1
Изобретение относится к обработке металлов давлением, а именно к прокатным станам, предназначенным для совместной работы с машинами непрерывного литья заготовок.
Известно устройство, в котором литейно-прокатный агрегат совмещен в непрерывную технологическую линию с двухвалковым станом 1.
Недостатком устройства является то, что в нем полосе дается малая вытяжка. Увеличение числа клетей (установка непрерывного стана) для увеличения суммарной вытяжки приводит к возрастанию массы стана и не позволяет в таких агрегатах стабильно работать без осевого усилия в полосе металла.
Известен прокатно-ковочный стан, содержащий установленную на раме с возможностью возвратно-поступательного перемещения параллельно оси прокатки прокатную клеть, привод возвратно-поступательного перемещения клети, установленный на раме, размещенные в прокатной клети рабочие инструменты 2.
Недостатком этого устройства является то, что его работа связана с появлением
осевых усилий в полосе, что обусловлено перемещением концов полосы при обжатии ее бойками и периодической подачей полосы. При совмещении прокатного стана с мащинами непрерывного литья заготовки наличие в полосе осевых усилий ведет к перебоям в работе устройства и снижению качества изделий.
Целью изобретения является повышение надежности работы стана при совмещении его с машиной непрерывного литья металла и улучшение качества изделий путем устранения осевого усилия в деформируемой полосе.
Для достижения цели прокатно-ковоч15 ный.стан снабжен двумя траверсами, жестко закрепленными на раме стана, одна перед рабочей клетью, а другая - за стойкой, направляющими, установленными на траверсах параллельно оси прокатки, и механизмом для согласования скорости движения
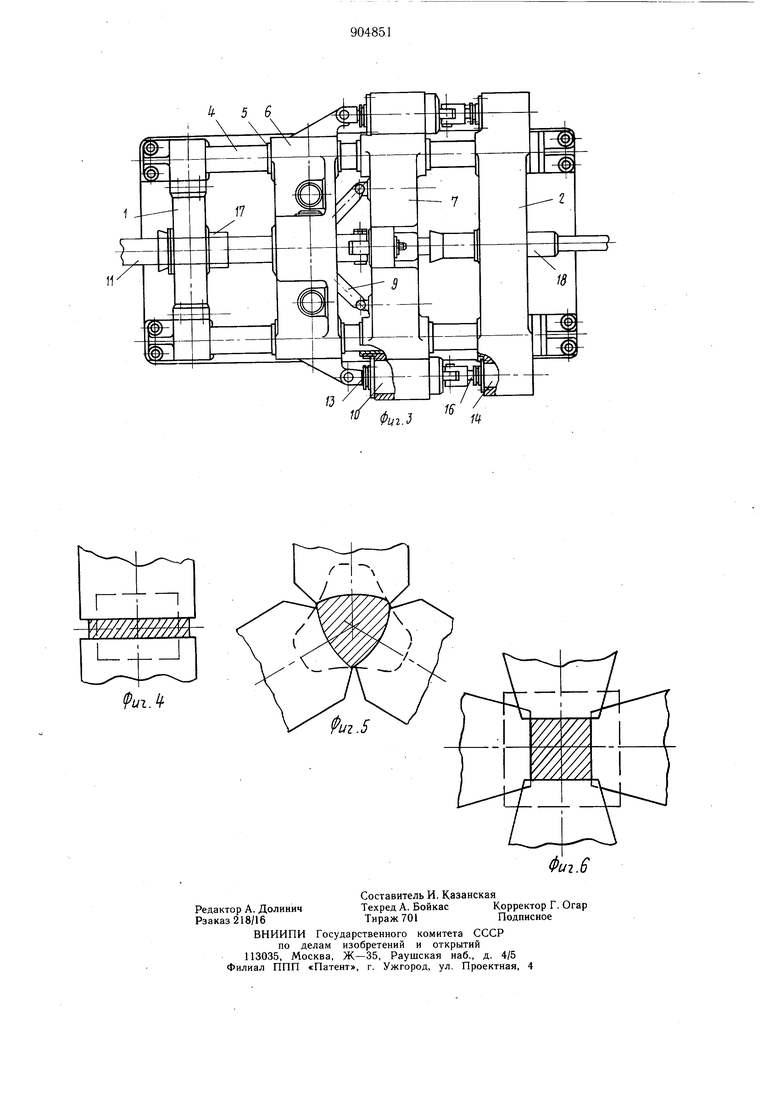
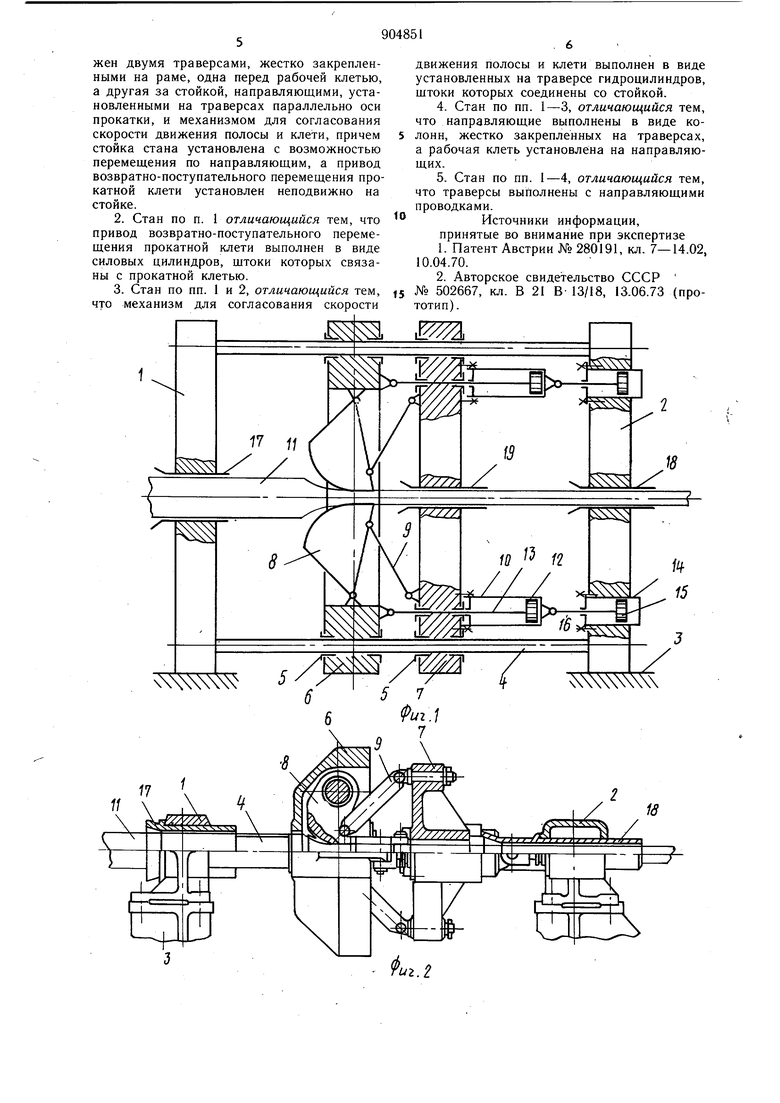
20 полосы и клети, причем стойка стана установлена с возможностью перемещения по направляющим, а привод возвратно-поступательного перемещения прокатной клети установлен неподвижно на стойке. Привод возвратно-поступательного перемещения прокатной клети выполнен в виде силовых цилиндров, штоки которых связаны с прокатной клетью, механизм для согласования скорости движения полосы и клети выполнен в виде установленных на траверсе гидроцилиндров, штоки которых соединены со стойкой. Направляющие выполнены в виде колонн, жестко закрепленных на траверсах, а рабочая клеть установлена на направляющих. Траверсы выполнены с направляющими проводками. На фиг. 1 представлена схема прокатноковочного стана; на фиг. 2 - то же, вид спереди; на фиг. 3 - то же, вид сверху; на фиг. 4 - схема расположения бойков в клети с двумя бойками; на фиг. 5 - то же, при трех бойках; на фиг. 6 - то же, с четырьмя бойками. Неподвижные траверсы 1 и 2 установлены жестко на раме 3 стана. В траверсах своими концами жестко закреплены колонны 4, которые благодаря втулкам 5 с зазором проходят в отверстиях станины 6 прокатной клети и стойки 7. В станине