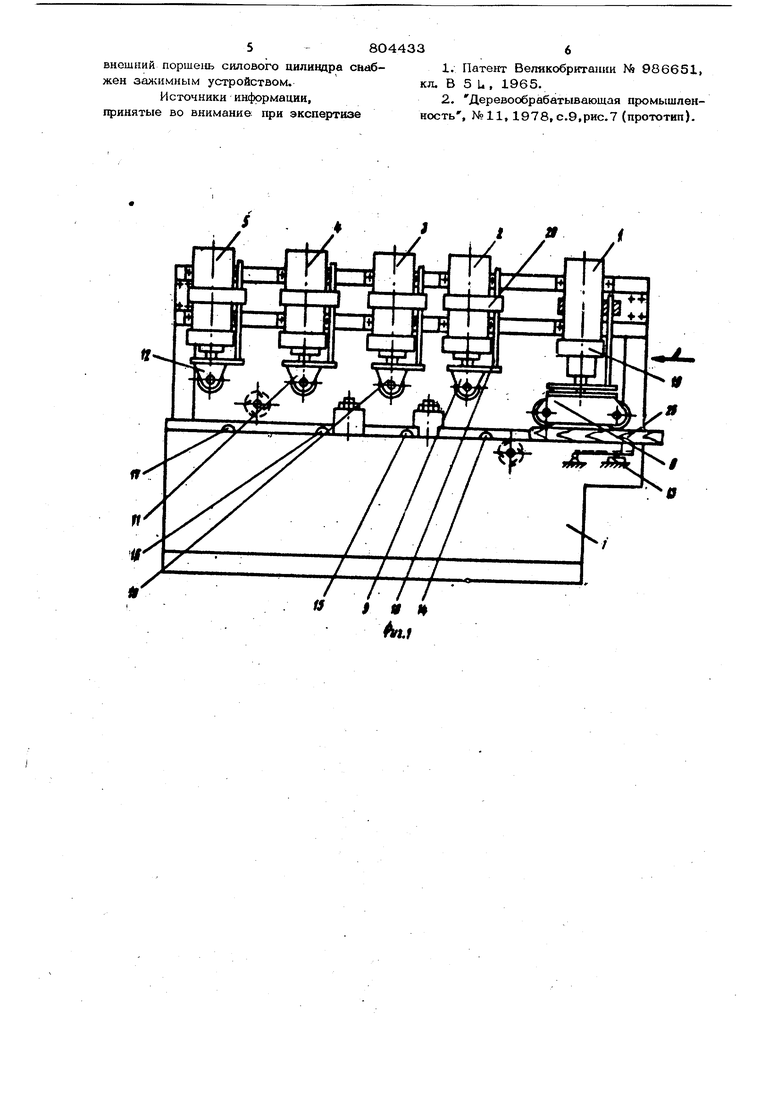
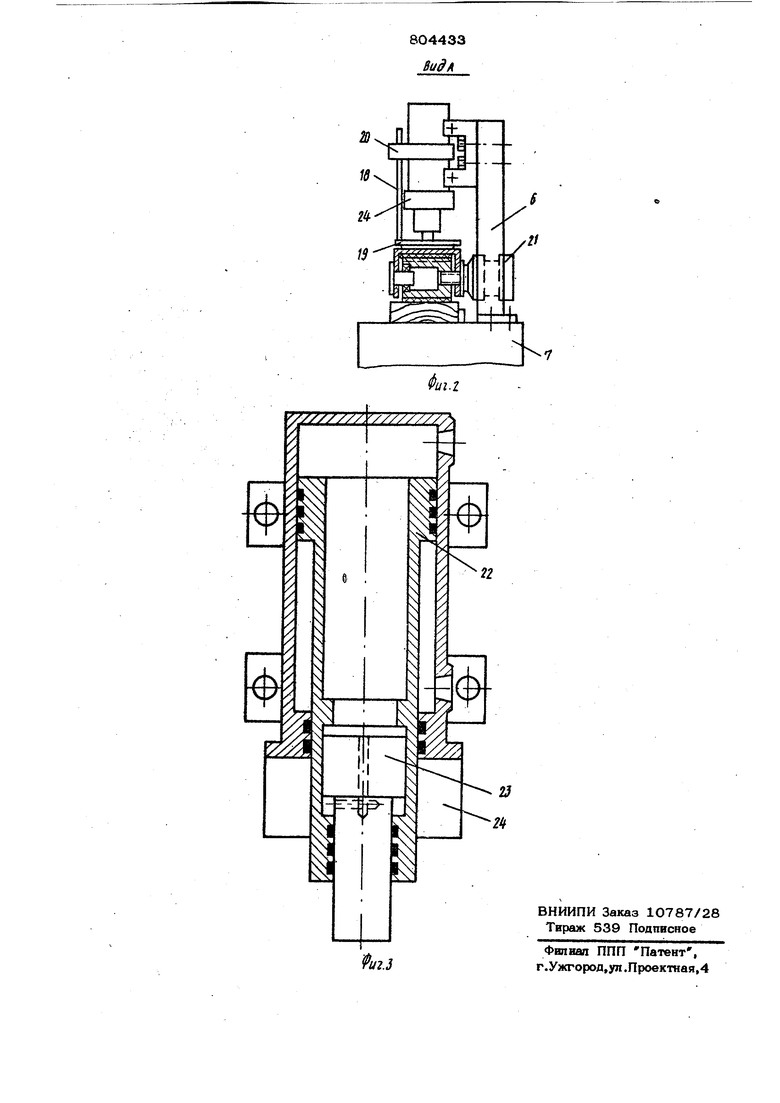
На фиг. 1 представлен механизм подачи, общий вид; на фиг. 2 - вид А на фиг, 1 на фиг. 3 - Силовой оиливдр, pa pea. Механизм подачи состоит из силовых цилиндров .1, 2, 3, 4 и 5, которые находятся на неподвижной балке, жестко при крепленной при помощи стоек 6 к станине 7 станка. Настройка вальцов 8, 9, Ю 11и 12 по высоте осуществляется по команде от датчиков 13, 14, 15, 16 и 17 включения и выключения силовых цилиндров, например конечных выключа.телей. Вращение вальцов 8, 9, 1О, 11 и 12вокруг вертикальной оси исключает штанга 18, которая жестко соединена со штоковой площадкой 19 и подвижно с хомутиком 20. Хомутик может быть развернут по отношению корпуса гидроциливдра на любой угол. Таким образом, хомутик и щтанга дают возможность регулировать положение вальцов относительно направления подачи. Крутящий момент вальцам передаётся от гидродвигателя 21. Каждый валец ил пара вальцов имеет индивидуальный привод подачи. Возможен вариант с общим приводом для всех вальцов с применением гибкого вала. На .фиг. 3 изображен силовой цилиндр (гидрошшиндр ) двухстороннего действия, имеющий два поршня 22 и 23 Поршень 22 предназначен для дастройки вальцов по высоте, он должен обеспечить перемещение вальца вверх и вниз на максимальный и минимальный ра мер подаваемых в станок заготовок. . Порщень 23 встроен на конде штока настроечного Поршня и предназначен для прижима вальцов заготовки к установочной поверхности Станка, он имеет перемещение 6-10 мм, равное раанотолщинности подаваемых заготовок. В прижимном поршне имеются сверления, соединяющие поршневую штокрвую полость. Кроме того,, для удержания; вальца на настроечной высоте предусмотрено зажимное устройство для цилиндрических нащ)авляющих 24, работающее в нормально зажатом положении. Механизм подачи работает следующим образом. После включения станка для работы в все вальцы находятся в исходной лозиции. Как только заготовка 25 нажима на датчик 13, находящийся перед первым вальцом 8, с датчика поступает команда к гидроцилиндру и зажимному устройству Зажимное устройство освобождает шток поршня 22 и вальцы опускаются до упор с заготовкой и, после того, как в поршневой полости давление достигает определенного уровня зажимное устройство опять зажимает шток, и валец переходит в рабочую или настроечную лозиции. Заготовка под действием тяговой силы валь ца начинает перемешаться вдоль станка, после, нажатия -ледующего датчика очередной валец начинает перемещаться в рабочую позицию и т.