1
Изобретение относится к области черной и цветной металлургии, в част ности к прокатному и волочильному обо рудованию, и может быть использовано при производстве профилей повьпиеиной точности из труднодеформируемых сплавов с высоким сопротивлением деформации.
Известна трехвалковая рабочая прокатная клеть, содержащая трехвалковый калибр, образованный валками, оси которых расположены под углом 120° относительно друг друга. На бочке каждого валка расположены участки калибров и боковые нерабочие конические участки. Между коническими участками соседних валков имеются зазоры. Наличие зазоров позволяет снизить расход энергии на трение между коническими участками бочек валков С11 .
Однако сборка валков с зазорами не обеспечивает повьпденной радиальной и осевой жесткости калибра, что снижает точность катаных профилей, особенно,
ИЗ труднодеформируемых сплавов. Рабочая клеть не имеет механизмов радиалъ ной и осевой регулировки, которые бы обеспечили точную настройку калибра.
Известна также трехвалковая прокат ная клеть, в которой трехвалковый калибр собран без зазора между коническими участками бочек соседних валков. Такой калибр имеет повышенную радиальную жесткость, которая достигается
10 путем предварительного напряжения валков с помощью механизмов радиальной регулировки 21 .
Однако указанный калибр не обладает достаточной осевой жесткостью. В свя15зи с этим возможно смешение калиброванных участков валков (ручьев) по оси при задаче заготовки в калибр. Такой калибр нельзя использовать для прокатки профилей повышенной точности, осо20бенно, из труднодеформируемых сплавов.
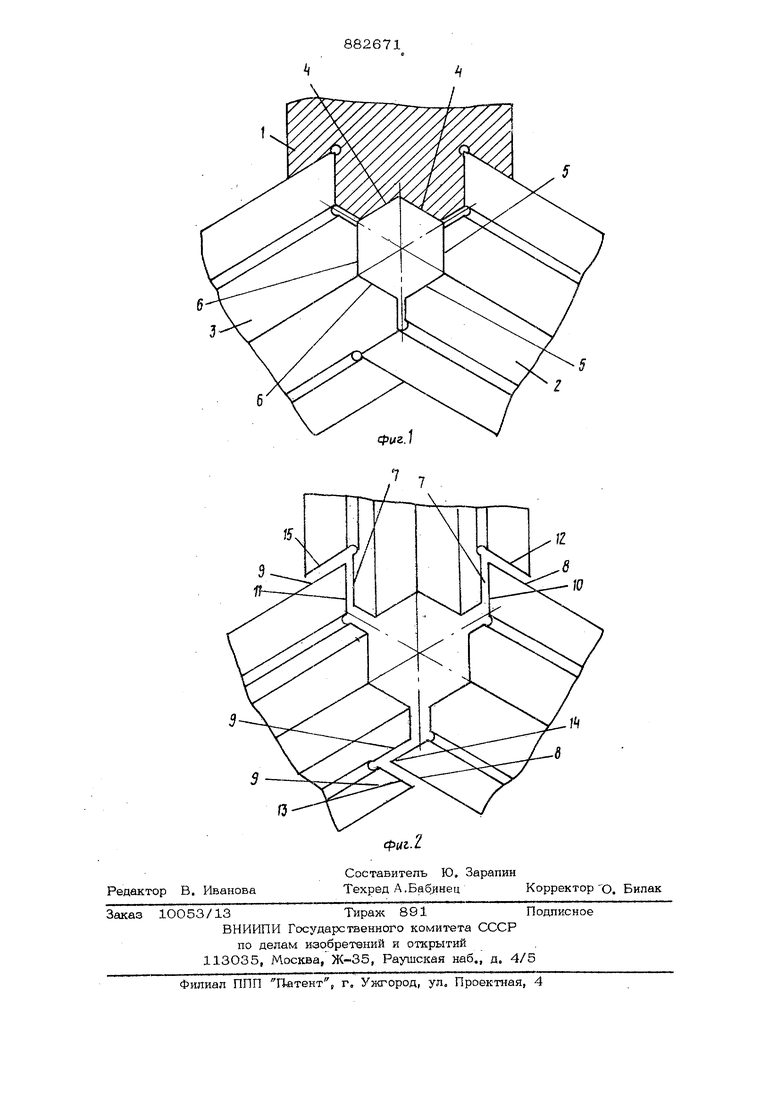
Наиболее близким к предлагаемому по технической сущности является трехвалковый замковый каЯибр, содержащий валки, на бочках которых выполнены ручьи и контактные поверхности двух замковых участков. Замковые участки обеспэчивают путем предварительного напряжения валков с помощью механизма радиальной регулировки повышенную радиальную и осевую жесткость калибра. Один замковый участок, содержащий две контактные поверхности, одна из ко торых примыкает к ручью и расположен под углом 30 к оси валка, а вторая примыкает к боковой грани валка и параллельна его оси, обеспечивает также две контактные поверхности, одна из ко торых примыкает к ручью и перпендикулярна оси валка, а вторая примыкает к боковой грани валка и расположена под углом 6о к его оси, обеспечивает осевую жесткость калибра. Причем осевая жесткость калибра обеспечивается за счет взаимодействия контактных-поверхностей второго замкового участка с кон тактными поверхностями смежных вал- ков первого замкового участка. Контакт ная поверхность второго замкового учас ка, примыкающая к ручью и перпендикулярная оси валка, взаимодействует с контактной поверхностью первого замко вого участка одного смежного валка, расположенной под углом 30° к оси см ного валка и примыкающей к ручью. Ко тактная поверхность второго замкового участка, примыкающая к боковой грани валка и расположенная под углом 60 к оси , взаимодействует с контакт ной поверхностью первого замкового уча ка