Изобретение относится к черной и цветной металлургии, в частности к калибровке сортовых профилей из мало- пластичных материалов.
Цель изобретения - расширение технологических возможностей путем производства более разнообразных типоразмеров профилей в трехвалковом калибре.
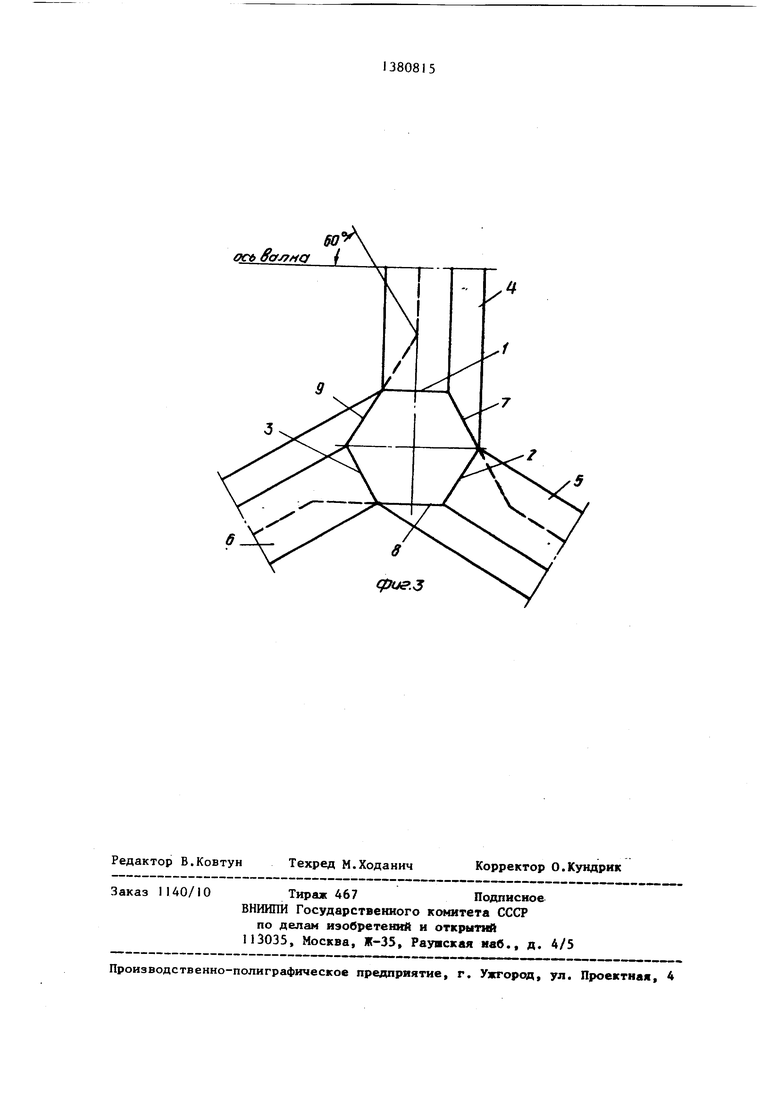
На фиг.1 изображен трехвалковый калибр, образованный цилиндрическими участками валков; на фиг.2 - неправильный шестигранный калибр, образованный цилиндрическими и коническими участками валков; на фиг.З - правильный шестигранный калибр.
Трехвалковый калибр (фиг.1) образован ручьями 1,2 и 3, размещенными на цилиндрических участках валков А, 5 и 6. На каждом валке выполнены конические участки - бурты, например, ОАВ на валке 6 (фиг.). На валках размещены конические бурты АВ, АцЕ и СД. На фиг.1 эти ручьи использованы для стыковки валков.
Профиль трехвалкового калибра (фиг.1) образуется тремя цилиндрическими поверхностями. Трехвалковые калибры на фиг.2 и 3 образованы поверхностями ручьев 1,2 и 3, размещенных на цилиндрических участках валков, и поверхностями буртов 7,8,9, размещенных на конических участках бочек валков. Образующие конических поверхностей буртов и полостей образуют с осями валков угол, равный 60, иначе калибр не будет собираться.
Изменением положения валков с помощью механизмов осевой и радиальной регулировки можно получать различные
размеры прокатываемых профилей, что расширяет технологические возможности калибра, т.е. дает возможность прокатывать в трехвалковом калибре трехгранный и шестигранный профили
правильной (фиг.З) и неправильной (фиг.2) формы.
