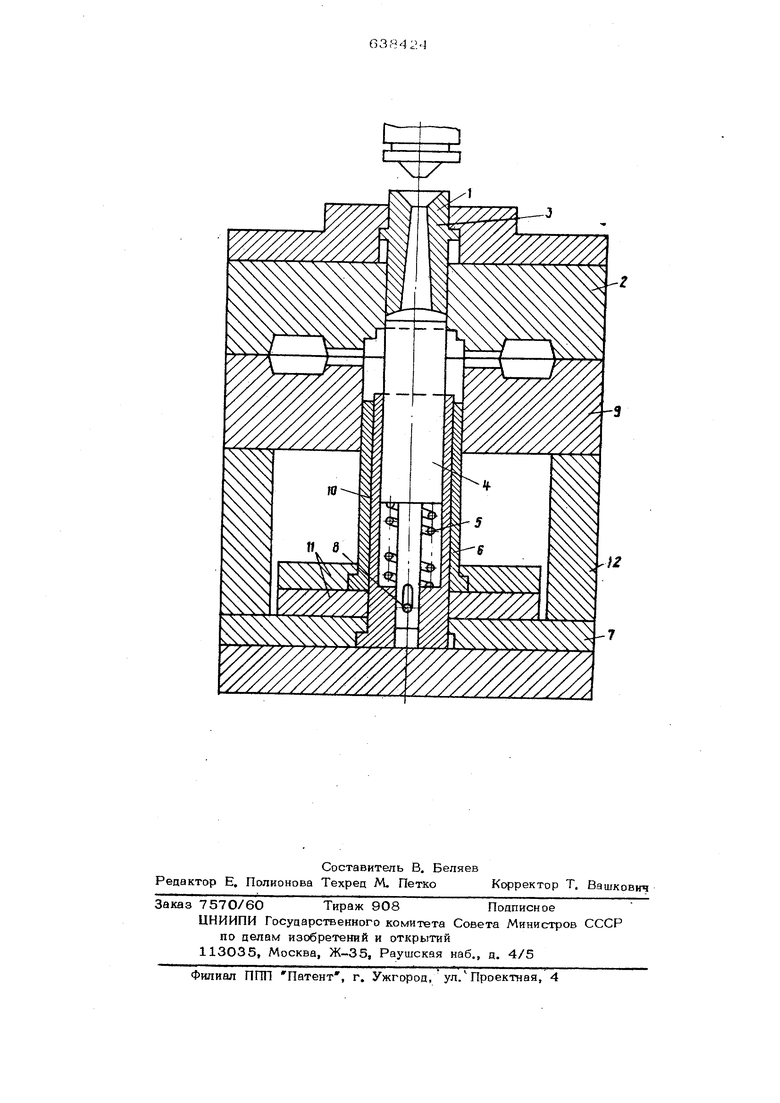
На чертеже схематично представлена
.пресс-форма. Пресс-форма состоит из плиты 1, подвижной матрицы 2, установленной в них подвижной загрузочной воронки 3. Центральный стержень 4 с пружиной 5 установлен подвижно во втулке 6, которая закреплена в плите 7. В овальную прорезь стержня 4 входит ограничительный штифт 8. Над центральным стержнем 4 соосно ему размещена загрузочная воронка 3. Формообразующая полость пресс-формы расположена в подвижной матрипе 2 и неподвижной матрице 9, Извлекается звено моделей выталкивающей втулкой 10, закрепленной соосно BTj-лке 6 в выталкивающих плита;. 11, расположенных между неподвижной матрицей 9, плитой 7 и опорными бруска ми 12. Работает устройство следующим обра3DM. При заполнении формообразующей полости модельной массой шприцевальная головка автомата перемешает загрузочную воронку 3, упирающуюся в подвижный центральный стержень 4, и сжимает пружину 5, причем стержень перемещает ся до конца литняков&го хода и открывает свободный проход модельной массе в формообраз5псщую полость пресс-формы Ограничительный штифт 8 беспрепятствен но проходит в овальном окне центрального подвижного стержня. По окончании заполнения формообразующей полости пресх -формы модельной массой Шприц автомата возвращается в исходное положен те. Центральный стержен 4 под действием пружкгны 5 перемещает загрузочную воронку 3 в исходное положение до упора в торец выборки в плите 1, что приводит к перекрь тию загрузочной воронки и одновременному отделению литника от модели. Посяе затвердевания модельной массы в формообразующей полости пресс-формы она раскрывается. Подвижная матрица 2 отходит от неподвижной матрицы 9, а система выталкивания, содержащая вы644 та л кивающую втулку 10 и выталкивающие плиты 11, выталкивает модель из пресс-формы. Остаток литника удаляется автоматически из открытой литниковой воронки специальным устройством автомата. При наличии механизма перекрытия вытекание модельного состава из полости пресс-формы не происходит и уменьшение объема: затвердевающего модельного состава компенсируется расширением пузьрьков з амешанного сжатого врздуха, что обеспечивает получение качественных моделей. Предлагаемая конструкция пресс-формы может найти применение в любой отрасли промышленности, где применяется литье по вьтлавляемым моделям. Формула изобретения Пресс-форма для изготовления вьшлавпяемых моделей, содержащая подвижную и неподвижную матрицы, загрузочную воронку с литниковыми каналами и устройство для перекрытия литниковых канвлов, бтлйЧбюшаяся тем, что, с целью предотвращения вытекания модельной массы из пресс-формы и упрощения ее конструкции, устройство для перекрытия литниковых каналов выполнено в виде подпружиненного стержня, установленного в центре пресс-формы соосно размещенной над ним загрузочной воронки, причем стержень и загрузочная воронка имеют возможность совместного перемещения в собранной пресс-форме на величину перекрытия литейных каналов, а их контактирующие торцы имеют равные диаметры. Источники информации, принятые во внимание при экспертизе; 1.ГОСТ 19947-74. 2.Авторское свидетельство СССР № 4О4542, кл. В 22 С 7/О2, 1972.
