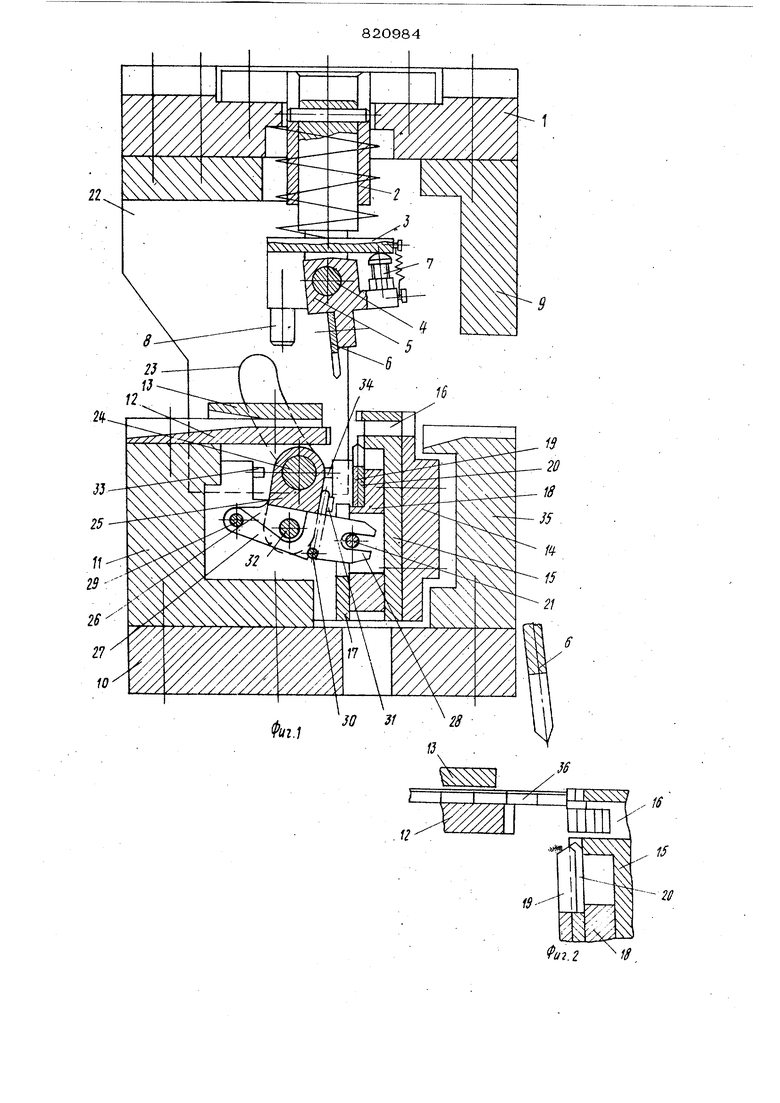
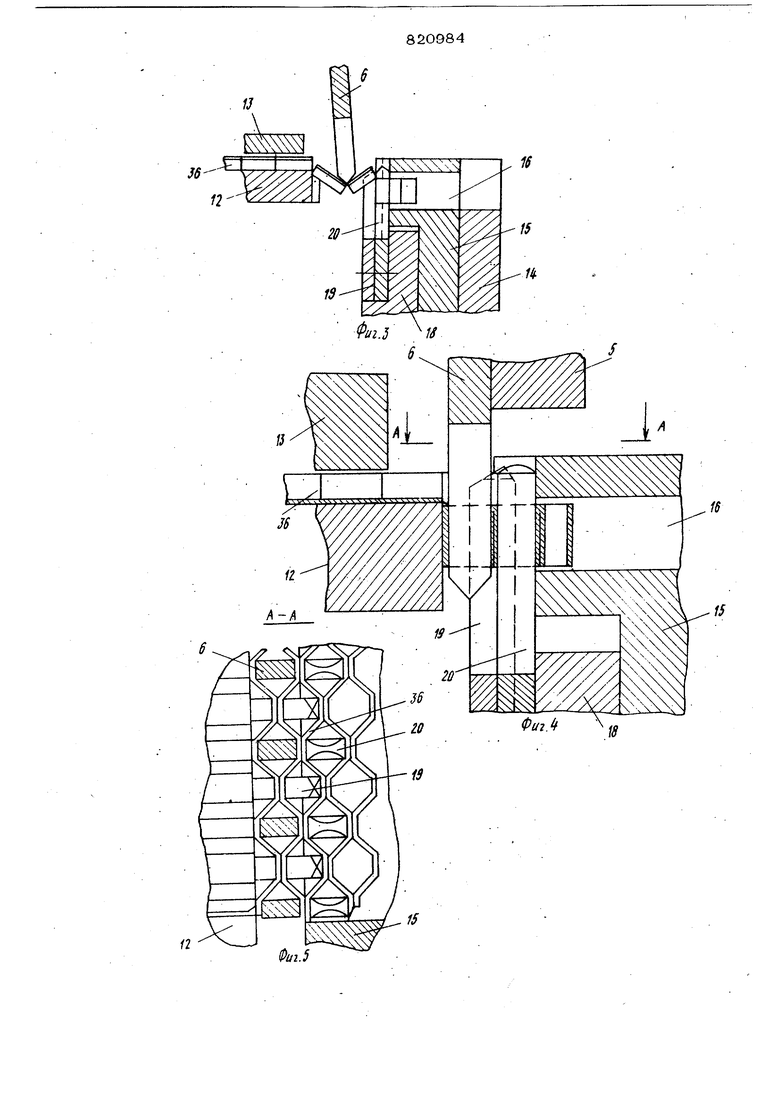
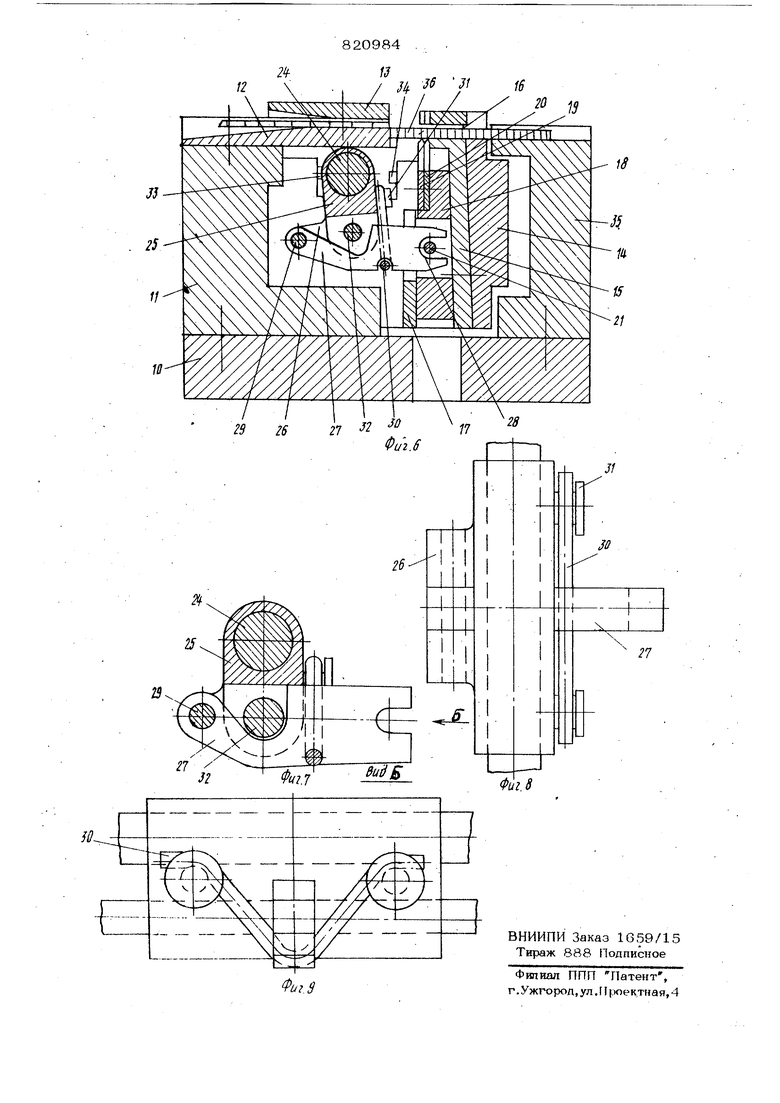
колонка 3 с осью 4, подпружиненным держателем 5, верхней гребенкой 6, регулируемым упором 7 и упором 8. На .верхней плиге I закреплен пуансон 9 для калибровки сотового заполнителя по высоте. На нижней.плите 10 закреплен корпус II с упорной планкой 12, с направляющей планкой 13 и с двумя горизонтальными колонками (не показаны), на которых установлена с возможностью горизонтального перемещения каретка 14 с нажимной планкой 15, имеющей окно 16, с планкой 17 и с тормозом, который взаимодействует с горизонтальными направляющими колонками (не показан). В пазу между нажимной планкой 1 и планкой 17 установлена с возможностью вертикального перемещения ползушка 18 с передней 19 и задней 20 нижними гребенками и с осью 21. Для пер«лещения ползушки устройство имеет систему подъема нижних гребенок, вклю чающую кулачок 2.2. с фигурным пазом 23, контактирующим с осью 24, установленной в рычажной системе, состоящей из ведущего рычага 25 с цапфами 26, ведомого рычага 27 с вилкой 28, оси 29, / -офазной упругой скобы 30 выступов 31. Ведущий рычаг 25 установлен с возможностью поворота вокруг оси 32, закрепленной в каретке 14. По ворот рычага 25 ограничивают передний упор 33 и задний упор 34, установленные в каретке 14. На нижней пли-е установлена также калибрующая матрица 35. Устройство работает следующим образом. Лента 36 с продольными гофрами и с расположенными в шахматном порядке поперечными просеч ками подается в па между упорной планкой 12 и направляю щей планкой 13 на шаг до упора в горец нажимной планки 15, при этом