(54) ПРИСПОСОБЛЕНИЕ ДЛЯ УСТАНОВКИ ОБРАБАТЫВАЕМОЙ ДЕТАЛИ
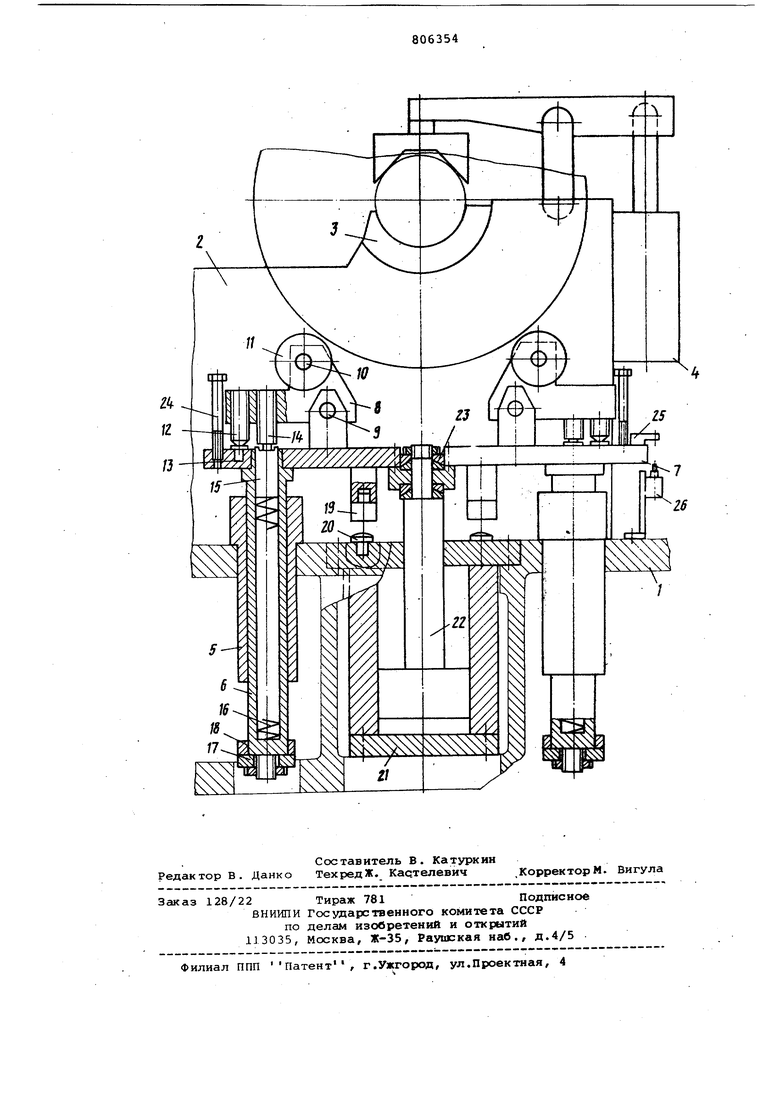
вкладыши 3fвнутренние поверхности которых являются базовыми. На эти поверхности ложатся базовые цапфы обрабатываемой детали - шпиндель(ного барабана токарного автомата На стойкс1Х находятся зажимные гидроцилиндры 4.
В корпусе закреплены четыре втулки 5. Внутри втулок направляющие колонки 6, установленные на подъемной плите 7,несущей поворотные рыча.ги 8 с осями 9. На осях 10 в рыча гах смонтированы ролики 11, В рычагах имеются регулируемые упоры 12, взаимодействующие с пятками.13, запрессованными в плиту,и винты 14, посредством толкателей 15 взаимодействующие с пружинами 16.
На свободном конце каждой колонки б закреплено кольцо 17,которое вместе с лежащей на нем компенсационной шайбой 18 играет роль упора взаимодействующего с нижним торцом втулки 5. Вблизи колонок в платформе и корпусе приспособления расположены упоры 19 и 20.
