(S) СБОРОЧНЫЙ КОНВЕЙЕР
| название | год | авторы | номер документа |
|---|---|---|---|
| Транспортная тележка полуавтоматической линии сборки червячных редукторов | 1979 |
|
SU856755A1 |
| Устройство для подачи пустых и отвода наполненных коробок | 1983 |
|
SU1221065A1 |
| Автоматическая линия кокильного литья | 1966 |
|
SU270202A1 |
| Сборочно-сварочный горизонтально-замкнутый конвейер | 1990 |
|
SU1770108A1 |
| Тележечный конвейер | 1988 |
|
SU1578053A1 |
| Подвесной конвейер | 1979 |
|
SU816881A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ СБОРКИ РЕЛЬСОШПАЛЬНЫХ РЕШЕТОК ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2005 |
|
RU2285080C1 |
| Полуавтомат для нанесения стачивающих и отделочных строчек на детали и узлы швейных изделий | 1961 |
|
SU140673A1 |
| Горизонтально-замкнутый тележечный конвейер | 1982 |
|
SU1027105A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ СТРЕЛОЧНОГО ПЕРЕВОДА ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2010 |
|
RU2451125C1 |
1
Изобретение относится к устройствам для транспортировки, в частности к конвейерам для сборки швейных машин.
Известен тележечный конвейер для сборочных работ, в котором имеется основание с направляющими, привод, тяговая замкнутая цепь, транспортные тележки с рольгангом и приемные столы с рольным полотном.
Средний ролик рольганга установлен выше крайних роликов, а поверхность скатывания, образованная.средним и крайним роликами рольганга транспортной тележки, и рольное полотно приемного стола расположены в одной плоскости t1l.
