АГРЕГАТНАЯ :|:%ЙрВ Ш,
СВЕЕ ЁБНИЩ -i .
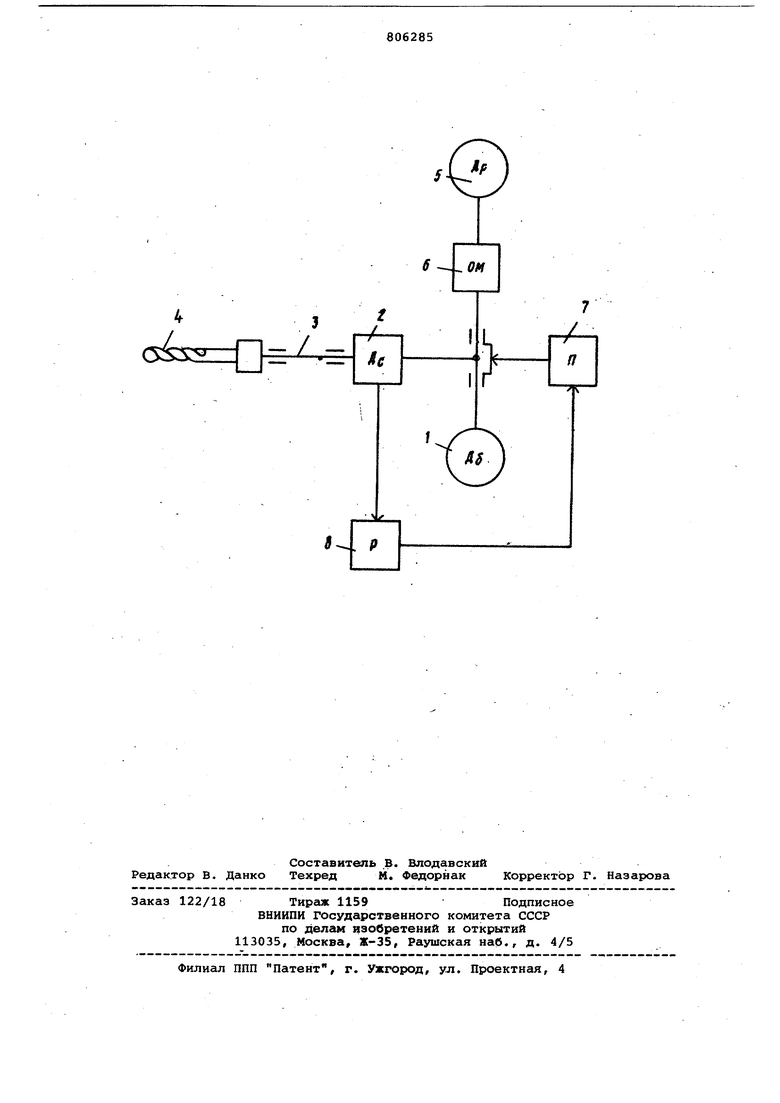
.-(ЯдаЧ -;. Устройство работает следующим об разом. Включается двигатель 1 быстрого вращения, рабочий двигатель 5 и при вод 7 подачи. При этом сверло 4 име угловую частоту вращения, соответст вующую двигателю 1 быстрого вращени так как рабочий двигатель 5 подключен через обгонную муфту 6. Под дей -ствием привода 7 подачи сверло 4 на быстрой подаче подходит к обрабатываемой детали, и начинается процесс сверления на этой подаче. При сверлении крутящий момент возрастает, угловая частота вращения сверла 4 и двигателя 1 быстрого вращения уменьшается до величины, равной угловой частоте вращения рабочего двигателя 5. В этом случае крутящий момент на сверло 4 поступает от рабочего двигателя 5 через обгонную муфту 6. Одновременно при возрастании сиЛОВОГ9 параметра (крутящего момента или осевого усилия) вступает в работу регулятор 8 подачи. Сигнал на регулятор 8 подается от датчика 2 изме рения силового параметра. Регулятор 8 подачи воздействует на привод 7 по дачи, уменьшая величину подачи. Тем самым стабилизируется силовой параметр. Величина стабилизируемого сило вого Параметра определяется прочностью и жесткостью сверла 4 и задается на регуляторе 8 подачи с учетом коэффициента запаса. Команда на промежуточный вывод сверла 4 из обрабатываемой детали может подаваться от реле времени или конечного выключателя при уменьшении подачи до минимальной величины, устанавливаемой на регуляторе 8 подачи. Регулятор 8 подачи создает воздействие на конечный выключатель. Ре ле времёнк и конечный выключатель не изображены на блок-схеме. При промежуточном выводе сверла 4 из отверстия оно вновь начинает вращаться от двигателя 1 быстрого вращения. Затем сверло 4 на быстрой подаче подводится к месту обработки, и снова процесс сверле ия начинается на этой подаче. Далее процесс, сверления повторяется согласно описанному выше до тех пор, пока деталь не будет просверлена на требуемую глубину. Формула изобретения 1.Агрегатная головка для глубокого сверления с промежуточными выводами инструмента , оснащенная шпинделем, рабочим двигателем вращения последнего, приводом подачи/ системой автоматического управления силовым параметром путем автоматического регулирования подачи, включающей датчик измерения силового параметра и регулятор подачи, отличающаяс я тем, чт;о,. с целью повышения производительности обработки за- счет подвода сверла к месту обработки на быстрой подаче после каждого промежуточного вывода и в начале обработки, она снабжена дополнительным двигателем быстрого вращения, кинематически связанным со шпинделем, и обгонной муфтрй, размещенной между шпинделем и рабочим двигателем вращения последнего. 2. Головка по п. 1, отличающаяся тем, что дополнительный двигатель . выполнен пневматическим и снабжен регулятором мощности. Источники информации, . принятые во внимание при экспертизе 1. Абушеиков И.Д. Автоматическое управление циклом ступенчатой подачи, Машиностроитель, 1976, 5. 2.Врон Л.С. и Тартаковский К.Э. Гидравлический привод агрегатных станков и автоматических линий. Машиностроение, 1974, с. 28-29.
3
/
п
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического управления подачей по величине крутящего момента на сверле | 1980 |
|
SU904913A1 |
| Агрегатная головка для сверления глубоких отверстий с универсальным регулятором подачи | 1981 |
|
SU986638A1 |
| Агрегатная головка для глубокого сверления сквозных отверстий | 1980 |
|
SU887073A1 |
| ЭЛЕКТРОМЕХАНИЧЕСКАЯ ВИНТОВАЯ СИЛОВАЯ ГОЛОВКА | 1968 |
|
SU217890A1 |
| Сверлильная головка с автоматическим регулированием подачи | 1973 |
|
SU475223A1 |
| Устройство к сверлильному станку для управления ступенчатым сверлением | 1979 |
|
SU937113A1 |
| Силовая головка | 1980 |
|
SU917959A1 |
| Сверлильная головка с автоматическим регулированием подачи | 1977 |
|
SU680818A1 |
| Устройство для предохранения осевого инструмента от поломок | 1985 |
|
SU1294499A1 |
| Устройство для обработки резьбовых отверстий | 1982 |
|
SU1100054A1 |