(54) ШТАМП ДЛЯ РЕЗКИ ПРУТКОВОГО МАТЕРИАЛА
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для резки прутковогоМАТЕРиАлА | 1978 |
|
SU816706A1 |
| Штамп для резки прутков | 1988 |
|
SU1687382A1 |
| Штамп для резки прутковых заготовок | 1980 |
|
SU902994A1 |
| ШТАМП ДЛЯ РЕЗКИ ПРУТКОВЫХ ЗАГОТОВОК | 1970 |
|
SU279305A1 |
| Штамп для резки прутков и труб | 1980 |
|
SU925565A1 |
| Штамп для резки пруткового материала | 1983 |
|
SU1103966A1 |
| Штамп для резки пруткового материала | 1981 |
|
SU988471A1 |
| Штамп для резки прутковых заготовок | 1984 |
|
SU1207653A2 |
| Штамп для резки прутка на заготовки | 1973 |
|
SU498106A1 |
| Штамп для резки прутков | 1980 |
|
SU1018817A1 |
1
Изобретение относится к заготовительному производству машиностроительных заводов и может быть использовано при резке пруткового материала на заготовки.
Известен штамп для резки пруткового материала на заготовки, содержаший нижнюю плиту со стойками, основные рычаги, шарнирно смонтированные в стойках нижней плиты, дополнительные рычаги, шарнирно соединенные одними своими концами с основными рычагами, а другими - посредством опор с верхней плитой, а также две пары сменных рабочих вкладышей, установленных на основных и дополнительных рычагах 1.
Недостатком известного штампа является невысокая надежность его работы, что связано с тем, что обратный ход основных .вкладышей в исходное положение осуш.ествляются за счет пружин работаюш.их с тяжелых условиях.
Целью изобретения является повышение надежности работы штампа.
Цель достигается тем, что в штампе для резки пруткового материала на заготовки, содержащем нижнюю плиту со стойками, основные рычаги, шарнирно смонтированные в стойках нижней плиты, дополнитель. ные рычаги, шарнирно соединенные одними своими концами с основными рычагами, а другими - посредством опор с верхней плитой, а также две пары сменных рабочих
5 вкладышей, установленных на основных и дополнительных рычагах, дополнительные рычаги выполнены с пазами, шарниры, соединяющие основные и дополнительные рычаги, установлены в указанных пазах, а
,Q опоры смонтированы на верхней плите неподвижно, при этом стойки выполнены с профильными пазами, а вкладыши - с выступами, размещенными на них с возможностью ызаимодействия с указанными профильными пазами стоек.
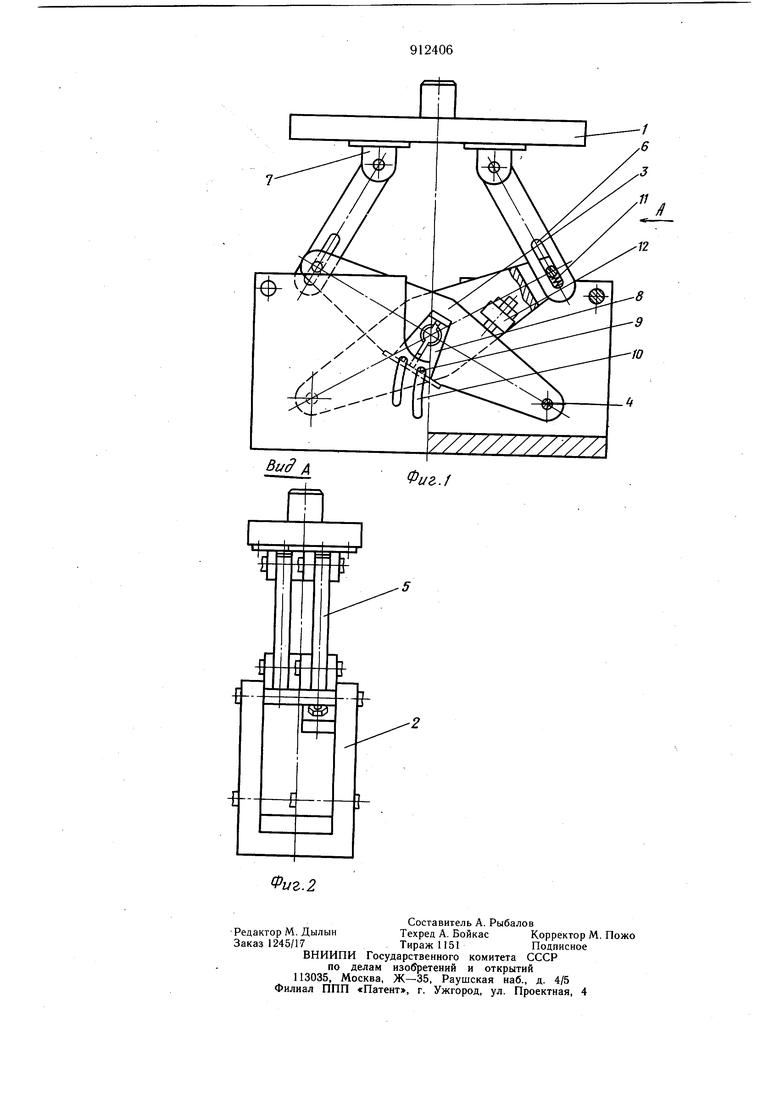
15 Каждый дополнительный, рычаг может быть снабжен упругим элементом, установленным Б его пазу с возможностью взаимодействия с размещенным в нем щарниром. На фиг. 1 изображен штамп для резки пруткового материала, общий вид; на фиг. 2 - вид А на фиг. 1.
