1
Изобретение относится к сварке, а именно к конструкции механизированной ноточной линии сборки и сварки изделий, преимуHiecTBCiiHO крын кабин тракторов.
Известны поточные линии для изготовления сварных конструкций, содержащие транспортные средства, сборочные стенды, сварочное оборудование, кантователи, наконители и рабочие столы, установленные но ходу технологического процесса 1, 2 и 3.
Однако в этих линиях либо отсутствует межонерационное накопление деталей, либо накопители занимают значительную площадь, так как изделия накапливаются вдоль транспортного средства.
Известна авто.матизированная поточная линия для изготовления сварочных конструкций, преимущественно газонлотных панелей, которая содержит установленные но ходу технологического процесса рольганги, сборочно-сварочные стенды, кантователь, причем вся линия разбита на два параллельные потока 4.
Недостатком указанной линии является отсутствие накопления между сборочным
ро/1ьгангом и сварочным стендом, что необходимо д;1я выравннва1 ия ритмов, а также обеспечения работы последующих рабочих позиций в случае выхода из строя предыдущего рабочего места.
Известна также линия для изготовления теплообменников, содержащая связанные транспортными средствами машины для контактной сварки, комплектовочный стол для сборки между собой заготовок изделий, приводную тележку с поворотным столом, установлеьн1ую с возможностью возвратно-ностунательного неремещения, магазины загрузки и приемный стол 5.
Эта Л1пи1я обладает тем не;и)статком, что между комн.1ектовочным cтoлo i для сборки изделия и манинам пювпой сварки отсутствует након,1енне, что снижает нроизводительность линии.
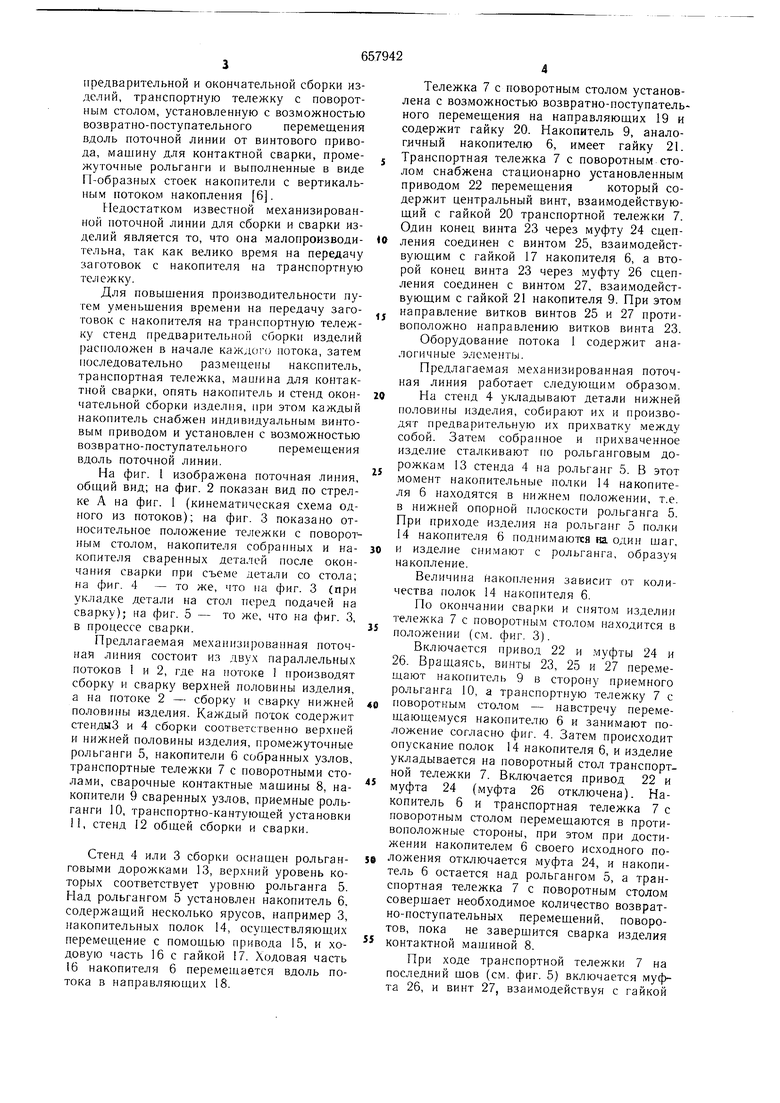
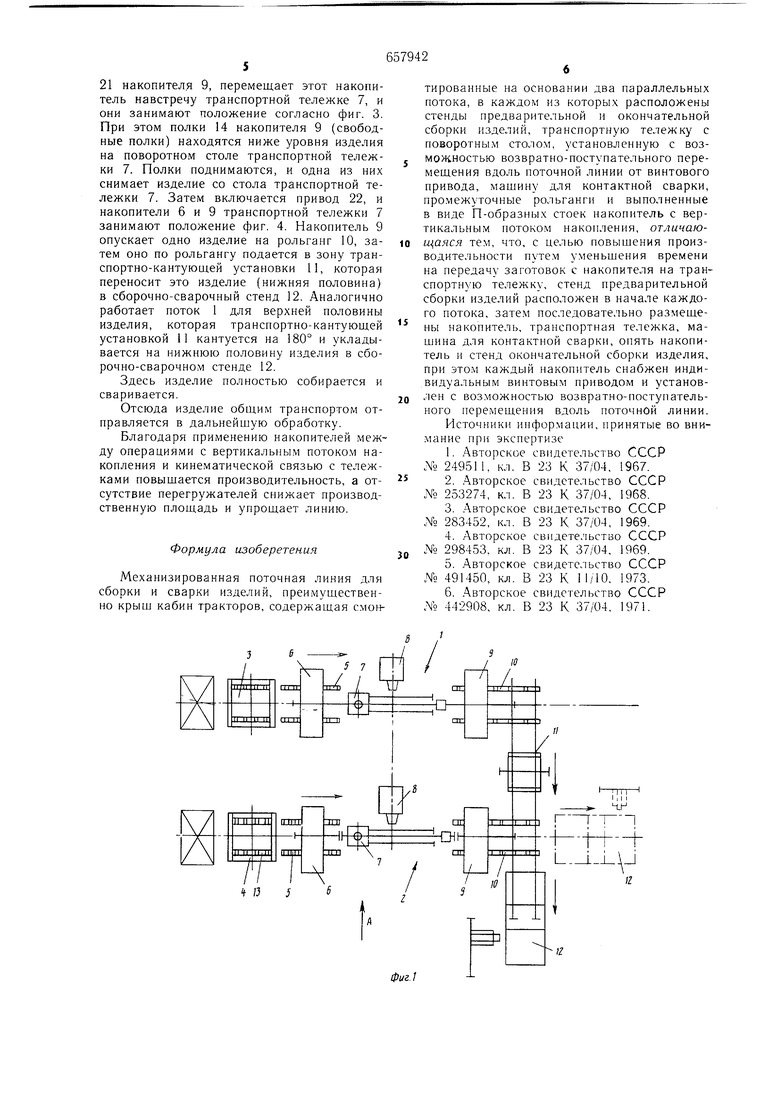
Наиболее близкой к изобретению по техническо суниюсти является механизированная поточная ,1иння для и сварки изделий, преимущественно к)ыщ кабин тракторов, содержащая смонтированные на основании два нара.ыельных потока, в каждом из которых расположены стенды предварительной и окончательной сборки изделий, транспортную тележку с поворотным столом, установленную с возможностью возвратно-поступательного перемещения вдоль поточной линии от винтового привода, машину для контактной сварки, промежуточные рольганги и выполненные в виде П-образных стоек накопители с вертикальным потоком накопления 6. Недостатком известной механизированной поточной линии для сборки и сварки изделий является то, что она малопроизводительна, так как велико время на передачу заготовок с накопителя на транспортную тележку. Для повышения производительности путем уменьшения времени на передачу заготовок с накопителя на транспортную тележку стенд предварительной