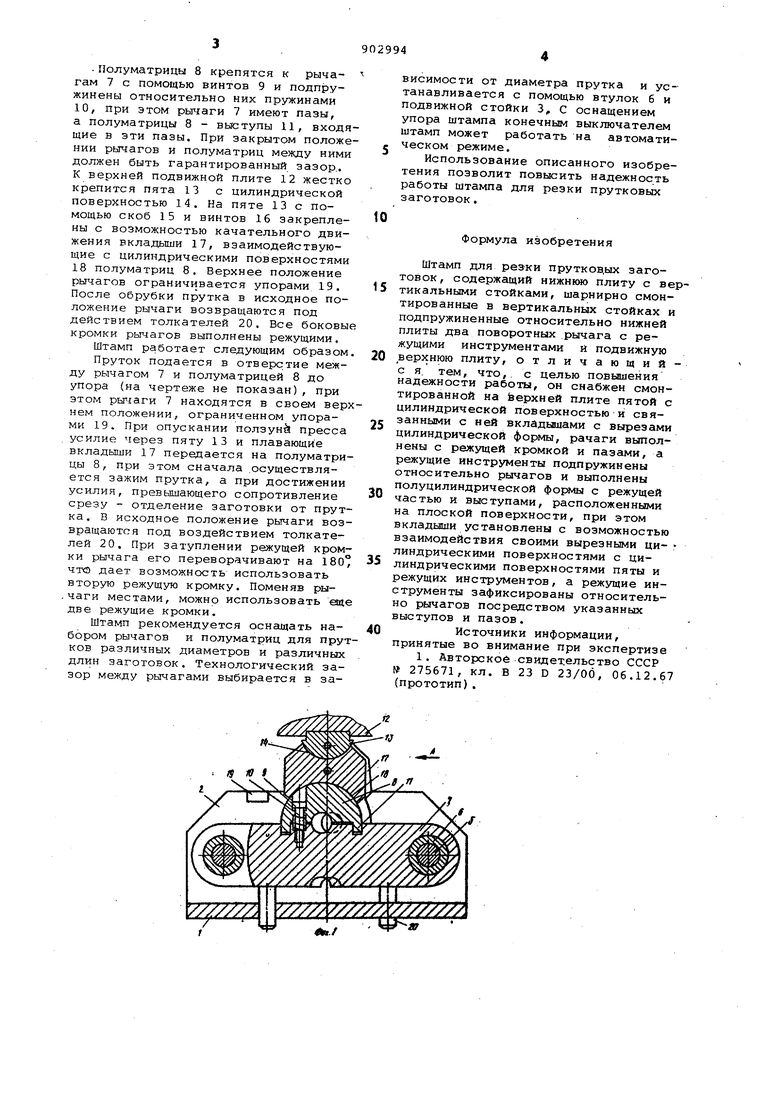
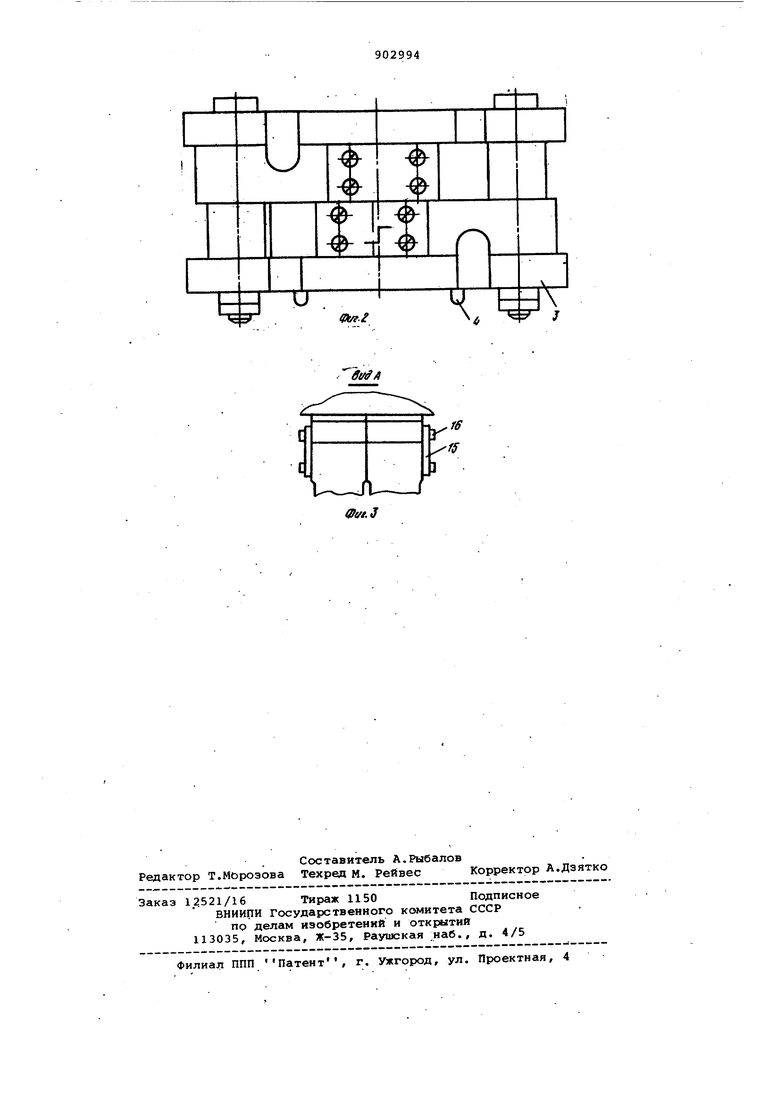
. Полуматрицы 8 крепятся к рычагам 7 с помощью винтов 9 и подпружинены относительно них пружинами 10, при этом рьгхаги 7 имеют пазы, а полуматрицы 8 - выступы 11, входящие в эти пазы. При закрытом положении рычагов и полуматриц между ними должен быть гарантированный зазор,. К верхней подвижной плите 12 жестко крепится пята 13 с цилиндрической поверхностью 14. На пяте 13 с помощью скоб 15 и винтов 16 закреплены с возможностью качательного движения вкладыши 17, взаимодействующие с цилиндрическими поверхностями 18 полуматриц 8, Верхнее положение рычагов ограничивается упорами 19. После обрубки прутка в исходное положение рычаги возвращаются под действием толкателей 20, Все боковые кромки рычагов выполнены режущими. Штамп работает следующим образом. Пруток подается в отверстие между рычагом 7 и полуматрицей 8 до упора (на чертеже не показан), при этом рычаги 7 находятся в своем верхнем положении, ограниченном упорами 19. При опускании ползунй пресса усилие через пяту 13 и плавающие вкладыши 17 передается на полуматрицы 8, при этом сначала ,осуществляется зажим прутка, а при достижении усилия, превышающего сопротивление срезу - отделение заготовки от прутка. В исходное положение рычаги возвращаются под воздействием толкателей 20. При затуплении режущей кромки рычага его переворачивают на 180 что дает возможность использовать вторую режущую кромку. Поменяв ры, чаги местами, можно использовать ещ две режущие кромки.
Штамп рекомендуется оснащать набором рычагов и полуматриц для пруков различных диаметров и различных длин заготовок. Технологический зазор между рычагами выбирается в зависимости от диаметра прутка и устанавливается с помощью втулок 6 и подвижной стойки 3, С оснащением упора штампа конечным выключателем штамп может работать на автоматическом режиме.