ранее согнутые в гармошку элементы с тового заполнителя заходят в окно 16 а при выходе из окна 16 перемещаютс на калибрующую матрицу 35. При ходе верхней плиты I вниз кулачок 22 своим фигурным пазом 23 поворачивает за ось 24 рычаг 25, вокруг оси 32 против часовойстре ки до переднего упора 33. Каретка 14 при этом остается на месте, так к удерживается тормозом. При отсутствии нарушений в попаче ленты совместно с рычагом 25 повора чивается рычаг 27. При этом вилка 2 поднит.тает за ось 21 ползушку 18 в 4 .4 верхнее положение, задняя гребенка 20 аходит в ячейки сотового заполниталя, а передняя 19 устанавливается перед последним ранее отогнутым элементом. В это время верхняя гребенка 6 начинает складывать в гармошку два следующих элемента (на фиг. 3). При дальнейшем ходе верхней плиты I вниз кулачок 22 своим фигурным пазом 23,преодолевая сопротивление тороз а j начинает сдвигать влево каретку 1.4 за ось 24. В это время верхняя гребенка 6 вместе с держателем 5 продолжает опускаться вниз до касания упоров 8 с . направляющей планкой 13, одновременно поворачиваясь вокруг оси 4 по часовой стрелке за счет контакта вершины гребенки со сгибаемыми элементами, при этом производится дальнейшее складывание элементов в гармошку до их смыкания. В конце хода нажимная планка 15 вместе с гребенками 19, 2О и 6 упорной планкой 12. калибруют радиус гиба перемычек сотового заполнителя (на фиг. 4), а калибрующая матрица 35 и пуансон 9 калибруют ячейки сотового заполнителя по высоте. При ходе верхней плиты I вверх фигурный паз 23 кулачка 22 поворачивает рычаг 25 по часовой стрелке до заднего упора 34, при этом нижние гребенки 19 и 20 возвращаются в