Недостаток такого конвейера заклю.чается в невозможности остановки изделий в ориентированном положении.
Наиболее близким техническим решением является сборочный конвейер включающий позиции останова, привод,
направляющие и перемещающиеся по ним тележки со стойками t2.
Недостатками конвейера являются, во-первых, невозможность применения их при автоматической сборке для передачи собранных машинок с одного конвейера на другой, так как его конструкция не обеспечивает точной передачи собираемого изделия на заданный шаг с одной рабочей позиции
10 на другую, во-вторых, невозможность обеспечить точную ориентацию швейных машин в заданном положении.
Целью изобретения является повышение производительности конвейера
15 путем обеспечения останова изделий в ориентированном положении.
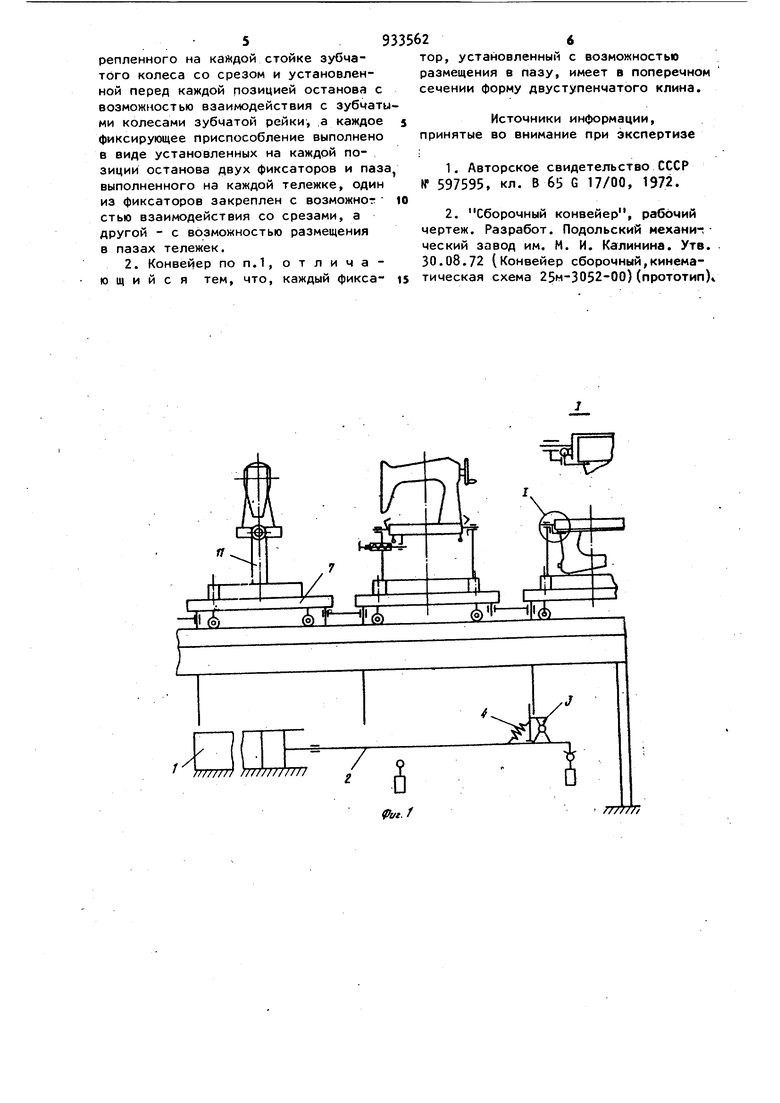
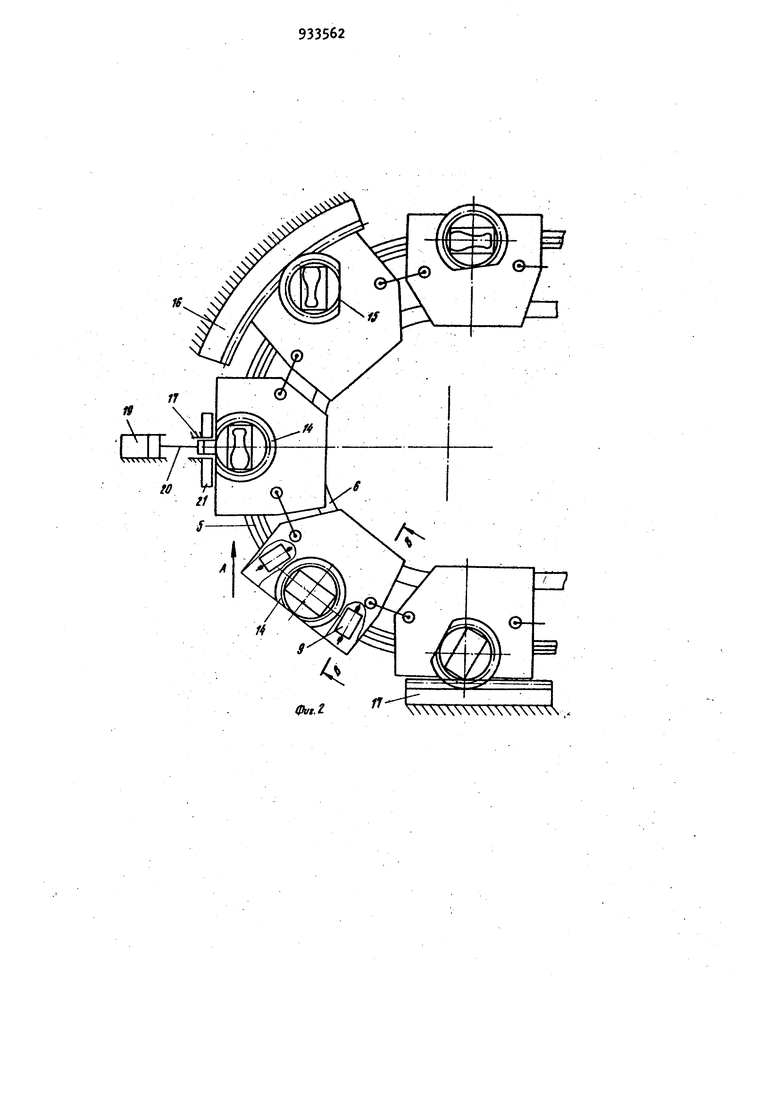
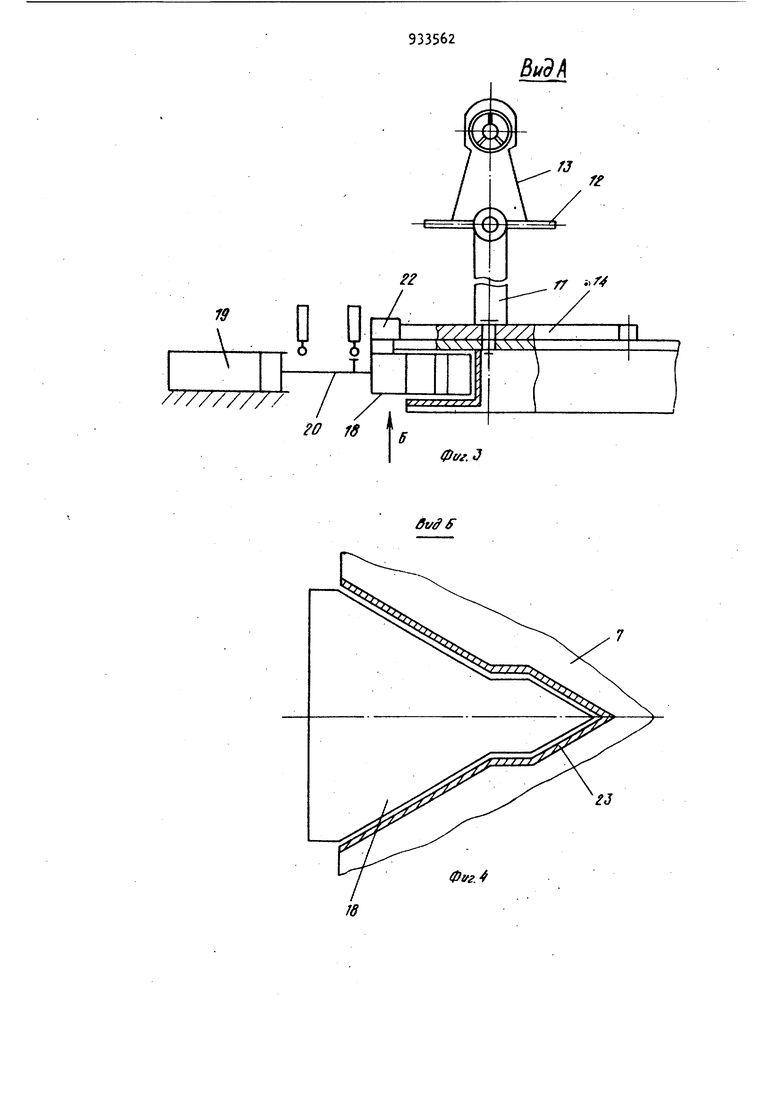
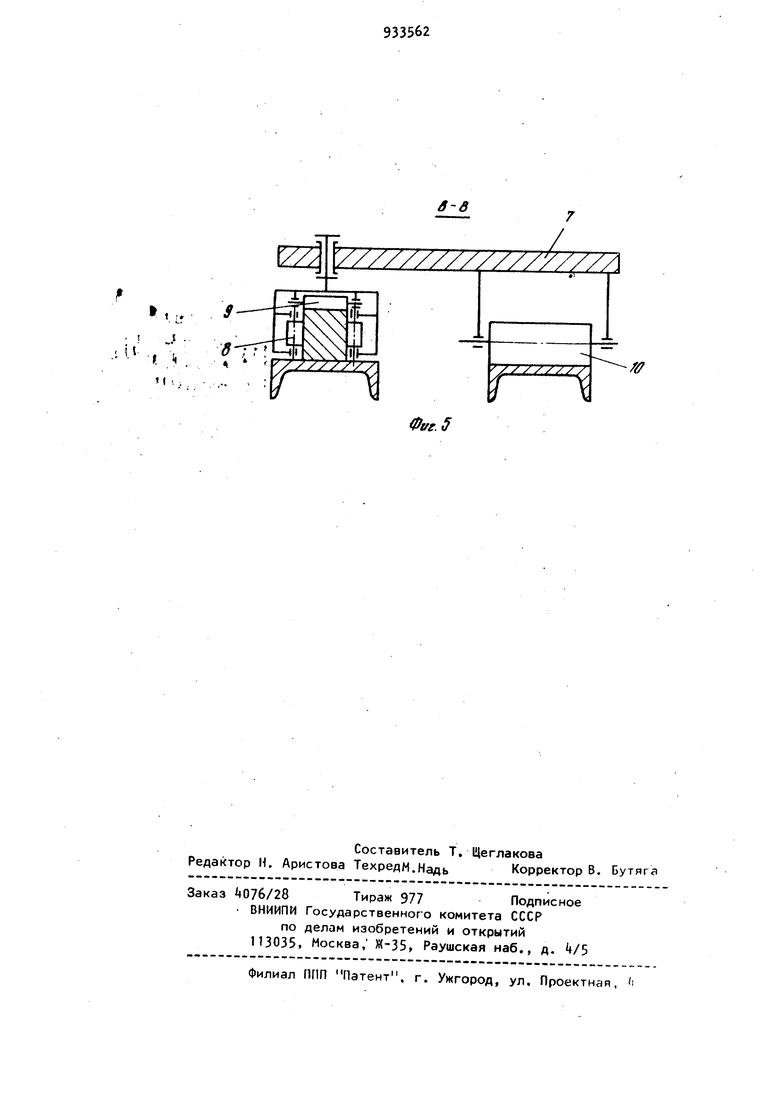
Указанная цель достигается тем, что сборочный конвейер снабжен ориентирующими и фиксирующими приспособ20лениями, а стойка на ка) тележке установлена с возможностью поворота, при этом каждое ориентирующее приспособление выполнено в виде жестко закрепленного на каждой стойке зубчатого колеса со срезом и установлен ной перед каждой позицией останова с возможностью взаимодействия с зубчатыми колесами зубчатой рейки, а каждое фиксирующее приспособление вы полнено в виде установленных на каждой позиции останова двух фиксаторов и паза, выполненного на каждой тележ ке, при