Использование описанного изобретения позволит повысить надежность работы штампа для резки прутковых заготовок.
Формула изобретения
Штамп для резки пруткодых заготовок, содержащий нижнюю плиту с ветикальными стойками, шарнирно смонтированные в вертикальных стойках и подпружиненные относительно нижней плиты два поворотных рычага с режущими инструментами и подвижную верхнюю плиту, отличающийс я. тем, что,, с целью повышения надежности работы, он снабжен смонтированной на верхней плите пятой с цилиндрической поверхностью и связанными с ней вкладышами с вырезами цилиндрической (Ьормы, рачаги выполнены с режущей кромкой и пазами, а режущие инструменты подпружинены относительно рычагов и выполнены полуцилиндрической формы с режущей частью и выступами, расположенными на плоской поверхности, при этом вкладышн установлены с возможностью взаимодействия своими вырезными цилиндрическими поверхностями с цилиндрическими поверхностями пяты и режущих инструментов, а режущие инструменты зафиксированы относительно рычагов посредством указанных выступов и пазов.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 275671, кл. В 23 D 23/00, 06.12.6 (прототип).
Tn
и
./
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ РЕЗКИ ПРОФИЛЬНОГО МАТЕРИАЛА | 1997 |
|
RU2133658C1 |
| ГИБОЧНАЯ МАШИНА | 1973 |
|
SU367929A1 |
| Штамп для резки прутков и труб | 1980 |
|
SU925565A1 |
| Штамп для резки сортового проката | 1980 |
|
SU933306A1 |
| ШТАМП ДЛЯ ОБЪЕМНОГО ДЕФОРМИРОВАНИЯ И ОБРЕЗКИ ПОКОВОК | 1992 |
|
RU2018401C1 |
| ШТАМП ДЛЯ ОБРЕЗКИ ТОРЦЕВ ТРУБНЫХ ЗАГОТОВОК | 1997 |
|
RU2119412C1 |
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |
| Штамп для изготовления заготовок из прутка | 1976 |
|
SU647067A1 |
| Штамп для резки П-образных профилей | 1989 |
|
SU1620224A1 |
| Штамп для обрезки концов труб | 1980 |
|
SU948556A1 |
у..
/iT
1