второго смежного вала, расположенной параллельно оси смежного валка и примьшающей к боковой его грани. Угол между смежными поверхностями первого и второго замковых участков одного валка составляет 90° Сз . Недостатком известного трехвалково го калибра является разный угол распо ложения контактных поверхностей валка второго замкового участка относител но его оси. Это понижает осевую жесткость калибра ввиду осевого смещения ручьев при задаче заготовки в калибр и искажает размеры и форму готового профиля. В таком калибре можно катать только профили обычной точности из металлов и сплавов с низким сопротив- пением деформации. Прокатка профилей повышенной точности из труднолеформируемых сплавов 714 с высоким сопротивлением деформации невозможна поскольку замок раскрьшается. Получить профиль повьпденной точности из труднодеформируемых сплавов можно только путем уменьшения разовых деформаций и увеличения количества проходов. Это приводит к снижению производительности труда. Цель изобретения - повышение точности профилей и производительности процесса прокатки труднодеформируемых сплавов за счет увеличения осевой жесткости калибра. Поставленная цель достигается за счет того, что в трехвалковом замковом калибре, содержащем валки, на бочках которых выполнены ручьи и контактные поверхности двух замковых участков, часть которых обеспечивает радиальную, а часть - осевую жесткость калибра, обе контактные поверхности каждого замкового участка, обеспечивающие осевую жесткость калибра, выполнены перпендикулярными осям вращения оответствующих валков и оперты на контактные поверхности замковых участков смежных валков, обеспечивающие радиальную жесткость калибра, примыкающие к боковым граням и расположенные под углом ЗО к осям их вращения, при этом у одного валка контактные поверхности замкового участка, обеспечивающие осевую жест1сость калибра, выполнены у ручья, а у второго расположены на боковых гранях, а у третьего валка одна поверхность выполнена у ручья, а вторая расположена на боковой грани. Такое выполнение замковых участков валков обеспечивает высокую осевую жесткость калибра путем предварительного напряжения валков механизмами осевой регулировки. В таком калибре можно катать профили повьпненной точности из труднодеформ1фуемых сплавов за минимальное число проходов. На фиг. 1 показан трехвалковый замковый калибр в собранном виде; на фиг. 2 калибр с разведенными валками. Трехвалковый замковый калибр содержит валки 1-3, на бочках которых выполнены ручьи 4-6, и замковые участки с поверхностями 7-15. Контактные поверхности 7-9 замковых участков, обеспечивающих осевую жесткость, выполнены перпендикулярными осям вращения соответствующих валков 1-3. Причем у валка 1 контактные поверхности 7 примыкают к 1)учью и взаимодействуют с контактными поверхностями 10 и 11 замковых участков смежных валков 2 и 3, обеспечивающих их радиальную жесткость. У валка 2 контактные поверхности 8 расположены на боковых rpaHJtx и взаимодействуют с контактными поверхностями 12 и 13 замковых участков смежных валков 1 и 3, обеспечивающих их радиальную жес