д. до тех пор пока последний валец не займет рабочего положения. Возврат вальцов :в исходное положение осушествляется только одновременно после того, как заготовка покидает рабочую зону станка и датчЙЭки первый 13 и последний 17 освобождаются, или с пульта -правления. После- того, как проходит последняя заготовка,, вальцы занимают исходное положение и механизм подачи готов , уже принимать другой размер заготовок; Экономический эффект достигается за счет автоматлзации настройки вальцов по высоте (сокращения времени настройки), а также увеличения эффективности и надежности механизма подачи (сокращения времени на ремонт). Формула из обретения 1. Механиз у1 подачи деревообрабатывающего станка, включающий стол, эакрепленные на станине силовые цилищфы со смонтированными на их штоках приводны ми вальцами, отличающийс я тем, что, с целью повышения эффективности прижима заготовки к установочной поверхности станка и направляющей линейки, силов1ьге цилиндры закреплены на станине жестко, приводные вальцы смонтированы на штоках посредством площадок со штангами, причем корпуса силовых цилиндров снабжены хомутиками, в которых размешены штанги шющадок, а на столе перед вальцами установлены датчики включения и выключения силовых 1.61ЛИНДРОВ. 2. Механизм подачи -по п. 1, о т л ичающийся тем, что, с целью обеспечения подачифазноталщин11ых заготовок без перенастройки, силовые цилиндры вьшолнень с телескопическими порщнями. 3. М еханизм подачи по п. 2, о тличак щийся тем, что, с целью фиксации вальцов в рабочей позиции.
58О44336
внешний поршень силового циливдра снаб-1. Патент Велякобританни № 986651,
жен заяхимным устройством.кл. В 5 L , 1965.
Источники информации,2. Деревообрабатывающая промышленпринятые во внимание при экспертизеность, №11, 1978, с.9,рис.7 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ШЛИФОВАЛЬНЫЙ ШИРОКОЛЕНТОЧНЫЙ | 2001 |
|
RU2182073C1 |
| Фрезерно-брусующий станок для бревен | 1980 |
|
SU963854A1 |
| Многосторонний фуговально-строгальный станок | 1987 |
|
SU1562136A1 |
| Подающее устройство деревообрабатывающего станка | 1986 |
|
SU1430268A1 |
| ПРЕСС СРАЩИВАНИЯ ДРЕВЕСИНЫ ПО ДЛИНЕ | 2001 |
|
RU2181662C1 |
| УСТРОЙСТВО ПОДАЧИ ЗАГОТОВОК К ДЕРЕВООБРАБАТЫВАЮЩИМ СТАНКАМ | 2001 |
|
RU2196043C1 |
| СТАНОК ШИПОРЕЗНЫЙ | 2002 |
|
RU2221693C1 |
| УСТРОЙСТВО ДЛЯ ЗАЦЕНТРОВКИ ЛИТЫХ ЗАГОТОВОК ПОД ПРОШИВКУ | 1995 |
|
RU2102166C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ БРЕВЕН В ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2044624C1 |
| Устройство для подачи бревен в деревообрабатывающие станки | 1983 |
|
SU1129074A1 |
804433 ВидА
