(54) ШТАМП ДЛЯ РЕЗКИ ПРУТКОВОГО МАТЕРИАЛА
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для резки прутковогоМАТЕРиАлА | 1978 |
|
SU816706A1 |
| ШТАМП ДЛЯ РЕЗКИ ПРУТКОВЫХ ЗАГОТОВОК | 1970 |
|
SU275671A1 |
| ШТАМП ДЛЯ РЕЗКИ ПРУТКОВЫХ ЗАГОТОВОК | 1970 |
|
SU279305A1 |
| Штамп для резки пруткового материала | 1980 |
|
SU912406A1 |
| Штамп для резки прутковых заготовок | 1984 |
|
SU1207653A2 |
| Штамп для резки прутков | 1980 |
|
SU1018817A1 |
| Штамп для резки прутковых заготовок | 1980 |
|
SU902994A1 |
| Рабочий инструмент к штампу для резки пруткового материала | 1982 |
|
SU1042913A1 |
| Штамп для резки прутков и труб | 1980 |
|
SU925565A1 |
| Штамп для резки прутковых заготовок | 1974 |
|
SU499060A1 |
1
Изобретение относится к заготовительному производству машиностроительных заводов, а именно к штампам для резки профильного материала.
Известен штамп для резки пруткового материала на заготовки, содержащий смонтированные на неподвижной плите два подпружиненных поворотных рычага с выполненными в них усеченными двусторонними клиновидными пазами, в каждом из которых размещены вкладыши в виде усеченного двустороннего клина, а также взаимодействующий с поворотными рычагами хвостовик 1.
Недостатком этого штампа является невысокая надежность его работы, так как между вкладышами штампа размещены пружины сжатия, под которые во вкладышах выполняются гнезда, что ослабляет прочность стенок вкладышей и, в конечном итоге, снижает надежность работы штампа.
Цель изобретения - повышение надежности работы штампа.
С этой целью поверхность, образующая большее основание каждого усеченного двустороннего клиновидного паза, выполнена с размещенным по оси паза двусторонним клиновидным выступом, боковые поверхности которого параллельны боковым поверхностям соответствующего усеченного двустороннего клиновидного паза.
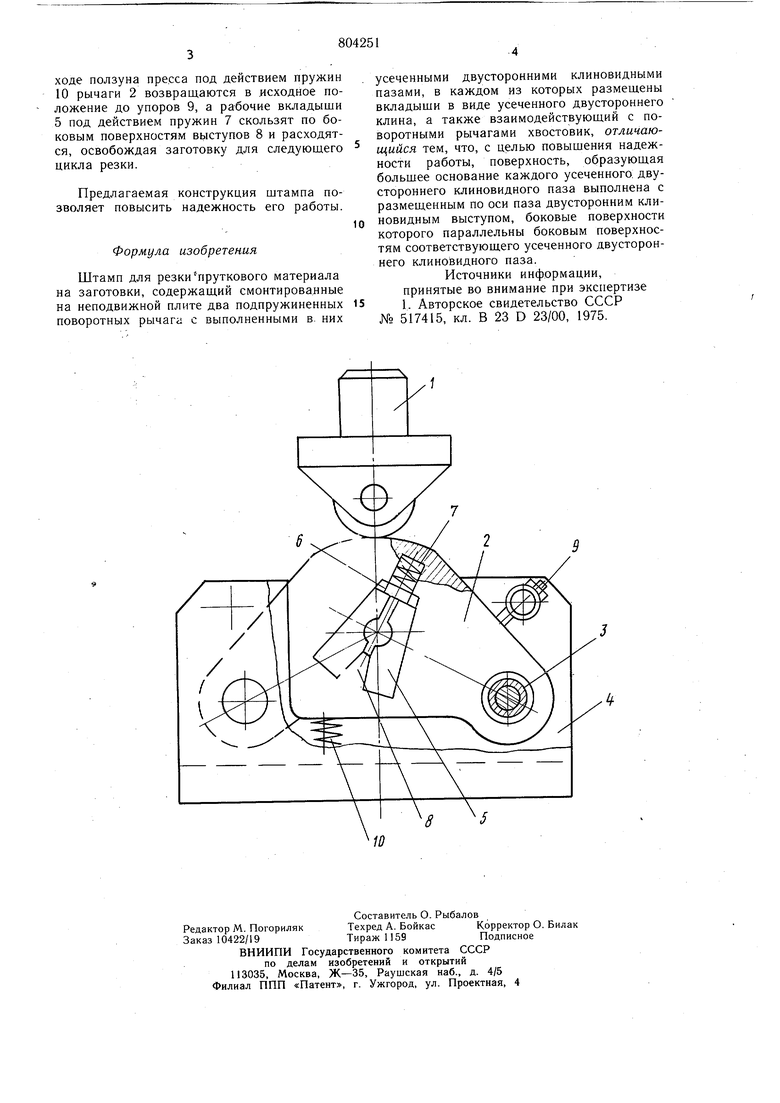
На чертеже изображена конструкция штампа.
Штамп для резки пруткового материала содержит хвостовик 1, передающий усилие пресса на осях вращения 3 в корпусе 4. В клиновидные пазы поворотных рычагов 2 вмонтированы рабочие вкладыщи 5 с толкателями 6 и пружинами 7. Рабочи вкладыши 5 нижней частью контактируют с клиновидными выступами 8. Штамп снабжен регулируемыми упорами 9 положения рычагов и пружинами 10.
Штамп работает следующим образом.
В отверстие, образуемое рабочими вкладышами, подается пруток. При движении ползуна пресса вниз хвостовик 1 передает усилие на поворотные рычаги 2, которые, поворачиваясь вокруг осей 3, воздействуют на рабочие вкладыши 5 своими боковыми стенами клиновидных пазов, тем самым зажима. ют заготовку. При этом пружины 7 сжима-, ются. При дальнейшем движении рычагов осуществляется срез -прутка. При обратном