этом один из фиксаторов закреплен с возможностью взаимодействия со срезами, а другой с возможностью размещения в пазах тележек. Кроме того, каждый фиксатор, ус-тановленный с возможностью размещени 9 пазу, имеет в поперечном сечении форму двуступенчатого клина. На фиг. 1 изображен сборочный кон вейер, вид сбоку, узел I; на фиг.2то же, вид сверху; на фиг. 3 - вид А фиг.2; на фиг. - вид Б фиг.З на фиг. 5 - сечение В-В фиг.2. Сборочный конвейер включает привод в виде гидроцилиндра 1 со штоком 2, на котором закреплена собачка 3 и пружина А, направляющие 5 и 6 с перемещающимися по ним тележками 7 снабженными направляющими вертикалы ными катками 8 и опорными катками 9 и 10. На тележка 7 установлены стойки 1 на которых шарнирно монтированы рамки 12, куда устанавливаются собираемые швейные машины 13. Сборочный конвейер снабжен ориентирующими приспособлениями, каждое из .которых выполнено в виде зубчатого колеса 14, имеющего срез г15 по хорде и жестко соединенного со стойкой 11, шарнирно установленной на тележке 7, и зубчатой рейки 16, установленной перед каждой позицией ос танова 17 тележек 7 с возможностью взаимодействия с зубчатым колесом 14 Конвейер имеет фиксирующие приспособления, каждое из которых выполнено в виде фиксатора 18, установ ленного на позиции останова 17, который имеет гидроцилиндр 19 со штоком 20 и опору 21 установленного на фиксаторе 18 фиксатора 22 и взаимоде ствующего с ним фигурного паза 23 на каждой тележке 7. Фиксатор 18 и фигурный паз 23 выполнены в виде призматического