сборки изделий расположен в начале каждого потока, затем последовательно размещены накопитель, транспортная тележка, для контактной сварки, опять накопитель и стенд окончательной сборки изделня, при этом каждый накопитель снабжен индивидуальным винтовым приводом и установлен с возможностью возвратно-поступательного перемешения вдоль поточной линии. На фиг. 1 изображена поточная линия, общий вид; на фиг. 2 показан вид по стрелке А на фиг. I (кинематическая схема одного из потоков); на фиг. 3 показано относительное положение тележки с поворотным столом, накопителя собранных и накопителя сваренных деталей после окончания сварки при съеме детали со стола; на фиг. 4 - то же, что на фиг. 3 (при укладке детали на стол перед подачей на сварку); на фиг. 5 - то же, что на фиг. 3, в процессе сварки. Предлагаемая механизированная поточная линия состоит из двух параллельных потоков 1 и 2, где на потоке 1 производят сборку и сварку верхней половины изделия. а на потоке 2 - сборку и сварку нижней половины изделия. Каждый поток содержит стендыЗ и 4 сборки соответственно верхней и нижней половины изделия, промежуточные рольганги 5, накопители 6 собранных узлов. транспортные тележки 7 с поворотными столами, сварочные контактные мащины 8, накопители 9 сваренных узлов, приемные рольганги 10, транспортно-кантующей установки 11, стенд 12 общей сборки и сварки. Стенд 4 или 3 сборки оснащен рольганговыми дорожками 13, верхний уровень которых соответствует уровню рольганга 5. Над рольгангом 5 установлен накопитель 6, содержащий несколько ярусов, например 3, накопительных полок 14, осуществляющих перемещение с помопаью привода 15, и ходовую часть 16 с гайкой 17. Ходовая часть 16 накопителя 6 перемепхается вдоль потока в направляющих 18. Тележка 7 с поворотным столом установлена с возможностью возвратно-поступательного перемеш,ения на направляющих 19 и содержит гайку 20. Накопитель 9, аналоГ.ИЧНЫЙ накопителю 6, имеет гайку 21. Транспортная тележка 7 с поворотным столом снабжена стационарно установленным приводом 22 перемещения который содержит центральный винт, взаимодействующий с гайкой 20 транспортной тележки 7. Один конец винта 23 через муфту 24 сцепления соединен с винтом 25, взаимодействующим с гайкой 17 накопителя 6, а второй конец винта 23 через муфту 26 сцепления соединен с винтом 27, взаимодействующим с гайкой 21 накопителя 9. При это.м направление витков винтов 25 и 27 противоположно направлению витков винта 23. Оборудование потока 1 содержит аналогичные эле.енты. Предлагаемая механизированная поточная линия работает следующим образом. На стенд 4 укладывают детали нижней половины изделия, собирают их и производят предварительную их прихватку .