(54) УСТРОЙСТВО ДЛЯ ОБРАБОТКИ БОМБИНИРОВАННЫХ РОЛИКОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки оптических деталей | 1981 |
|
SU975345A1 |
| Устройство для обработки криволинейных поверхностей оптических деталей | 1982 |
|
SU1042960A1 |
| Устройство для групповой обработки поверхностей деталей шлифованием | 1980 |
|
SU891354A1 |
| САМОЦЕНТРИРУЮЩИЙ КУЛАЧКОВЫЙ ПАТРОН | 2001 |
|
RU2215618C2 |
| Многопозиционный станок для отгибки фланцев и зиговки полых деталей из листового материала | 1982 |
|
SU1044382A1 |
| Устройство для обработки оптических деталей | 1983 |
|
SU1093499A1 |
| РЕЗЦЕДЕРЖАТЕЛЬ С НЕПОДВИЖНОЙ СИСТЕМОЙ ПОДАЧИ ОХЛАДИТЕЛЯ ЧЕРЕЗ ЦЕНТР ИНСТРУМЕНТА | 1995 |
|
RU2116879C1 |
| Роторный станок для шлифования отверстий деталей | 1989 |
|
SU1660940A1 |
| Устройство для двусторонней обработки оптических деталей с криволинейными поверхностями | 1983 |
|
SU1140936A1 |
| Станок для обработки роликов с криволинейной образующей | 1980 |
|
SU897476A1 |
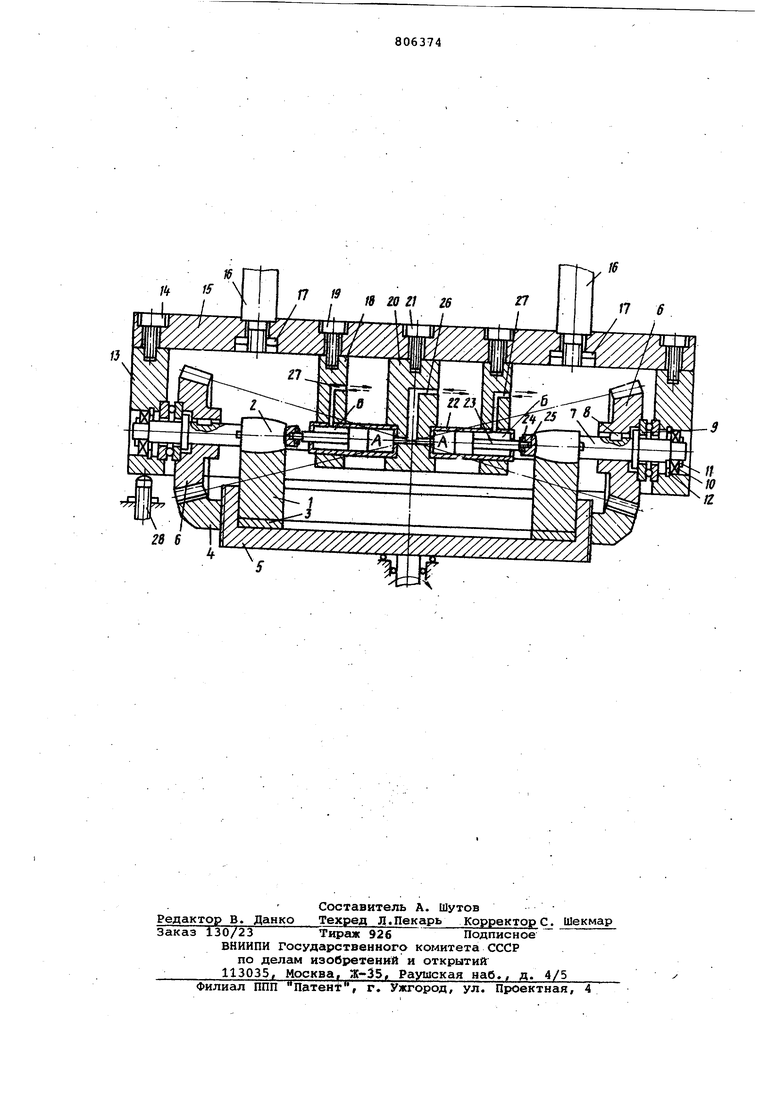
Йзобретение относится к станкостроению и может быть использовано в подшипниковой промьшшенности. Известны устройства, содержащие соосно расположенные приводы вращения обрабатываемых деталей и инстру мента, имеющего торцовую профилированную рабочую поверхность, механизмы зажима о5ра5а ываемых деталей я их подачи ll и 2. Целью изобретения является повьшение качества обрабатываемых поверхностей. Указанная цель достигается тем, что устройство снабжено центральной конической шестерней, находящимися с ней в зацеплении коническими шестернями, установленныгли с воз можностью вращения совместно с обра батываемыми деталями и с механизмами их зажима, выполненными в виде расположенных соосно осям вращения конических шестерен гидро - (пневмо)цилйндров, и фланцем, на котором размещены конические шестерни и . гидро,.- (пневмф1илиндры и .который установлен с возможностью перемещения вдоль оси вращения инструмен.та. . На чертеже показано предлагаемое устройство, разрез. Устройство состоит из инструмента 1, имеющего торцовую профилированную рабочую поверхность по дуге окружности, центр которой лежит на отрезке прямой, проходящей через наибольший диаметр обрабатываемой детали 2. Инструмент 1 с прокладкой 3 и коническая центральная шестерня 4 крепятся соосно на стакаие 5 и вращаются совместно вокругобщей оси симметрии. Центральная шестерня 4 сцеп-ляется с коническими шестернями 6, связанными с валами 7 с помощью шпонок 8 и вращающимися в упорных подшипниках 9 и радиальных 10, фиксируемых в осевом направлении с помощью колец 11. Валы 7 фиксируются в осевом,направлении с помощью колец 12. Конические шестерни 6 с валами 7 установлены в кольце 13, прикрепленном болтами 14 к фланцу 15, который имеет возможность перемещаться вдоль оси с помощью штанг 16, прикрепленных к нему гайками 17. К фланцу 15 крепятся также кольцо 18 с помощью болтов 19 и цилиндрическая деталь 20 с помощью болтов 21.В кольце
18 и цилиндрической детали 20 имеются соосные отверстия, в которые вставлены гидро - (пневмоУщлиндры 22, штоки 23 которых, имеющие оси симметрии, совпадающие с осями вращения обрабатываемых деталей 2, контактируют с вогнутым торцом обрабатываемой детали . Между торцами штОка 23 и ролика 2 установлены подшипники 24 качания, позволяющие передавать осевое усилие через наконечники 25 с возможностью вращения обрабатываемых деталей. 2 относительно штоков 23. Поршневые полоски А гидро - (пневмс илиндров 22 соединены общим каналом 2§, выполненным в цилиндрической детали 20, а каждая штоковая полость Б гидро - (пневмо)цилиндров 22 соединена каналами 27, выполненными в кольце 18. Каналы 26 и 27 соединены с распределителями гидро - (пневмф:танции (на чертеже не показаны). Устройство имеет также регулируемый упор 28.