двуступенчатого клина, что обеспечивает точную фиксацию тележки 7 на позиции останова 17. собранных швейных машин 13 даже при большом отклонении тележк 1 7 от положения фиксации в момент ее останова. Сборочный конвейер работает следующим образом. Гидроцилиндр 1 со штоком 2 и закрепленной на нем собачкой 3 перемещает тележку 7 на заданный шаг по направляющим 5 и 6. Поскольку тележки 7 соединены между собой, то происходит перемещение всех тележек на заданный шаг. Катки 8, перемещаясь по направляющей 5, удерживают тележки 7 от поперечного смещения. Швейная машина 13 устанавливается в рамку 12 на стойке 11, которая может свободно вращаться. При подходе тележки 7 к позиции останова 17 стойка 11 зубчатым колесом k входит в зацепление с зуб- v чатой рейкой 16 и поворачивается до тех пор, пока не выйдет из зацепления, повернувшись к зубчатой рейке 1б срезанной частью 15. Тем самым достигается предварительное ориентирование швейной машины.13 в определенном положении. При дальнейшем движении тележки 7 опора 21 фиксатора 18 не позволяет стойке 11 отклониться от заданного, положения. После того как тележка 7 подойдет к позиции съема швейной машины 13, конвейер останавливается, гидроцилиндр 19 продвигает фиксатор 18 вперед до упора в пазу 23, при этом вначале фиксируется тележка 7, а потом стойка 11 через фиксатор 22. Поположительный эффект заключается в обеспечении возможности автоматизировать операции сборки и съема швейных машин со сборочного конвейера и увеличении производительности конвейера. Формула изобретения 