кость, У валка 3 одна контактная повер ность 9 примыкает к ручью и взаимодействует с контактной поверхностью 14 смежного валка 2, а вторая поверхность 9 расположена на боковой грани и взаимодействует с контактной поверхностью 15 смежного валка 1, Поверхности 1015 замковых участков, обеспечивающих радиальную жесткость валков 1-3, выполнены под углом 30 к осям соответс вукицих валков. Трехвалковый замковый калибр работает следующим образом. Перед прокаткой валки с помощью механизмов радиальной регулировки пред варительно напрягаются усилием, превышающим давление прокатки. При этом контактные поверхности 10-15 взаимодействуют с поверхностями 7-9 и обеспечивают калибру радиальн ю и осевую жесткость, одинаковую по всем трем разъемам валков. В процессе испытания предлагаемого калибра получены шестигранные прутки повьпиенной точности из труднодеформируемых сплавов на основе никеля. Формула изобретения Трехвалковый замковый калибр, содержащий валки, на бочках которых вы- 71и полнетсы ручьи и контактные поверхности двух замковых участков, часть которьк обеспечивает радиальную, а часть осевую жесткость калибра, о т л и чающийся тем, что, с целью повыщения точности профилей и производительности процесса прокатки трудноде- формируемых сплавов за счет увеличения осевой жесткости калибра, обе контактные поверхности каждого замкового участка, обеспечивающие осевую жесткость калибра, выполнены перпендикулярными осям вращения соответствующих валков и оперты на контактные поверх- ности замковых участков смежных валков, обеспечивающие радиальную жесткость калибра, примыкающие к боковым граням валков и расположенные под углом 30 к осям их вращения, при этом у одного валка контактные поверхности замкового участка, обеспечивающие осевую жесткость калибра, выполнены у ручья, у второго расположены на боковых гранях, а у третьего одна поверхность выполнена у ручья, а вторая расположена на боковой . Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 195418, кл. В 21 В 13/10, 1967/ 2. Авторское свидетельство СССР № 306883, кл. В 21 В 31/30, 1971. 3. Поляков М. Г. и др. Деформация еталла в многовалковых калибрах. М., Металлургия , 1979, с. 98, рис. 52,6.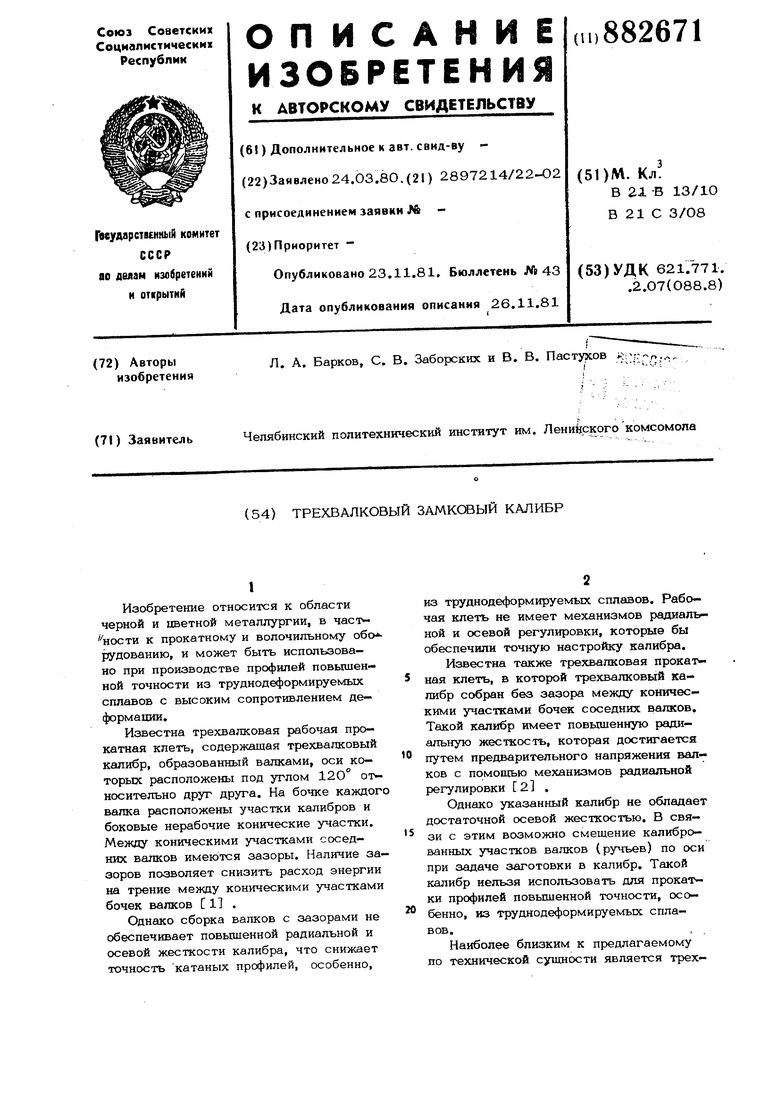
| название | год | авторы | номер документа |
|---|---|---|---|
| Многовалковый калибр | 1979 |
|
SU806175A1 |
| Стан для прокатки клиновидных профилей | 1979 |
|
SU832825A1 |
| Многовалковый замковый калибр | 1981 |
|
SU980878A1 |
| РАБОЧАЯ КЛЕТЬ ОБЖИМНОГО ТРЕХВАЛКОВОГО СТАНА ВИНТОВОЙ ПРОКАТКИ С ДВУХОПОРНЫМИ ВАЛКАМИ | 2003 |
|
RU2243042C1 |
| Многовалковый калибр | 1978 |
|
SU725727A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРУТКОВ ИЗ ЛЕГИРОВАННЫХ МЕТАЛЛОВ И СПЛАВОВ | 1993 |
|
RU2038175C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2203169C2 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОТОЧНЫХ КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2090273C1 |
| ТРЕХВАЛКОВЫЙ СТАН ВИНТОВОЙ ПРОКАТКИ И ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2009737C1 |
| Валок для периодической прокатки | 1983 |
|
SU1093371A2 |