Устройство работает следующим образом.
Фланец 15 вместе с зафиксированными между штоками 23 и валами 7 обрабатываемы1 1и деталями 2 перемещаетс в осевом направлении навстречу вращающемуся инструменту 1. При этом шестерни 6 входят в зацепление с центральной шестерней 4, вращающейся вместе с инструментом, и обрабатываемые детали 2 получают вращение относительно инструмента 1. Фланец 15 перемещается до упора 28, выдерживается определенное время, необходимое для полного достижения требуемой геометрии обрабатываемых деталей 2, и перемещается в осевом направлении, удаляясь от рабочего торца инструмента 1. При этом шестерни
6выходят из зацепления с центральной шестерней 4, и обработанные детали 2 прекращают вргицаться. Фланец 15 выводится из рабочей зоны (поворачивается на определенный угол)
в зону разгрузки. Мабло (воздух) подается в полости Б гидро - (пневмф;илиндров 22 через каналы 27, при этом масло (воздух) из полости А выходит по каналам 26, а штоки 23 освобождают обработанные детали 2, и они падают под собственным весом в соответствующий бункер (на чертеже не показан).
Фланец 15 поворачивается в загрузочную позицию (на чертеже не показан) , где обрабатываемые детали 2 установлены в соответствующем поло женин, опускается на требуемую величину до совмещения осей симметрии обрабатываемых деталей с осями валов
7и штоков 23. Масло (воздух) подается в поршневые полости А гидро - невмф1,илиндров через канал 26, штоки 23 перемещаются и закрепляют обрабатываемые детали 2 в требуемом осевом положении. При этом масло (воздух) из штоковых полостей Б выходит по каналам 27. После чего фланец. 15 вместе с закрепленными деталями 2 поворачивается до совмещения своей оси симметрии с осью вращения инструмента 1, перемещается до ввода в зацепление шестерен 4, затем до упора 28, выдерживается и отводится в разгрузочную позицию. Цикл повторяется.
При частой правке рабочего тЧЬрца инструмента 1 и уменьшении его высоты зацепление шестерни 4 с шестернями 6 регулируется смещением шестерни 4 за счет резьбового соединения ее со стаканом 5.
После каждой правки инструмента 1 изменяется положение упора 28, чем обеспечивается гарантированная точность обработки независимо от износа инструмента (до полного его износа) .
Таким образом, предлагаемое устройство позволяет повысить качество обрабатываемых поверхностей.
Формула изобретения
Устройство для.обработки бомбинированных роликов, содержащее соосно расположенные приводы вращения обрабатываемых деталей и инструмент имеющего торцовую профилированную рабочую поверхность, механизмы зажима обрабатываемых деталей и их подачи., отличающееся тем, что, с целью повышения качества обрабатываемых поверхностей, оно снабжено центральной конической шестерней, находящимися с ней в зацеплении коническими шестернями, установленными с возможностью вращения совместно с обрабатываемыми деталями и с механизмами их зажима, выполненными в виде расположенных соосно осям вращения конических шестерен гидро- (пневмо)цилиндров, и фланцем, на котором размещены конические шестерни и гид ро - (пневмфхилиндры и который установлен с возможностью перемещения вдоль оси вращения инструмента.
Источники инфо жации, принятые во внимание при экспертизе