размещены бойки 8, которые шарнирно через штанги 9 связаны со стойкой. На стойке жестко закреплены корпуса силовых цилиндров 10, обеспечивающих возвратно-поступательное движение клети («привод клети). Гидроцилиндры располагаются на стойке симметрично относительно оси прокатываемой полосы 11. Внутри каждого цилиндра помещен поршень 12. С поршнем соединен шток 13, второй конец которого шарнирно связан со станиной клети. В траверсе 2 жестко установлены симметрично относительно оси прокатываемой полосы гидроцилиндры 14, обеспечивающие перемещение системы «клеть-стойка-привод со скоростью перемещения полосы при наличии контакта бойков с полосой и возвращение этой системы в исходное положение при потере контакта между ними. Внутри гидроцилиндров помещены поршни 15 со штоками 16, концы которых щарнирно связаны со стойкой (через корпус гидроцилиндров 10). В дополнительной траверсе 1 установлена вводная проводка 17, а в траверсе 2 выводная проводка 18, в центре стойки закреплена проводка 19. Стан работает следующим образом. Полоса металла 11, выходящая со скоростью разливки из МИЛЗ, проходит через вводную проводку к обоймам 8 прокатной клети с моноблочной станиной 6. Под действием привода (силовых гидроцилиндров 10 с поршнями 12 и штоками 13), размещенного на стойке 7, клеть соверщает относительно стойки и полосы возвратно-поступательное движение, при этом бойки под действием штанг 9 совершают также и качательное движение. При рабочем ходе клети (на фиг. 1 ход клети вправо) происходит обжатие полосы бойками по конусу деформаций, при обратном (холостом) ходе бойки полосу не обжимают. Прокатная клеть связанная со стойкой щтангами, а также через щтоки с силовыми цилиндрами, установленными на стойке, образует замкнутую силовую систему «клеть-стойка-привод. Силы, возникающие при прокатке внутри этой системы, не передаются на другие детали стана. При захвате полосы бойками вся. система «клеть-стойка-привод получает перемещение со скоростью, равной скорости перемещения полосы на входе в клеть (скорость разливки). Происходит это под действием усилия, приложенного к системе от гидроцилиндров 14 через штоки 16, которые равны по величине силам сопротивления движению этой системы (в основном силам трения между колоннами 4 и втулками 5). Вследствие этих условий работы клети осевые усилия от клети на полосу не передаются. К моменту потери контакта бойков с полосой давление в гидроцилиндрах реверсируется, поднимается по величине и происходит ускоренное движение назад системы «клеть-стойка-привод в исходное положение, которое она занимает перед рабочим ходом клети, т. е. перед началом цикла обжатия. Таким образом, подача полосы в бойки (шаг) определяется как произведение скорости разливки на время одного хода клети (цикл). В станине клети может быть размещено не обязательно четыре бойка, (фиг. 2, 3 и фиг. 6). Возможна прокатка в клетях с двумя, тремя и более валками. На фиг. 4 приведена схема, показывающая