Формула изобретения
Многовалковый калибр по авт. св. № 725727, отличающийся тем, что, с целью расширения технологических возможностей путем производства более разнообразных типораз- меров профилей в трехвалковом калибре, каждый валок состоит из цилиндрической бочки и конического бурта, при этом конические бурты состыкованы с коническими поверхностями полостей, расположенных со стороны торцов цилиндрических бочек, а образующие конических поверхностей составляют с осями валков угол 60 .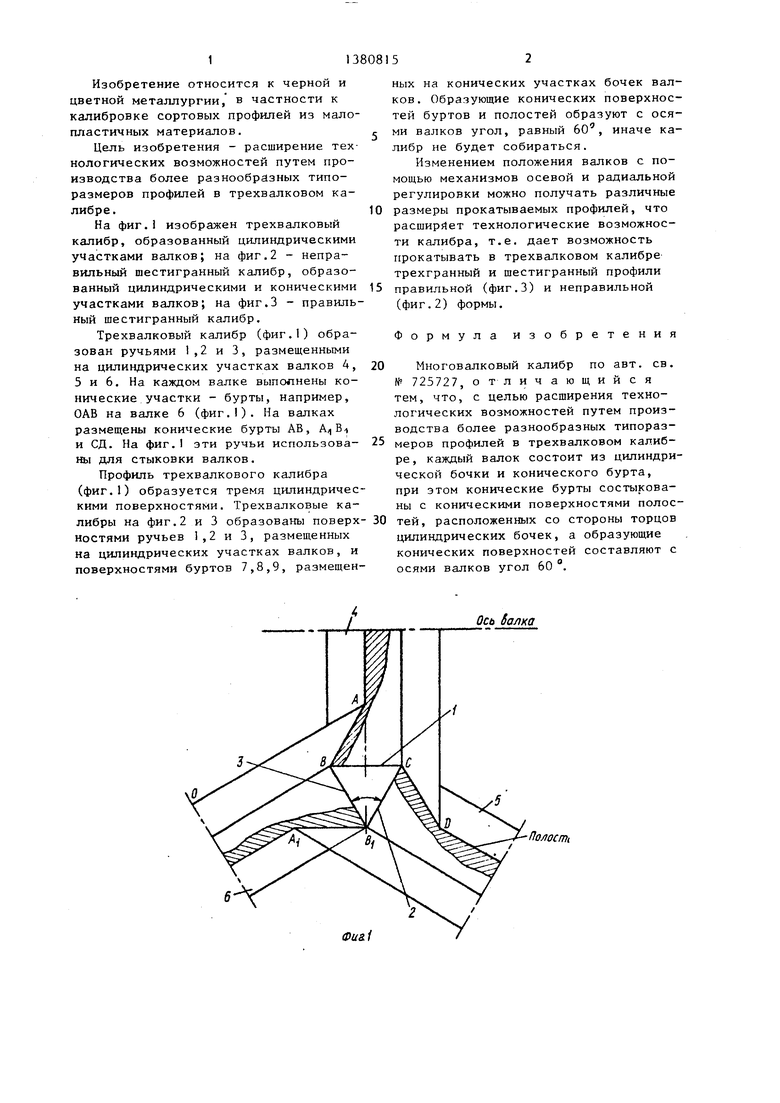
| название | год | авторы | номер документа |
|---|---|---|---|
| Многовалковый калибр | 1981 |
|
SU959855A2 |
| Треугольный двухвалковый прокатный калибр | 1982 |
|
SU1289566A1 |
| Трехвалковый замковый калибр | 1980 |
|
SU882671A1 |
| Прокатный стан для производства сортового металла и катанки | 1981 |
|
SU961807A1 |
| Многовалковый замковый калибр | 1981 |
|
SU980878A1 |
| Прокатная клеть с многовалковым калибром | 1976 |
|
SU687670A1 |
| Многовалковый калибр | 1979 |
|
SU806175A1 |
| Составной валок | 1979 |
|
SU884753A1 |
| Способ прокатки сортовых профилей из спеченных материалов | 1979 |
|
SU869970A1 |
| ВАЛКОВЫЙ УЗЕЛ | 1997 |
|
RU2114709C1 |
Изобретение относится к черной и цветной металлургии, в частности к калибровке сортовых профилей из ма60 Л лопластичных материалов. Цель изобретения - расширение технологических возможностей путем производства более разнообразных типоразмеров профилей в трехвалковом калибре. Каждый валок трехвалкового калибра согласно изобретению образован цилиндрическими участками 1,2,3 валков 4,5,6 и коническими буртами 7,8,9. Конические бурты используются для стыковки валков. Изменением положения валков с помощью механизмов осевой и радиальной регулировки можно получать различные формы и размеры прокатываемых профилей, что расширяет технологические возможности калибра. 3 ил. 4 / ffcb Sa/fftd s (Л 1Ч фиг 2
0u&i
Ось балка
Полост1
60 осб ffaJ7HCf /
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для видения на расстоянии | 1915 |
|
SU1982A1 |
| Устройство станционной централизации и блокировочной сигнализации | 1915 |
|
SU1971A1 |
| Многовалковый калибр | 1978 |
|
SU725727A1 |
| Способ очистки нефти и нефтяных продуктов и уничтожения их флюоресценции | 1921 |
|
SU31A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
