Изобретение относится к абразивной обработке и может быть использовано при изготовлении выпуклых и вогнутых поверхностей деталей, в частности оптических линз. Известно устройство для шлифования и полирования чашечным инструментом сферических деталей, например блоков выпуклых сферических линз, размешенных в кольцевой канавке врашаюш.егося диска, причем чашечные инструменты установлены с возможностью вращения в отверстиях планшайбы, расположенной параллельно диску 1. Недостатком данного устройства является неопределенность положения во врашении блоков вместе с линзами в рабочей зоне, что отрицательно сказывается на геометрической точности обрабатываемых деталей и не обеспечивает высокой интенсивности съема припуска. Наиболее близким по технической сушности к предлагаемому является устройство для обработки оптических деталей, установленных в гнездах, сепараторов на инструментальных сферических эластичных держателях, равномерно расположенных по окружности, проходяшей через оси симметрии обрабатываемых изделий, между рабочими торцами двух дисковых инструментов, причем сферические держатели жестко закреплены на радиально расположенных полых валах, установленных с возможностью вращения в центральном держателе и связанных с приводом посредством конических шестерен, при этом внутренние полости эластичных сферических держателей связаны с каналом подачи среды под давлением 2. К недостаткам известного устройства сле J, дуе отнести то, что разворот обрабатываемои детали вокруг своей оси симметрии обеспечивается за счет сил трения, распределенных по дуге контакта ее с рабочей поверхностью инструмента. Ввиду непостоянства закона распределения давления в зоне контакта обрабатываемой поверхности с инструментом, суммарное значение сил трения будет также непостоянны.м, т. е. меняется как величина, так и точка приложения суммарной силы трения относительно оси симметрии обрабатываемой детали. Это может привести в конечном счете к неравномерному вращению вокруг оси симметрии и неравномерному съему припуска с обрабатываемой поверхности. Кроме того, известное устройство не может обеспечить равномерного нанесения следов инструмента, так как линейная скорость на оси вращения обрабатываемой поверхности равна нулю. Целью изобретения является повышение качества и производительности обработки. Поставленная цель достигается тем, что в устройстве для обработки оптических деталей, размеьчскп.ых на сферических держателях, рас110,1оженных равномерно по окружности между двумя рабочими дисками с i кольцевыми канавками на валах, радиально установленных с возможностью вращения в центральном держателе, каждый вал снабжен косым кривошипом, на котором с возможностью вращения установлен сферический держатель, при этом оси вала и кривошипа пересекаются в центре кривизны де ржателя, а центральный держатель связан с одним из дисков через введенный в устройство конический дифференциал, водило которого закреплено на валу центрального держателя, а одна из шестерен связана с упомянутым диском. На фиг. 1 показано устройство, осевой разрез; на фиг. 2 - разрез А-А на фиг. 1. Устройство содержит рабочие дискиинструменты 1 и 2 с кольцевыми канавками 3 и 4, установленные соосно друг другу на планшайбах 5 и 6, электродвигатель 7, связанный через ременную передачу 8 с планшайбой 5, сферические держатели 9, на ко-, торых закреплены обрабатываемые детали 10, центральный держатель И, установленный с возможностью вращения на планшайбе 5 и кинематически связанный с ней через конический дифференциал, содержащий центральную шестерню 12, сателлиты 13, Т-образное водило 14 и шестерню 15. Причем Т-образное водило 14 закреплено на одном валу с центральным держателем 11, а центральная шестерня 12 жестко связана с планшайбой 5. В центральном держателе 11 установлены радиально с возможностью вращения удерживающие валы 16 с выполненными на их конце косыми кривошипами 17, оси которых пересекают оси валов в центре кривизны держателей, причем удерживающие валы кинематически связаны между DatfJLU.nC DdJlDJ ISHHCmcl 1 H4CL1S.H МСЛЧЛХ собой через центральное зубчатое колесо 18 шестерни 19. Центральное зубчатое колесо - -18 и щестерня 15 связаны с отдельными приводами вращения (не показаны). Устройство работает. следующим образом. Обработанные детали 10 приклеиваются к сферическим держателя.м 9, которые устанавливаются на косые кривошипы 17 удерживающих валов 16. После этого планшайба 6 вместе с инструментом 2 опускается и создается необходимое прижимное усилие. Обработка производится при включении электродвигателя 7, который приводит во вращение планшайбу 5 с инструментом 1 через ременную передачу 8. При вращении инструмента 1 сферические держатели 9 обкатываются по кольцевы.