расположение бойков относительно полосы при двух бойках, а на фиг. 5 - схема с тремя бойками. Применение прокатно-ковочного стана в линии литейно-прокатного трубного агрегата позволяет не только просто и надежно избежать появления осевых усилий в полосе, но и позволяет сократить производственные площадки, занимаемые прокатным оборудованием, уменьшить его вес и стоимость. Формула изобретения 1. Прокатно-ковочный стан, содержащий установленную на раме с возможностью возвратно-поступательного перемещения параллельно оси прокатки прокатную клеть, привод возвратно-поступательнбго перемещения клети, установленный на раме, размещенные в прокатной клети рабочие инструменты, соединенные шарнирно щтангами ;о стойкой, размещенной на раме, отличающийся тем, что, с целью повышения надежности работы стана при совмещении его с машиной непрерывного литья металла и улучшения качества изделий путем устранения осевого усилия в деформируемой полосе, он снабжен двумя траверсами, жестко закрепленными на раме, одна перед рабочей клетью, а другая за стойкой, направляющими, установленными на траверсах параллельно оси прокатки, и механизмом для согласования скорости движения полосы и клети, причем стойка стана установлена с возможностью перемещения по направляющим, а привод возвратно-поступательного перемещения прокатной клети установлен неподвижно на стойке.
2.Стан по п. 1 отличающийся тем, что привод возвратно-поступательного перемещения прокатной клети выполнен в виде силовых цилиндров, штоки которых связаны с прокатной клетью.
3.Стан по пп. 1 и 2, отличающийся тем, что механизм для согласования скорости /шт /щ 5/ ./
движения полосы и клети выполнен в виде установленных на траверсе гидроцилиндров, щтоки которых соединены со стойкой.
4.Стан по пп. 1-3, отличающийся тем, что направляющие выполнены в виде колонн, жестко закрепленных на траверсах, а рабочая клеть установлена на направляющих.
5.Стан по пп. 1-4, отличающийся тем, что траверсы выполнены с направляющими проводками.
Источники информации, принятые во внимание при экспертизе
1.Патент Австрии № 280191, кл. 7-14.02, 10.04.70.
2.Авторское свидетельство СССР
№ 502667, кл. В 21 В- 13/18, 13.06.73 (прототип). 5 7 ч
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатно-ковочный стан | 1980 |
|
SU937067A1 |
| Прокатно-ковочный стан | 1978 |
|
SU806177A1 |
| Прокатно-ковочный стан | 1986 |
|
SU1342546A1 |
| Прокатная клеть | 1990 |
|
SU1784301A1 |
| ПРОКАТНАЯ КЛЕТЬ С ПЕРЕКОСОМ ВАЛКОВ В ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТИ | 1994 |
|
RU2077399C1 |
| Прокатно-ковочный стан | 1987 |
|
SU1507469A1 |
| Обводная направляющая проводка прокатной клети полосового стана | 1978 |
|
SU710710A1 |
| Прокатный,преимущественно прокатно-ковочный или роликовый,стан | 1987 |
|
SU1437117A1 |
| Обводная направляющая проводка прокатной клети полосового прокатного стана | 1989 |
|
SU1731325A1 |
| СТАН ШАГОВОЙ ПРОКАТКИ | 2004 |
|
RU2252087C1 |