исходное положение. При дальнейшем ходе вверх фигурный паз 23, преодолевая усилие тормоза, возвращает каретку 14 с нажимной планкой 15 в исходное положение. При ходе вверх возвращаются также в исходное положение подпружиненная колонка 3 с подпружиненным держателем 5 и верхней гребенкой 6. При нарушении подачи ленты устройство работает следующим образом. При ходе верхней плиты I вниз, как и при нормальной работе, кулачок 22 своим фигурным пазом поворачивает за ось 24 оычаг 25 вокруг оси 32 до упора 33, каретка 14 при этом остается на месте. но так как ячейки смяты, то нижние гребенки только доходят до нижних кромок элементов сотового заполнителя и останавливаются за счет того, что рычаг 27, преодолевая усилие упругой скобы ЗО, поворачивается вокруг оси 29 на некоторый угол относительно рычага 25 (на фиг. 5), При дальнейшем ходе верхней плиты 1. вниз кулачок 22 сдвигает каретку 14 влево, при этом вершины гребенок 19 и 2О проскальзывеюг за счет своих скосов относительно нижних кромок сотового заполнителя, не нспы- тывая больших усилий, которые могли бы привести к поломке гребенок. Верхняя гребенка 6 тоже только доходит до смятых элементов и останавливается за счет поджатня пружины, отжимающей колонку 3.
При ходе вверх все детали устройства возвращаются в исходное положение, и после устранения причины нарушения подачи устройство может работать обычным порядком.
Увеличение расстояния от пружинной скобы 30 до оси 29 за счет снабжения рычага 25 цапфами 26 уменьшает усилие на скобу ЗО, необходимое для подъема гребенок.
Формула изобретения