м канавкам 3 и 4 инструментов 1 и 2. При врашении планшайбы 5 приводится во вращение и центральный держатель 11 через конический дифференциал, причем вращение центрального держателя 11 осуществляется в ту же сторону, что и планшайба 5, но со скоростью меньщей в 2 раза при неподвижной шестерне 15. Как видно из фиг. 2, это устройство необходимо для чистого обкатывания сферических держателей 9 по кольцевой канавке 4 инструмента 2. При неподвижном центральном зубчатом колесе 18 и вращении центрального держателя 11, удерживающего валы 16, будут приводиться во вращение за счет обкатывания шестерни 19 по колесу 18. Вращение удерживающих валов 16, в свою очередь, приводит к тому, что косые кривошипы 17 будут описывать конические поверхности в пространстве с.углом Упри верщине. А следовательно, и сферические держатели 9 будут осуществлять дополнительное принудительное качание в рабочей зоне. Это движение может быть разложено в проекциях на вертикальную ось и на ось, касательную к траектории движения сферического держателя. Таким образом, сферические держатели 9 вместе с обрабатываемыми деталями 10 имеют принудительное сложное многоосное движение, что обеспечивает равномерное нанесение следов инструмента на всю обрабатываемую поверхность деталей 10. При сообщении центральному зубчатому колесу 18 дополнительного вращения, сферические держатели 9 будут осуцхествлять более интенсивное качание в рабочей зоне, что дополнительно увеличивает интенсивность съема припуска. При дополнительном вращении шестерни 5 конического дифференциала будет изменяться скорость врацления центрального держателя 11 и условие чистого качения сферического держателя 9 по инструменту 2 нарушится, следовательно, увеличатся скорости проскальзывания в зоне контакта обрабатываемых деталей с инструментами, что еще больще увеличит интенсивность съема припуска. Наличие дополнительных вращении шестерни 15 и колеса 18 необходимо в начальный период обработки. Предложенное устройство позволит повысить производительность процесса обработки в 2,...,. 2,5 раза за счет гарантированного увеличения скоростей проскальзывания поверхности детали относительно инструментов, а также повысить качество обработки в 1,2,..., 1,5 раза за счет гарантированного многоосного вращения обрабатываемых деталей в рабочей зоне и за счет возможности управления скоростями проскальзывания обрабатываемой поверхности.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки криволинейных поверхностей оптических деталей | 1982 |
|
SU1042960A1 |
| Револьверная головка | 1990 |
|
SU1787697A1 |
| Станок для обработки сферических поверхностей деталей | 1981 |
|
SU1006173A1 |
| Устройство для обработки оптических поверхностей | 1983 |
|
SU1110613A1 |
| Рабочий ротор | 1989 |
|
SU1779613A1 |
| Устройство для двусторонней обработки оптических деталей с криволинейными поверхностями | 1983 |
|
SU1140936A1 |
| Устройство для нарезания замкнутых криволинейных канавок на сферической поверхности деталей | 1991 |
|
SU1808514A1 |
| Устройство для обработки поверхностей оптических деталей | 1982 |
|
SU1113237A1 |
| Станок для обработки роликов с криволинейной образующей | 1980 |
|
SU897476A1 |
| Устройство для обработки оптических деталей | 1981 |
|
SU975345A1 |
УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ОПТИЧЕСКИХ ДЕТАЛЕЙ, размещенных на сферических держателях, расположенных равномерно по окружности между двумя рабочими дисками с кольцевыми канавками на валах, радиально установленных с возможностью вращения в центральном держателе, отличающееся тем, что, с целью повышения качества и производительности обработки, каждый вал снабжен косым кривошипом, на котором с возможностью вращения установлен сферический держатель, при этом оси вала и кривошипа пересекаются в центре кривизны держателя, а центральный держатель связан с одним из дисков через введенный в устройство конический дифференциал, водило которого закреплено на валу центрального держателя, а одна из шестерен связана с упомянутым диском. (Л со со 4 СО со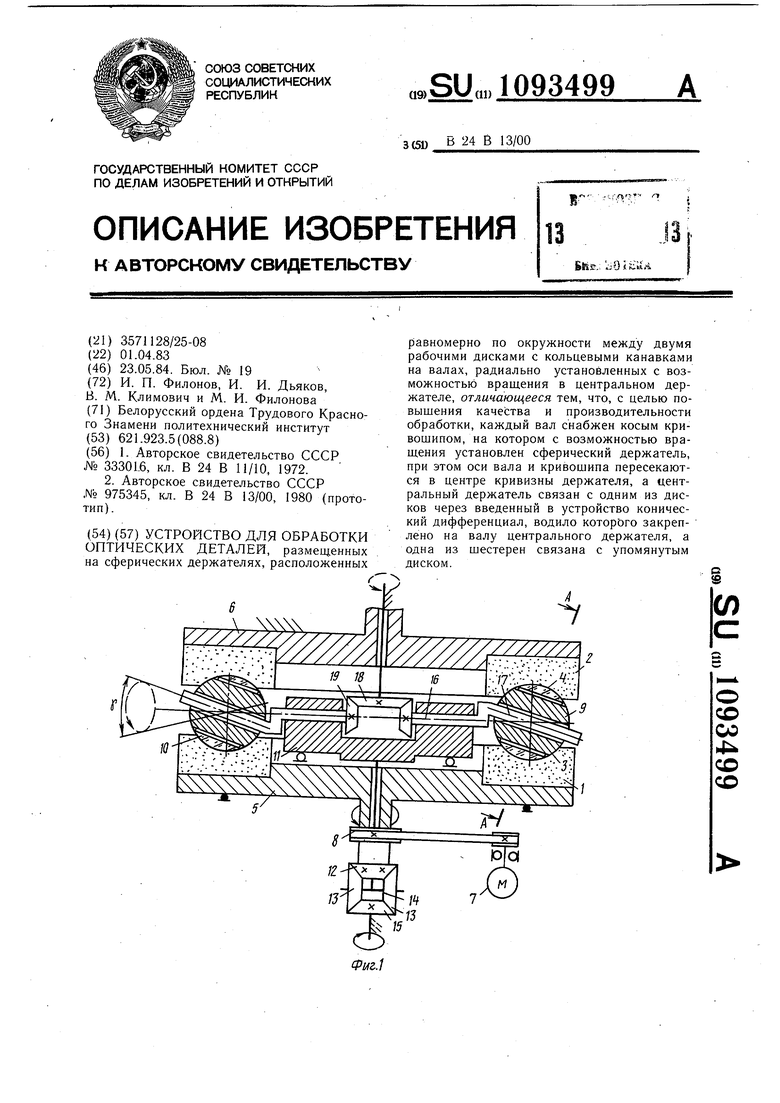
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Пневматический ячейковый агитатор | 1932 |
|
SU33301A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для обработки оптических деталей | 1981 |
|
SU975345A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