1. Сборочный конвейер, включающий позиции останова, привод, направляющие и перемещающиеся по ним тележки со стойками, отличаю щи йс я тем, что, с целью повышения его производительности путем обеспечения останова изделий в ориентированном положении, он снабжен ориентирующими и фиксирующими приспособлениями, а стойка на каждой тележке установлена с возможностью поворота, при этом каждое ориентирующее приспособление выполнено в виде жестко закрепленного на каждой стойке зубчатого колеса со срезом и установленной перед каждой позицией останова с возможностью взаимодействия с зубчаты ми колесами зубчатой рейки, а каждое фиксирующее приспособление выполнено в виде установленных на каждой позиции останова двух фиксаторов и паза выполненного на каждой тележке, один из фиксаторов закреплен с возможно стью взаимодействия со срезами, а другой - с возможностью размещения в пазах тележек. 2. Конвейер по п.1, отличающий с я тем, что, каждый фикса9624 тор, установленный с возможностью размещения в пазу, имеет в поперечном сечении форму двуступенчатого клина. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 597595, кл. В 65 G 17/00, 1972. 2. Сборочный конвейер, рабочий чертеж. Разработ. Подольский механи- ческий завод им. М. И. Калинина. Утв. 30.08.72 (Конвейер сборочный,кинема.v./t |липвеиер соорочный,кинематическая схема 25м-3052-00)(прототипК
/
./
////////7777
///////7
иг. /
/ШгЛ
16
f4
(Hat.г
,
мк
f
/////////
Л
го гв g
22
/7 -.Г4
///.
//.
ч
.
Ф.З
/////////////У//7Л
/
i.f
.
И |t ..
,
fff
Г
7 7 / / / / 7 /