между собой. Затем собранное и прихваченное изделие сталкивают по рольганговым дорожкам 13 стенда 4 на рольганг 5. В этот момент накопительные полки 14 накопителя 6 находятся в нижне.м положении, т.е. в нижней опорной плоскости рольганга 5. При приходе изделия на рольганг 5 полки 14 накопителя 6 поднимаются на один щаг, и изделие снимают с рольганга, образуя накопление. Величина накопления зависит от количества полок 14 накопителя 6. По окончании сварки и снятом изделии тележка 7 с поворотным столом находится в положении (см. фиг. 3). Включается привод 22 и .муфты 24 и 26. Вращаясь, винты 23, 25 и 27 перемещают накопитель 9 в сторону приемного рольганга 10, а транспортную тележку 7 с поворотным столом - навстречу перемещающемуся накопителю 6 и занимают положение согласно фиг. 4. Затем происходит опускание полок 14 накопителя 6, и изделие укладывается на поворотный стол транспортной тележки 7. Включается привод 22 и муфта 24 (муфта 26 отключена). Накопитель 6 и транспортная тележка 7 с поворотным столом перемещаются в противоположные стороны, при этом при достижении накопителем 6 своего исходного положения отключается муфта 24, и накопитель 6 остается над рольгангом 5, а транспортная тележка 7 с поворотным столом совершает необходимое количество возвратно-поступательных перемещений, поворотов, пока не завершится сварка изделия контактной машиной 8. При ходе транспортной тележки 7 на последний щов (см. фиг. 5) включается муфта 26, и винт 27, взаимодействуя с гайкой
21 накопителя 9, перемещает этот накопитель навстречу транспортной тележке 7, и они занимают положение согласно фиг. 3. При этом полки 14 накопителя 9 (свободные полки) находятся ниже уровня изделия на поворотном столе транспортной тележки 7. Полки поднимаются, и одна из них снимает изделие со стола транспортной тележки 7. Затем включается привод 22, и накопители 6 и 9 транспортной тележки 7 занимают положение фиг. 4. Накопитель 9 опускает одно изделие на рольганг 10, затем оно по рольгангу подается в зону транспортно-кантующей установки 11, которая переносит это изделие (нижняя половина) в сборочно-сварочный стенд 12. Аналогично работает поток 1 для верхней половины изделия, которая транспортно-кантующей установкой 11 кантуется на 180° и укладывается на нижнюю половину изделия в сборочно-сварочном стенде 12.
Здесь изделие полностью собирается и сваривается.
Отсюда изделие общим транспортом отправляется в дальнейшую обработку.
Благодаря применению накопителей между операциями с вертикальным потоко.м накопления и кинематической связью с тележками повышается производительность, а отсутствие перегружателей снижает производственную плош,адь и упрошает линию.
