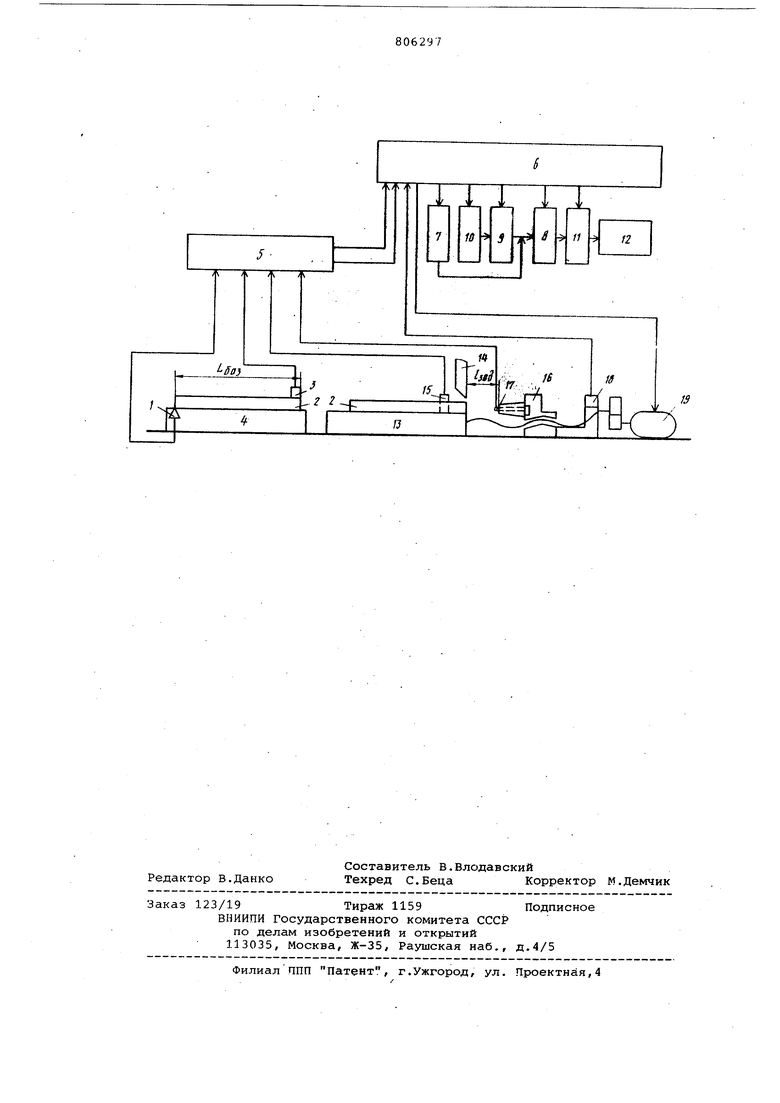
Изобретение относится к машиностроению и может быть использовано для получения мерных заготовок из со тового проката на металлорежущих ста ках, например отрезных. Известно устройство контроля длины обрезаемых заготовок из сортового проката, содержащее датчик наличия подаваемого проката, задатчик ус тановки длины заготовки, механизм контроля длины проката и блок запоми нания этой длины 1. Недостатком известного устройства является то, что оно не обеспечивает контроль длины и дифференцированной отбраковки некратных остатков, если таковыевозникнут в силу поступления проката неодинаковой длины. Цель изобретения - автоматизация процесса отбраковки некратных остатков. Поставленная цель достигается тем что устройство снабжено последовател но соединенными блоком запоминания с сумматором длин отрезаемых заготовок в каждом рабочем цикле, вычислителем разности длины проката и суммарной величины, блоком сравнения полученной разности с заданной величиной длины заготовки, механизмом отделения некратных остатков с дифференцирующим блоком, выход которого соединен с входом блока расчета и запоминания величины длины разрезаемого проката. На чертеже представлена общая схема устройства. Устройство включает механизм контроля длины проката, выполненного в виде электрического контакта 1, взаимодействующего с концом проката 2, и датчика 3 длины проката, установленного на рольганге 4 на базовом расстоянии L баз от контакта 1 и работающего в поле допуска длины проката. Выходы вышеназванных элементов 1 и 3 соединены через согласущее устройство 5 с-входом блока 6 управления, один из выходов которого подключен к входу блока 7 расчета и запоминания величины длины разрезаемого проката 2. Информация с блока 7 передается на вход вычислителя 8 разности длины проката 2 и суммарной величины длин отрезаемых заготовок в каждом рабочем цикле. Суммарная величина поступает с выхода блока 9 запоминания, вход которого соединен с выходом блока 10 записи и хранения величины длины отрезаемой заготовки, поступающей на его вход через блок б управления. Выход вычислителя 8 подключен ,к входу блока 11 сравнения вышеназванной разности с заданной длиной заготовки/ при этом выход его подключен к входу механизма 12 удаления некратных остатков из технологического потока. Работа блоков 8-11 осуществляется от блока 6 управления. Разрезаемый прокат 2 поступает с рольганга 4 на отрезной станок 13 снабженный режущим инструментом 14 Vi электрическим контактом 15 конца рабочего цикла, сигнал с которого поступает через согласующее устройство 5на блок 6 управления, по отношению к плоскости режущего инструмента 14, на длину заготовки устанавливают упо 16 с электрическим контактом 17 нали чия проката 2, соединенного с блоком 6управления через согласующее.устройство 5. Упор 16 снабжен также датчиком 18 обратной связи двигателя 19, соедине ным с блоком б управления. Устройство работает следующим образом. Перед началом работы в блок 6 управления вводим величины заданной длины заготовки l-joA базового расстояния .Разрезаемый прокат 2, перемещаясь по рольгангу 4, своим концом включает электрический контакт 1, сигнал которого через согласукицее устройство 5 поступает в блок 6 управления, вырабатывающий управляющий сигнал для считывания информации , с датчика 3 дли ны в блок 7 расчета и запоминания длины разрезаемого проката 2. В блоке 7 производится определение длины проката. LHPOK -50,1+тек . «® ааъ базовое расстояние между электрическим контактом 1 и датчиком 3 длины, текущее значение датчика 3 длины., работающего в поле допуска длины про ката. Величина запоминается в блок 7и в соответствующий.