В корпусе приспособления установлен гидроцилиндр 21,шток поршня 22 которого посредством двух комплектов самоустанавливающихся шайб 23 связан с подъемной плитой;
Винты 24 закреплены в плите рядом с рычагами 8. Кулачок 25,закрепленный на плите,взаимодействует с конечным переключателем 26.
Работает приспособление следующим образом.
В исходном положении (перед загрузкой обрабатываемой детали ) цавление поступает в поршневую полость цилиндра, 21,подъемная плита 7 находится в верхнем положении,определяемом контактом шайб 18 с нижним торц-ом втулок 5. Рычаги 8 пружинами 16 повернуты на своих осях до упора в головки винтов 24 „
Обрабатываемая деталь загружается в приспособление,т.е . ложится своей цилиндрической поверхностью на ролики 11. При этом пружины 16 сжимаются до тех пор,пока упоры 12 не коснутся пяток 13. Таким образом, вес обрабатываемой детали передается непосредственно плите (пружины 16 рассчитаны на восприятие только части веса обрабатываемой детали),
Подключив поршневую полость гидроцилиндра 21 на слив,опускают плиту в нижнее положение,где контактируют упоры 19 и 20, а кулачок- 25 нажимает стержень переключателя 26
выдающего сигнал об окончании перемщения вниз.
Несколько ранее крайнего нижнего положения плиты цапфы обрабатываемой детали ложатся на внутренние поверхности полувкладышей 3,останавлвающих движение детали вниз. Пружины 16 продолжают прижимать ролики 11 к поверхности обрабатываемой детали и разгружают полувкладыши от части обрабатываемой детали (между упорами 12 и пятками 13 образуется зазор). Разгрузка позволяет легко поворачивать обрабатываемую деталь вокруг ее продольной оси.
/ Гидроцилиндрами 4 зажимают обрабатываемую деталь,после чего производят ее обработку. По окончании обработки переключают гидроцилиндры на отжим детали и подаютдавление в нижнюю полост цилиндра 21,плита начинает перемещаться вверх,пятки 13 вступают в контакт с упорами 12.
Движение плиты заканчивается при контакте щайб 18 с нижним торцом втулок 5.
Формула изобретения
1.Приспособление для установки орабатываемой детали, содержащее кинематически связанные с силовым гидроцилиндром поддерживающие элементы установленные в корпусе приспособления с возможностью вертикального перемещения, отличающеес я тем,что,с целью повышения надежности и точности базирования, приспособление снабжено шарнирно связанной со штоком силового цилиндра подвижной плитой, на которой установлены поддерживающие элементы, выполненные в виде подпружиненных рычагов, причем плита снабжена цилиндрическими направляющими,выполненными в виде колонок,закрепленных на плите,и втулок,установленных в корпусе.
2.Приспособление по п.1,о т л ичающееся тем,что, с целью исключения перекоса при движении плиты, пружины сжатия,предназначенные для взаимодействия с поддерживающими элементами,установлены в выполненных внутри направляющих колонок .расточках.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 198886,кл. В 23 В 39/16,1965.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РАСКРЫТИЯ И СМЕНЫ ШТАМПОВ | 1992 |
|
RU2048948C1 |
| Станок для хонингования шлицевых отверстий | 1972 |
|
SU484974A1 |
| Устройство для обработки деталей типа гильз цилиндров | 1983 |
|
SU1122441A2 |
| Станок с ЧПУ для заточки инъекционных игл одноразовых шприцов | 1990 |
|
SU1774911A3 |
| Ленточно-шлифовальный станок | 1976 |
|
SU818826A1 |
| ЛЮНЕТ | 2012 |
|
RU2594767C2 |
| Станок для запрессовки штырей в корпус шарошки бурового долота | 1980 |
|
SU887113A1 |
| Устройство для автоматической подналадки резца | 1974 |
|
SU516471A1 |
| Система для регулирования гидроподъемного механизма трактора | 1972 |
|
SU481252A1 |
| УСТАНОВКА ХОЛОДНОЙ НАПРЕССОВКИ БУКСОВОГО УЗЛА ЖЕЛЕЗНОДОРОЖНОЙ КОЛЕСНОЙ ПАРЫ | 2004 |
|
RU2261786C1 |