Штамп для резки пруткового материала содержит подвижную плиту 1 и неподвижную плиту (не показана), между стойками 2 которой шарнирно закреплены два основных рычага 3 на осях 4, и два дополнительных рычага 5,, имеющие со стороны основных рычагов 3 пазы 6 и шарнирно связанные с подвижной плитой 1 посредством жестко установленных на ней опор 7. На основных рычагах 3 закреплены вкладыши 8 с выстунами 9, которые взаимодействуют с соответствующими профильными пазами 10 в стойках 2, смонтированных на неподвижной плите. Дополнительные рычаги 5 со стороны основных рычагов 3 выполнены с упругим элементом 11 (пружиной). На каждои из стоек 2 закреплены по одному регулируемому упору 12. В исходном положении ползун, связанный с догюлнительными рычагами 5 и основными рычагами 3, находится в верхнем положении. Вкладыши 8, смонтированные на основных рычагах 3, находятся в раскрытом положении так, что можно свободно через них протолкнуть разрезаемую штангу. Выступы 9 на вкладышах 8 зацепляются за конец паза 10 в стойках 2. Штамп работает следующим образом. Разрезаемая штанга из проката вводится в отверстия во вкладышах до упора. Ползун идет вниз, при этом дополнительные рычаги 5 идут вниз, а основные рычаги 3 находятся в исходном положении до тех пор, пока дополнительные рычаги 5 не начнут толкать вниз основные рычаги 3, которые начнут поворачиваться вокруг осей 4 в разных направлениях. Под действием усилия пресса и веса разрезае.м.ого проката вкладыши 8 за счет клинового выреза начнут смыкаться, одновре.менно зажимая разрезаемый профиль. При этом выступы 9 на вкладышах 8 обоих основных рычагов 3 скользят по соответствующим пазам 10 на стойках 2. По мере вращения основных рычагов 3 оси вкладыщей 8 смещаются, тем самым обеспечивая сдвиг разрезаемого профиля. Расстояние между осями вкладышей 8 подобрано таки.м образом, чтобы при прохождении через оси вращения основных рычагов. 3 вкладыши 8 были смещены на величину, близкую к величине сдвига, обеспечивающего полное разделение разрезаемого профиля. Таким образом, осуществляется дифференцированный зажим профиля по обе стороцы реза, создающий одновременно с напряжениями кручения напряженный слой в зоне реза, который способствует уменьшению угла скола и утяжины. При обратном ходе ползуна дополнительные рычаги 5, связанные с основными рычагами 3, возвращаются в исходное положение, причем последний упирается в верхний регулируемый упор 12. Выступы 9 на вкладышах 8 скользят по пазу 10 до тех пор, пока не упрутся в конец паза 10. Тем самым вкладыши возвращаются в исходное положение. Когда основные рычаги 3, упираясь в регулируемый упор 12, займут исходное положение, дополнительные рычаги 5, связанные ползуном пресса, тоже идут вверх, сжимая упругий элемент 11. Тем самым упругий элемент 11 дополнительного рычага 5 исключает поломки при эксплуатации штампа. Наличие паза на дополнительных рычагах позволяет установить предлагае.мый штамп в универсальный пресс. Использование данного изобретения позволяют повысить надежность работы штампа для резки пруткового материала. Формула изобретения . Штамп для резки пруткового материала на заготовки, содержащий нижнюю плиту со стойками, основные рычаги, шарнирно смонтированные на стойках нижней плиты, дополнительные рычаги, шарнирно соединенные одними своими концами с основными рычагами, а другими - посредством опор с верхней плитой, а также две пары сменных рабочих вкладышей, установленных на основных и дополнительных рычагах, отличающийся тем, что, с целью повышения надежности работы, дополнительные рычаги выполнены с пазами, шарниры, соединяющие основные и дополнительные рычаги, установлены в указанных пазах, а опоры смонтированы на верхней плите неподвижно, при этом стойки выполнены с профильными пазами, а вкладыши - с выступами, размещенными на них с возможностью взаимодействия с указанными профильными пазами стоек. 2. Штамп по п. I, отличающийся тем, что каждый дополнительньш рычаг снабжен упругим элементом, установленным в его пазу с возможностью взаимодействия с размещенным в нем шарниром. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 471960, кл. В 23 D 23/00, 03.01.74 (прототип) .
{ч
