(54) СТАН ДЛЯ ПРОИЗВОДСТВА ПРОФИЛЕЙ С ПЕРИОДИЧЕСКИМИ ГОФРАМИ :
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для закалки изделий | 1974 |
|
SU513094A1 |
| Клеть формочного стана | 1978 |
|
SU818706A1 |
| Клеть профилегибочного стана | 1977 |
|
SU940907A1 |
| Профилегибочный стан | 1982 |
|
SU1098606A1 |
| Клеть профилегибочного стана | 1976 |
|
SU827214A1 |
| Валок рабочей клети | 1979 |
|
SU854503A2 |
| Способ изготовления профилей высокой жесткости | 1989 |
|
SU1722652A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2004 |
|
RU2272688C1 |
| Клеть профилегибочного стана | 1977 |
|
SU763020A1 |
| Способ изготовления гнутыхпРОфилЕй | 1978 |
|
SU799858A1 |
.1 . , Изобретение относится к обработке метсшлов давлением, в частности к оборудованию профиле гибочных агрегатов, и может быть использовано для производства профилей высокой жесткостт с периодически повторяющимися гофраМи. Производство гнутых профилей с периодически повторяющимися гофрами жесткости из высокопрочных трудно- : деформируемых и малопластичных стал,е в холодном ростоянии практически невозможно так как формообразование происходит в валках путем сложной деформации. щита с растяжением и вытяжкой. .Неравномерности распределёния усилий по длине формующих валков приводят к неплоскостности получаемо го профиля, образованию трещин на гофрах, волнистости на плоских участ ках и к непостоянетву размеров по высоте гофров. известен стан для производства гнутых профилей проката, содержащий ряд последовательно, установленных клетей с рабочим валом и устройством для локального нагрева. Перед каждой формующей клетью этого стана установ лены распределительные йулачковые ва а устройство для локального нагрева выполнено в виде Набора индукторов, установленных перед каждой формующей клетью и связанных с кулачками распределительного вала с .возможностью вертикального перемещения. При этом каждый кулачковый вал связан с рабочим валом формукндей клети через редуктор. .8 процессе производства профилей с периодически повторяющимися гофрами нагрев осуществляют только на определенных участках с заданным шагом формовки гофров на непрерывно движущейся, полосе. - : Однако в стане известной конструкции невозможно в потоке производства осущест,вить локальный нагрев до требуемой температуры участка, ширина которого была бы равна ширине гофра. Это обусловлено тем, что индукторы неподвижны в направлении перемещения профиля. Для того, чтобы обеспечить равномерный нагрев места под гофр на полосе, необходимо приближать индуктор к полосе несколько раньше, чем с ним поравняется нагреваемый участок и отводить индуктор только после того, как нагреваемый участок выйдет
Даже при ступенчатом нагреве не- . сколькими индукторами необходимо, чтобы они облсщали большой мощностью, и,, следовательно, были широкими, так как иначе невозможно обеспечить требуемый нагрев за то короткое время, в течение которого наг реваемый участок находится над индуктором. При этом ширина нагреваемого участка pa-iза в три превышает ширину гофра. Поэтому при формовкегофров в валках возникает волна на соседних разупрочненных участках профиля на боковых кромках. Возникновению волны спосббствуют также остаточные термические наг рджения, появляг иеся при остываНИИ профиля с несколькими относительно широкими участками, неравномерно
нагретыми по длине. Волна на боковых Кромках профиля ухудшает его качество, а нагрев участка большей .ши|рины,
чем необходимо и использование не- , скольких индукторов увеличивает расход электроэнергии.
Цель изобретения - снижение раст хода электроэнергии и повьаление качества профилей с периодическими гофрами путем уменьшения волнистости на боковых кромках.
С этой целью перед каждой формующей клетью установлены направляющие для индуктора, образующие с направ це нием перемещения профиля острый угол, а индукторы снабжены захватывающими профиль элементами, расположенными по обе стороны от индуктора, и роликами, взаимодействующими с направляющими.
- Захватывакидие профиль элементы могут быть выполнены в виде электромагнитов, а на стане установлены конечные выключатели, электрически -связанные с электромагнитами.
Стан может быть снабжен дополни- . тельными направляющими установленными над имеющимися параллельно оси стана и взаимодействующим с роликами индуктора. . . , .
