(54) СПОСОБ КОНТРОЛЯ ОТКЛОНЕНИЯ ДЛИНЫ МЕРНЫХ ЗАГОТОВОК ПРИ РЕЗАНИИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство контроля длины некратныхОСТАТКОВ | 1979 |
|
SU806297A1 |
| Отрезной станок | 1976 |
|
SU685450A1 |
| СИСТЕМА РАЦИОНАЛЬНОГО ПОРЕЗА ПРОКАТАННЫХ НА ЗАГОТОВОЧНОМ СТАНЕ ПОЛОС МЕТАЛЛА | 1970 |
|
SU265051A1 |
| Способ горячей резки | 1985 |
|
SU1313593A1 |
| Линия резки труб | 1991 |
|
SU1785487A3 |
| ЛИНИЯ ДЛЯ ЗАГОТОВКИ И УПРОЧНЕНИЯ АРМАТУРНЫХ СТЕРЖНЕЙ | 1992 |
|
RU2074084C1 |
| Линия резки трубных заготовок | 1983 |
|
SU1077721A1 |
| Линия резки труб | 1979 |
|
SU804248A1 |
| Устройство для мерной резки проката | 1978 |
|
SU841805A1 |
| ОТРЕЗНОЙ СТАНОК | 2021 |
|
RU2784036C1 |
1
Изобретение относится к машиностроению и может быть использовано для получения мерных заготовок при порезе проката большого диаметра на отрезНых станках.
Известно устройство, реализуюш,ее спо.соб контроля длины мерных заготовок, посредством установки подвижного кулачка на заданную длину заготовки 1.
Однако этот способ не обеспечивает контроль отклонений длины заготовки и их корректировку в процессе пореза проката большого диаметра, возникаюш.их в результате соударения подаваемого проката о торец упора и смешения его в направлении противоположнЬм подаче, при этом величина отклонений зависит от массы проката, изменяюшейся в процессе отрезания заготовок.
Цель изобретения - повышение точности длины заготовок при порезе проката.
Поставленная цель достигается тем, что в каждом рабочем цикле измеряют величину смещения проката в направлении, противоположном его подаче в зону отрезания заготовки, экстраполируют эту величину, сравнивают ее с допустимой, затем формируют корректирующий сигнал, передаваемый на исполнительный орган.
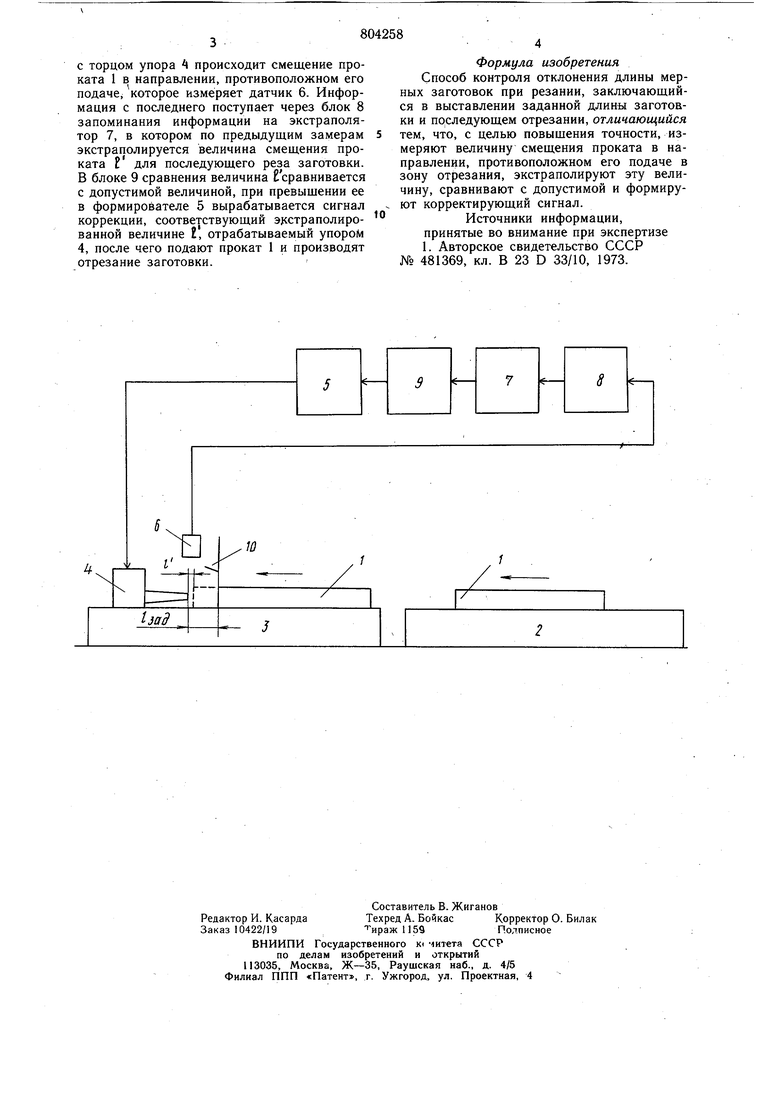
На чертеже представлена функциональная схема устройства.
Разрезаемый прокат I подается движущимся рольгангом 2 на отрезной станок 3 до упора 4, связанного с входом формирователя 5 корректирующего сигнала. Кроме того, станок 3 снабжен датчиком 6 измерения величины смещения проката 1 в направлении, противоположном его подаче, и связанного с входом экстраполятора 7 через блок 8 запоминания информации. При этом вход формирователя 5 соединен с экстраполятором 7 через блок 9 сравнения экстраполированной величины смещения проката с допустимой величиной. Подаваемый прокат 1 разрезается режущим инструментом 0.
Устройство работает следующим образом.
По упору 4 устанавливают заданную длину заготовки по отношению к плоскости режущего инструмента 10. Прокат 1 подается движущимся рольгангом 2 на отрезной станок 3 до упора 4. В результате соударения
с торцом упора А происходит смещеиие проката 1 в направлении, противоположном его подаче, которое измеряет датчик 6. Информация с последнего поступает через блок 8 запоминания информации на экстраполятор 7, в котором по предыдущим замерам экстраполируется величина смещения проката Е для последующего реза заготовки. В блоке 9 сравнения величина Есравнивается с допустимой величиной, при превыщении ее в формирователе 5 вырабатывается сигнал коррекции, соответствующий экстраполированной величине , отрабатываемый упором 4, после чего под-ают прокат 1 и производят отрезание заготовки.
Формула изобретения Способ контроля отклонения длины мерных заготовок при резании, заключающийся в выставлении заданной длины заготовки и последующем отрезании, отличающийся тем, что, с целью повышения точности, измеряют величину смещения проката в направлении, противоположном его подаче в зону отрезания, экстраполируют эту величину, сравнивают с допустимой и формируют корректирующий сигнал.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 481369, кл. В 23 D 33/10, 1973.