Формула изоберетения
Механизированная поточная линия для сборки и сварки изделий, преимуидественно крыш кабин тракторов, содержащая смон6 -
тированные на основании два параллельных потока, в каждом из которых расположены стенды предварительной и окончательной сборки изделий, транспортную тележку с поворотным столом, установленную с возможностью возвратно-поступательного перемещения вдоль поточной линии от винтового привода, машину для контактной сварки, промежуточные рольганги и выполненные в виде П-образных стоек накопитель с вертикальным потоком накопления, отличающаяся тем, что, с целью повышения произ0водительности путем уменьшения времени на передачу заготовок с накопителя на транспортную тележку, стенд предварительной сборки изделий расположен в начале каждого потока, затем последовательно размещены накопитель, транспортная тележка, машина для контактной сварки, опять накопитель и стенд окончательной сборки изделия, при этом каждый накопитель снабжен индивидуальным винтовым приводом и установлен с возможностью возвратно-поступательного перемещения вдоль поточной линии. Источники информации, принятые во внимание npii экспертизе
1.Авторское свидетельство СССР № 249511, кл. В 23 К 37/04, 1967.
2.Авторское свидетельство СССР № 253274, кл. В 23 К 37/04, 1968.
3.Авторское свидетельство СССР № 283452, кл. В 23 К 37/04, 1969.
4.Авторское свидетельство СССР „NO 298453, кл. В 23 К 37/04, 1969.
5.Авторское свидетельство СССР № 491450, кл. В 23 К 11/10. 1973.
6.Авторское свидетельство СССР № 442908, кл. В 23 К 37/04, 1971.
фиг. Вид А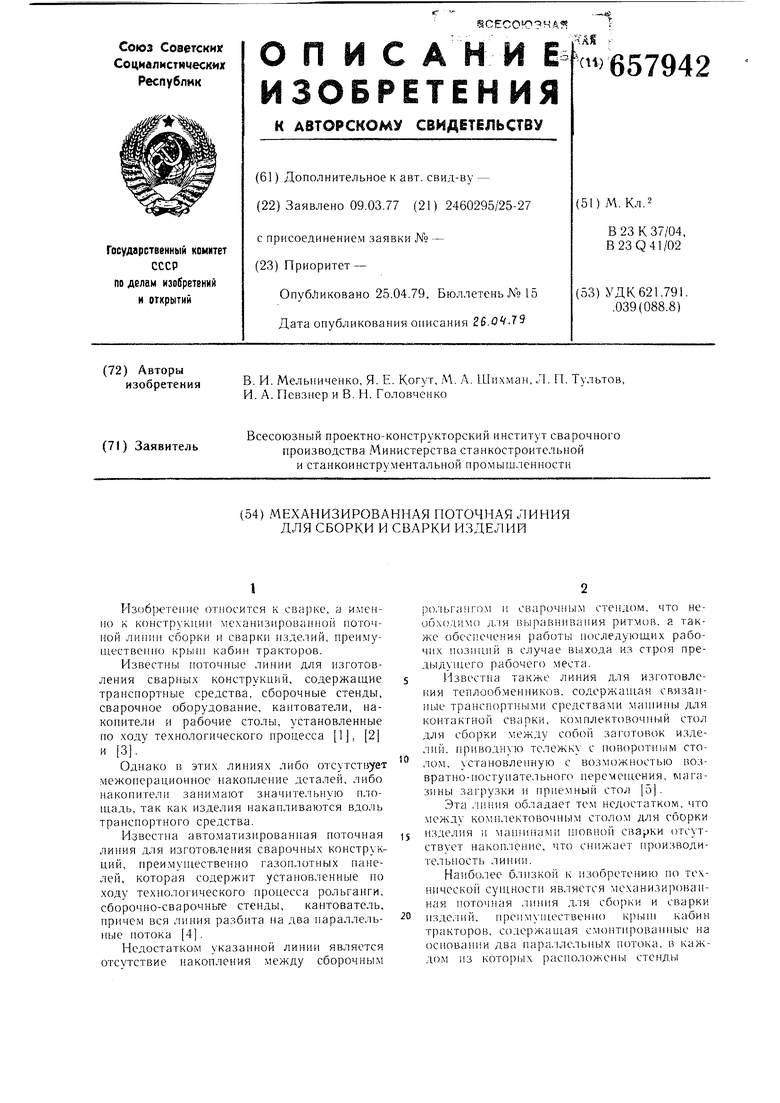
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная механизированная линия для изготовления балок коробчатого сечения | 1975 |
|
SU650761A1 |
| Поточная линия для изготовления изделий | 1979 |
|
SU837691A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1979 |
|
SU863275A1 |
| Поточная линия для изготовления сварных изделий | 1981 |
|
SU998067A1 |
| Поточная линия для изготовления сварных изделий | 1979 |
|
SU872146A1 |
| Поточная линия для изготовления длинномерных металлоконструкций из фасонных профилей | 1979 |
|
SU856722A1 |
| Поточная линия для изготовления пакетов шин | 1975 |
|
SU569433A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1977 |
|
SU685467A1 |
| Поточная линия для изготовления сварных конструкций балочного типа | 1977 |
|
SU738808A1 |
1 U