Дополнительнь1е направляющие-могут быть установлены с возможностью регу:лирования по длине,
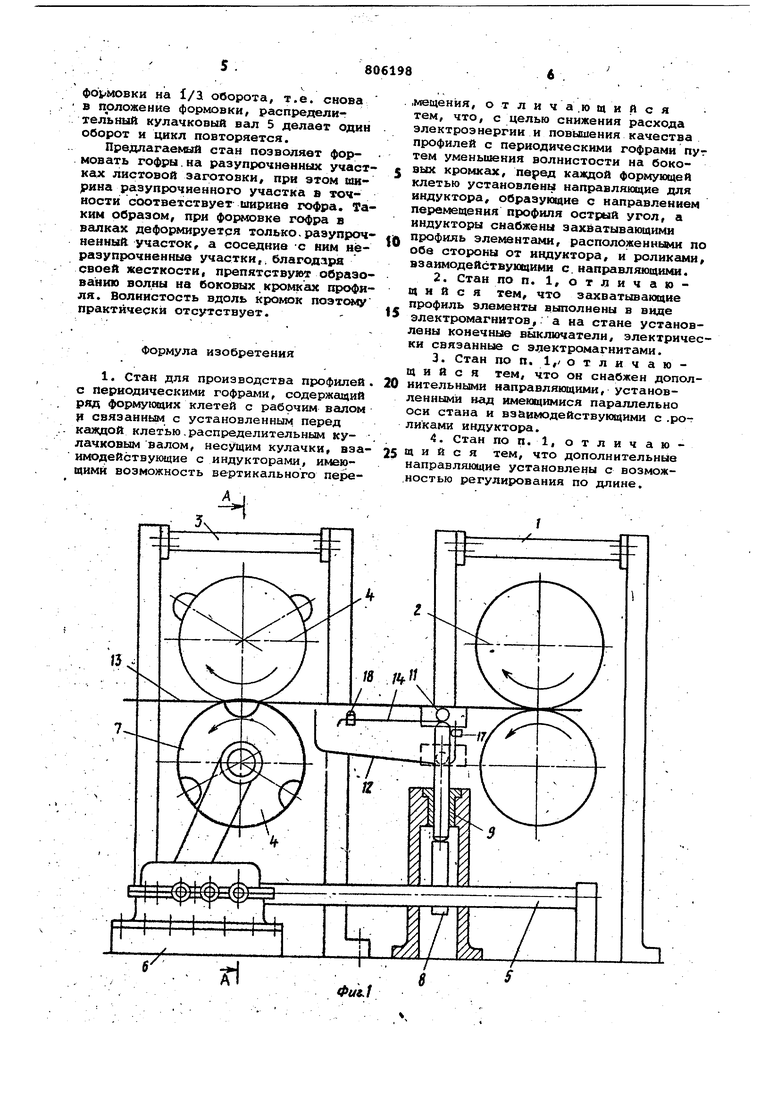
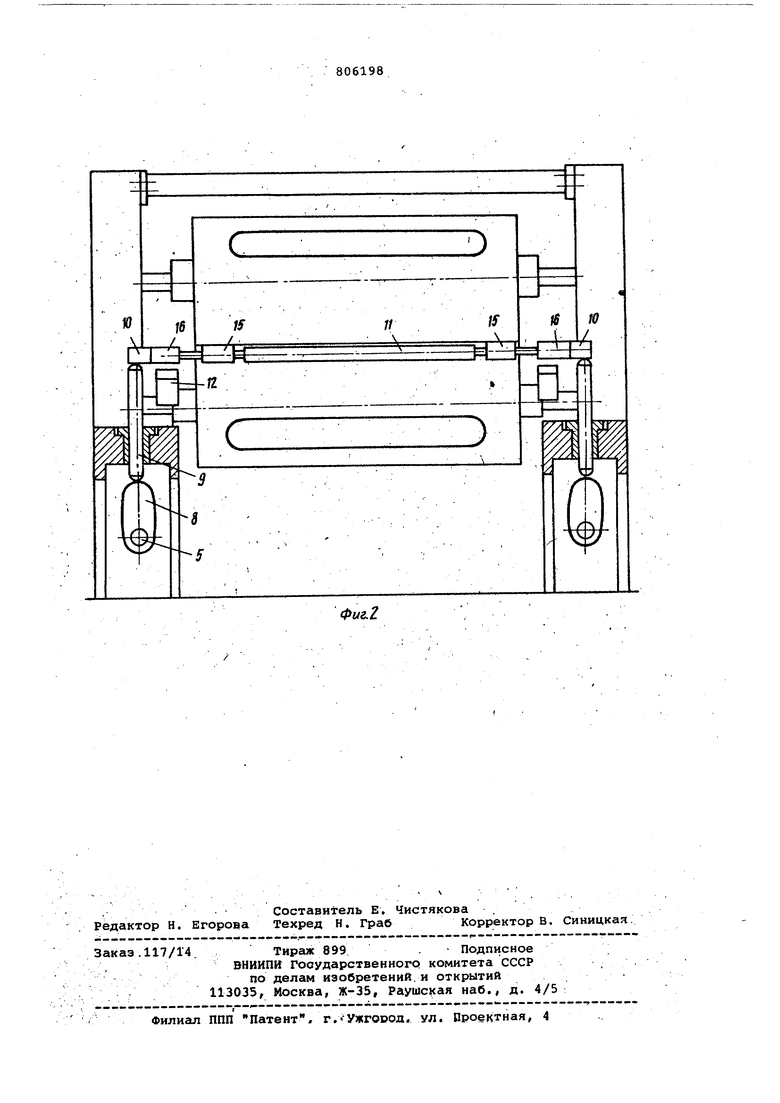
На фиг. 1 схематически показана .конструкция предлагаемого стана, на фиг. 2 - разрез А-А .на фиг. 1, . Стай для прьйзводства профилей с периодическими гофрами содержит ряд последовательно установленньах дриводных клетей. В клети 1 размещей ; тянущие вешки 2, а в формукхцей клети 3 - формуняцие вешки 4.. ,
Перед формухлаей клеть10 установлены распределительные кулачковые 1аа- лы 5 связанныечерез редуктор 6 с
рабочим вашем 7 формУкхцей .клети 3. Кулачки 8 распределительного кулачковогО вала через толкатели 9 1вэаимодействуют с опорными площадками 10 индуктора ll, устанввленного с возi-t f u«-9nx«urhr n ni&rkbMamotlucr :
wpurSy rpt iA -аел
Перед формующей клетью 3 установле.ны направляющие 12 для индуктора 11, образующие с направлением перемещения профиля 13 острый угол (15). Нёод направляющими 12 расположены дополнительные направляющие 14, которы короче возвратных и расположены параллельно оси станка, т.е. направлению перемещения профиля. Индуктор 11 снабжен захватывающими профиль элементами, выполненными в виде расположенных по обе ,стороны I от него электромагнитов. 15.
Кроме того,. индуктор снабжен роликами 16, расположенными .с возможностью взаимодействия с дополнительными 14 и возвратными 13 направляющими. Электромагниты 15 электрически связаны с конечным выключателем 17, включающим электромагниты при вертикальном перемещении индуктора 11, и с конечным выключателем. 18, выключающим электромагниты после заданног перемещения индуктора в горизонтальном направлении.
Стан работает следующим образом.