I. Устройство для изготовления сотового заполнителя из ленты с продольными гофрами, расположенными в шахматном порядке прорезями, содержашее рабочий инструмент в виде гребенок, связанных с рычажной системой, имеющей ведущий и ведомый рычаги, отличающееся тем, что, с целью уменьшения поломок гребенок при нарушении подачи ленты, устройство снабжено упругой скобой, установленной на вы0полненных на ведущем рычаге вьютупах и в выполненной на ведомом рычаге выемке, при этом рычаги связаны друг с другом непосредственно шарннрно.
2. Устройство по п. 1,отличь. юSщ е е с я тем, что, с целью улучшения эксплуатационных качеств, связывающие рычаги, шарнир и упругая скоба размещены по разные стороны от продольной оси ведущего рычага.
Источники информации, принятые во внимание при экспертизе
I. Авторское свидетельство СССР № 63,9632, кл. В 21 D47/O4, 1974. 

| название | год | авторы | номер документа |
|---|---|---|---|
| Подающее устройство к штампу для изготовления сотового заполнителя | 1980 |
|
SU958021A1 |
| Устройство для изготовления деталей | 1974 |
|
SU639632A1 |
| Устройство для изготовления сотовогозАпОлНиТЕля | 1978 |
|
SU806209A1 |
| Устройство для изготовления сотового заполнителя | 1981 |
|
SU1013057A1 |
| Машина для сборки и сварки сотовых заполнителей | 1981 |
|
SU1011352A1 |
| Устройство для подачи полосового и ленточного материалов в штамп | 1983 |
|
SU1138212A1 |
| Устройство для изготовления сотовогозАпОлНиТЕля из пОлОСОВОгО МАТЕРиАлА | 1977 |
|
SU806204A1 |
| Устройство для подачи полосового и ленточного материалов в штамп | 1983 |
|
SU1138214A1 |
| МАШИНА ДЛЯ СБОРКИ И РОЛИКОВОЙ СВАРКИ СОТОВЫХ | 1969 |
|
SU251112A1 |
| Устройство для обработки участков стенок полых осесимметричных изделий | 1985 |
|
SU1263400A1 |