момент по сигналу с блока 6 управления передается на вход вычислителя 8 разности и суммарной величины длин заготовок в каждом рабочем цикле. Перед порезом проката 2 на отрезном станке 13 упор 16 устанавливается на двину зад ° отношению к плоскости режущего инструмента 14 с помощью двигателя 19 и датчика 18 обратной связи, управляе1иых блоком 6 управления. Прокат 2 поступает на отреаной станок 13 и передним торцом замыкает электрический контакт 17 наличия проката, сигнал с которого поступает через согласующее устройство 5 на блок 6 управления. По команде последнего производится процесс отрезания заготовки, окончание которого фиксируется электрическим контактом 15 конца рабочего цикла, сигнал с которого также поступает через блок 5 в блок 6, последовательно включающий в работу блоки 10,9,8 и 11. На вход блока 10 запоминания и хранения поступает с датчика 18 обратной связи через блок 6 величина длины отрезаемой заготовки , а с выхода блока 10 передается на блок 9 запоминания, в котором определд ется в каждом рабочем цикле сумма Z , где п - количество отрезанных загЪтовок. Вычислитель 8, получив информацию с блоков 7 и 9 рассчитывает разность (1-прок. 1 х) и передает на вход блока fi сравнения, в котором проверяется условие При выполнении указанного условия с выхода блока 11 выдается команда на механизм отделения некратных остатков R из технологического потока дифференцированно. Формула изобретения Устройство контроля длины некратных остатков, получаемых в процессе пореза проката на заготовки, содержгицее датчик наличия подаваемого проката, задатчик установки длины заготовки, механизм контроля длины проката, блок расчета и запоминания величины длины проката, отличающееся тем, что, с цельюавтоматизации отбраковки, устройство снабжено последовательно соединенными блоком запоминания с сумматором длин отрезанных заготовок в каждом рабочем цикле, вычислителем разности длины проката и суммарной величины отрезаемых заготовок, блоком сравнения полученной разности с заданной длиной заготовки, механизмом отделения некратных остатков с дифференцирующим блоком,выход которого соединен с. входом блока расчета и запоминания величины длины проката. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 382480, кл. В 23 С 1/00, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля отклонения длины мерныхзАгОТОВОК пРи РЕзАНии | 1979 |
|
SU804258A1 |
| Установка для автоматического разрезания сортового проката | 1962 |
|
SU482258A1 |
| Устройство для автоматической разбраковки проката | 1982 |
|
SU1044439A1 |
| Устройство для автоматической разбраковки проката в линии поперечной резки | 1982 |
|
SU1091969A1 |
| Устройство для автоматической разбраковки заготовок нарезанных из проката | 1988 |
|
SU1618476A1 |
| Устройство для изготовления профилированных резиновых заготовок | 1988 |
|
SU1553404A1 |
| УСТАНОВКА ДЛЯ РЕЗКИ ПОЛОС ПРОКАТА НА МЕРНЫЕ ЗАГОТОВКИ РАЗЛИЧНОЙ ДЛИНЫ | 2005 |
|
RU2297903C1 |
| Линия резки труб | 1982 |
|
SU1191202A1 |
| Устройство автоматического раскроя заготовки на летучем отрезном станке | 1986 |
|
SU1388205A1 |
| Устройство для мерной резки проката | 1980 |
|
SU998008A1 |