При п.роизводстве профилей высокой жесткости, например из стали 19ХГС с,поперечными гофрами, период которых равен 500 мм, поло.совая заготовка профиля 13 непрерывно перемещаетс валками 2. и 4. Индуктор 11 находится включенным в исходном положении в ниней части наклоненных возвратных направляющих 12. Из-за большого зазора между индуктором и заготовкой нагрева не происходит и индуктор потребляет только ток холостого хода. Вращение рабочего вала 7 формующей клети 3 через редуктор 6 с передаточным отношением 1:3 (так как на валке 4 расположены три формующих элемента) передается распределительным кулачковым валом 5. При совмещении .формующих эдементов на ралках 4 кулачки 8 через толкатели 9 перемещают индуктор 11 в рабочее положение. .
При этом конечным выключателем 17 включаются электромагниты 15,которыми индуктор 11 прикрепляется к полосовой заготовке профиля 13. Посредством роликов 16 индуктор совместно с полосой перемещается по дополнительным направляющим 14, одновременно нагревая место под гофр. .
После истечения- времени,необходимого для нагрева до заданной температуры, ролик 16 воздействует на конечный выключатель 18, который отк/вочает электромагниты 15. Индуктор отцепляется от полосы и падает на наклонные направляющие 12, по которым на роликах, сам скаты аается в исходное положение. Нагретый участок попадает в валки 4, где за счет местной вытяжки формующими элемента ми образуется гофр. г1ри повброте
ArinMviaiiiMx валков 4 после очеоелной
формовки на i/3 оборота, т.е. снова в положение формовки, распределительный кулачковый вал 5 делает один оборот и цикл повторяется.
Предлагаемый стан позволяет формовать гофры.на разупрочненных участках листовой заготовки, при этом ширина разупрочненного участка в точности соответствует ширине гофра. Таким образом, при формовке гофра в валках деформируется только.разупрочненный участок, а соседние с ним нёразупрочненные участки,, благодаря своей жесткости, препятствуют образованию волны на боковых кромках профиля. Волнистость вдоль кромок поэтому практически отсутствует.
Формула изобретения
направляющие установлены с возмож.ностью регулирования по длине.
